基于松下TM-1400型焊接机器人的焊接轨迹示教分析
2017-08-07郭朝博李兴霞吴金杰
冯 振,赵 干,郭朝博,李兴霞,吴金杰
(河南工学院 材料工程系,河南 新乡 453003)
基于松下TM-1400型焊接机器人的焊接轨迹示教分析
冯 振,赵 干,郭朝博,李兴霞,吴金杰
(河南工学院 材料工程系,河南 新乡 453003)
焊接机器人是一种仿人操作、自动控制、可重复编程并能在三维空间完成各种焊接作业的自动化生产设备,能在恶劣的环境下连续工作并提供稳定的焊接质量,可以提高工作效率,减轻劳动强度。文章以松下TM-1400型焊接机器人为载体,对常见直线和圆弧焊接轨迹进行示教分析,并对相关示教命令程序进行解释说明。
焊接自动化;焊接机器人;轨迹;示教
当今,我国正处于产业转型升级的关键时期,工业机器人作为先进制造业中不可替代的重要装备和技术手段,已经成为衡量一个国家科技创新和高端制造业水平的重要标志。《机器人产业“十三五”发展规划》明确提出加强基础理论和共性技术研究、提升自主品牌机器人和关键零部件的产业化能力、推进工业机器人和服务机器人的应用示范、建立完善机器人的试验验证和标准体系建设等发展方向。2014年中国市场工业机器人销量高达5.6万台,占全球市场的1/4,已连续两年全球第一,增速高达54%,是全球平均增速的两倍。而焊接机器人是工业机器人家族中的重要一员,也是技术上发展最成熟、应用最多的一类机器人。随着产业界对高效、高品质焊接需求的不断增长,焊接机器人的应用日益广泛。焊接机器人也越来越受到科研人员和生产厂家的青睐。本文结合松下TM-1400型焊接机器人,对生产实践中常见的焊接轨迹进行示教分析,并对相关示教命令程序进行解释说明,以期解决焊接自动化生产实践中的突出问题。
1 设备和材料
设备包括日本松下(Panasonic)公司生产的TM-1400GⅢ焊接机器人系统(配备GⅢ控制器和示教器)、YD350GL型全数字CO2焊接电源、YA-1GJB23型变位机单元和示教针等。YD350GL型全数字焊接电源采用高速CPU实现细致的波形控制,采用带编码器的送丝装置实现稳定送丝,以实现高品质高效率焊接。焊接材料为直径1.2mm的H08Mn2SiA焊丝和Q235钢板等。
2 焊接轨迹示教
焊接机器人进行焊接作业时,必须预先赋予机器人运动轨迹、作业条件和作业顺序三部分信息,以使机器人完成规定的动作和作业,如图1所示。操作者要实现对机器人的示教,只需要完成运动轨迹、作业条件和作业顺序的示教。运动轨迹的示教是机器人示教的重点,它是指机器人为完成某一任务,其工具中心点(TCP点)所要运动的轨迹;作业条件和作业顺序的示教是指焊接电流、焊接电压、焊接速度、板厚、焊缝形状、焊脚高度、焊接顺序以及与外部设备的协调等参数的设置。
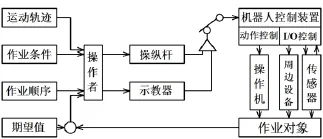
图1 焊接机器人示教内容
2.1 不带摆动的直线焊接轨迹示教
无论是手工操作还是自动化焊接,直线焊接是最常见最简单的。用焊接机器人完成不带摆动的直线焊接作业通常需要6个示教点,如图2所示为不带摆动的直线焊接轨迹示教示意图。图3是不带摆动的直线焊接轨迹示教编程示意图,P002→P003、P003→P004、P004→P005均为直线移动,其中P003→P004是焊接区间。结合表1中不带摆动的