基于PREP设备粉末粒径细化的研究
2020-11-05陈斌科向长淑朱纪磊
高 峰,陈斌科,赵 培,任 龙,向长淑,朱纪磊
(西安赛隆金属材料有限责任公司,陕西 西安 710018)
0 引言
近年来,增材制造技术在国内外发展势头迅猛,3D打印设备生产的钛合金等打印件已成功运用于航空航天、生物医疗等国防军工及民用领域,并得到逐步推广[1-3]。目前,受限于电极棒料转速及直径,以钛合金为例,Φ75 mm的电极棒料极限工作转速≤18 000 r/min,粉末中位粒径≥118 μm,较粗的粉末粒径使得PREP法制备的金属粉末在3D打印行业中运用受限。因此,细化PREP设备粉末粒径,制备高品质、细粒径金属及合金粉末有助于推动我国增材制造行业的发展,打破国外对于军工国防用细粒径高品质粉末的垄断及出口限制。
1 PREP设备粉末粒径细化理论
等离子旋转电极雾化制粉设备是一种以电极棒料为阳极,等离子枪为阴极,氩气为电离介质(及惰性保护气体)的一种球形高品质粉末制备装置。工作时,电极棒料连接到逆变电源“+”极,等离子枪连接到逆变电源“-”极。在电场作用下,处于阴阳极之间的氩气被电离形成电弧。电极棒料在电弧加热作用下熔化为液体,通过电极棒料高速旋转的离心力将液体抛出并粉碎为细小液滴,继之在表面张力作用下冷却为球形金属粉末[4]。根据液滴形成的临界条件[5-6],对其进行受力分析可得:
σsπd≤mω2Da/2.
(1)
其中:σs为熔化金属表面张力,N/m;m为液滴质量,kg;ω为电极棒料角速度;d为粉末粒径,m;Da为电极棒料直径,m。
液滴质量m和电极棒料角速度ω为:
(2)
(3)
将式(2)、式(3)代入式(1),进一步简化得:
(4)
其中:ρm为熔化金属密度,kg/m3;n为电极棒料转速,r/min。
由公式(4)可知,细化粉末粒径有两种方法,一种是增大电极棒料直径Da,另一种是提高电极棒料工作转速n[7-9]。
2 试验研究
以赛隆公司自主研发的工业级卧式RPEP设备为例(如图1所示),选用Φ60 mm、Φ75 mm的TC4电极棒料,试验参数见表1,工作转速分别设定为12 000 r/min、13 000 r/min、13 500 r/min,制备的粉末粒径结果见表2。
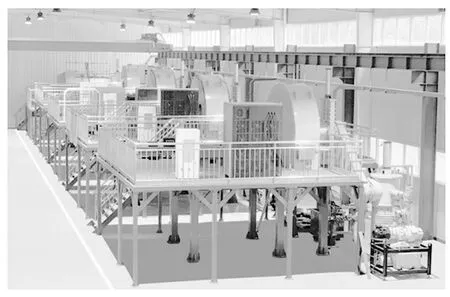
图1 工业级SLPA-H型等离子旋转电极雾化制粉设备

表1 试验参数
由表2数据可知,在上述试验条件下,实测粉末粒径与理论值之间虽存在偏差,但最大偏差值≤19 μm,且满足以下变化规律:相同电极棒料直径条件下,工作转速越高,粉末粒径越细;相同工作转速条件下,电极棒料直径越大,粉末粒径越细。这与公式(4)推导出来的粉末粒径与电极棒料工作转速成反比、与电极棒料直径的二分之一次方成反比的变化规律是吻合的。
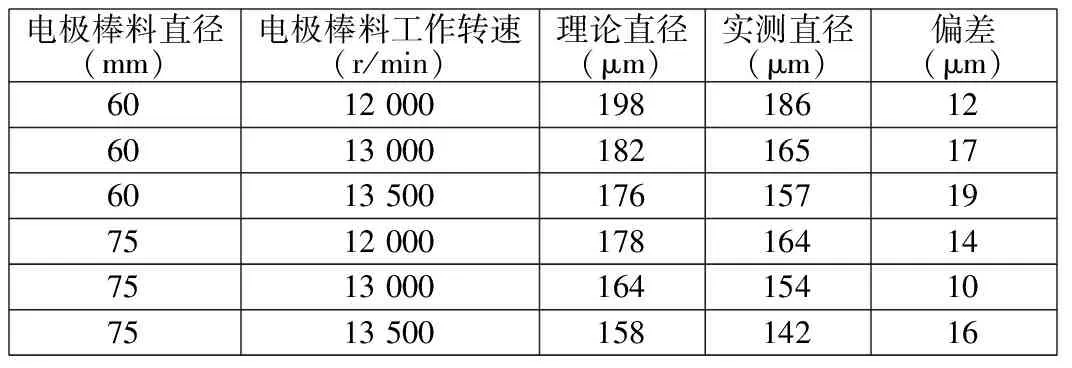
表2 实测粉末粒径与理论结果
3 粉末粒径细化途径
增材制造行业迅猛发展,对用于增材制造的球形金属粉末有着粒径方面的限制。目前,主流的增材制造技术类型有两种:直接能量沉积和粉末床熔合。以钛合金为例,不同增材制造技术对粉末粒径的要求如表3所示。
由表3可知,直接能量沉积增材制造技术粉末原料较粗,粉末生产技术以等离子旋转电极雾化为主;粉末床熔合增材制造技术粉末粒径较细,目前生产技术以气雾化为主。气雾化技术制备的金属粉末粒径虽较细,但空心粉较多,粉末熔化过程中空心粉中的气体不易溢出,会造成零件内部缺陷,影响零件整体力学性能。因此,PREP法制备的球形金属粉末是较为理想的增材制造原材料。以钛合金为例,直径75 mm的金属棒料,转速≥20 213 r/min时,粉末粒径≤105 μm,满足电子束选区熔化成形粉末原料需求;转速≥47 164 r/min时,粉末粒径≤45 μm,满足电子束选区熔化成形和激光选区熔化成形粉末原料需求。

表3 不同增材制造技术对粉末粒径的要求
现有的工业级PREP设备,工作转速基本<20 000 r/min,钛合金粉末粒径>106 μm,难以满足粉末床熔合钛合金粉末原料需求。因此,提高设备工作转速、增大电极棒料直径,制备出细粒径球形金属粉末具有巨大的市场需求。本文就如何提高PREP设备工作转速,给出了以下方法。
3.1 提高电极棒料直径
由公式(4)可知,当工作转速一定时,对于选定的金属电极棒料,熔化金属表面张力、熔化金属密度为定值,电极棒料直径越大,粉末粒径越小。因此提高电极棒料直径是提高粉末粒径的有效途径。实际工程中,受限于设备尺寸、电主轴尺寸和功率、动密封结构尺寸等,电极棒料直径一般≤100 mm。
3.2 提高电极棒料工作转速
由公式(4)可知,当电极棒料直径一定时,对于给定的金属电极棒料,熔化金属表面张力、熔化金属密度为定值,电极棒料工作转速越高,粉末粒径越细。提高设备工作转速途径较多,具体有以下几种方法:
(1)提高电极棒料加工精度。电极棒料自身精度的提高可以保证棒料旋转时产生的偏心力较小,其与棒料支撑单元(动密封结构)由于棒料自身不平衡引起的振动强度降低,从而提高运动机构的平稳性,也提高了电极棒料工作转速。
(2)采用柔性联轴器。由于加工误差的存在,电主轴、机械轴、电极棒料、动密封机构不可能做到完全同心。不同心就会产生偏心力,从而引起振动,导致设备转速难以提高。因此,可在电主轴和机械轴之间、机械轴和电极棒料之间采用柔性联轴器(图2所示),利用弹性变形缓和冲击和吸收振动,从而降低不同心问题所带来的振动强度,提高电极棒料工作转速。
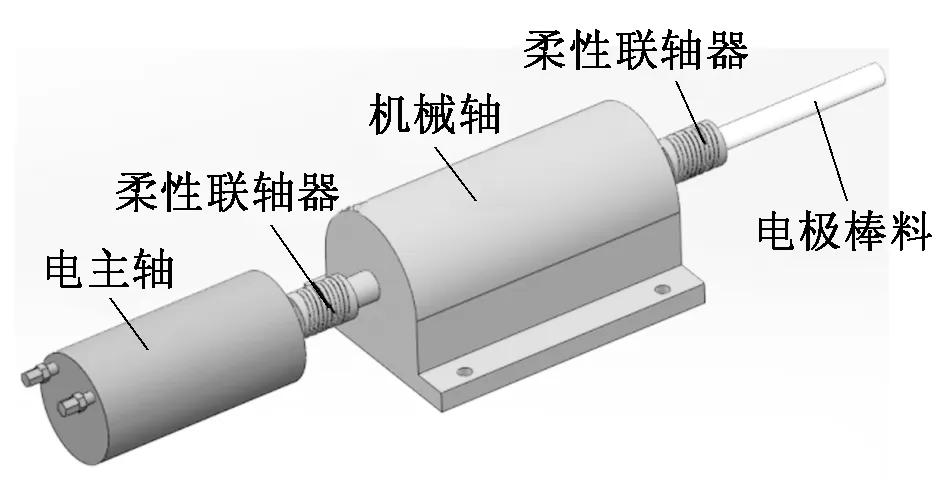
图2 柔性联轴器
(3)采用浮动辊动密封支撑单元,如图3所示。动密封组件是PREP设备的核心单元,其作用有二:①支撑高速旋转的电极棒料;②在电极棒料高速旋转时保持雾化室内的惰性气氛。在动密封装置中,电极棒料由三组120°均布的轴承支撑旋转。现有结构中,动密封组件内的超高转速轴承支撑体为固定结构,棒料在旋转过程中由于不平衡力引起的振动将导致电极棒料与轴承间产生“硬碰硬”的直接撞击,引起设备各组件产生不同强度的振动,导致电极棒料转速难以达到设定值。轴承支撑单元必须采用浮动支撑结构,这样的结构设计使得电极棒料在高速旋转时由于不平衡产生振动时,浮动辊动密封支撑单元在径向方向上产生位移,不会发生“硬碰硬”的现象,对高转速的电极棒料不产生类似于传统动密封支撑单元的极大阻力。
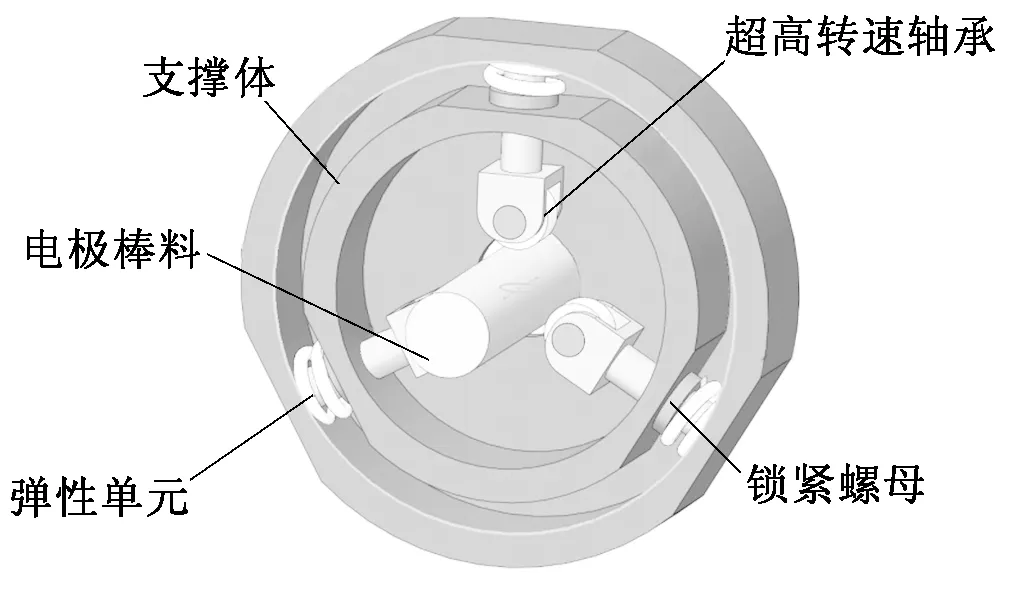
图3 浮动辊动密封装置
4 结语
本文通过试验,验证了电极棒料直径和电极棒料转速两个因素对粉末粒径的影响:转速升高或者直径变大,粉末粒径变细。在试验的基础上,通过长期工作实践,提出了提高PREP设备工作转速的三种途径,即提高电极棒料加工精度、采用柔性联轴器和采用浮动辊动密封支撑单元。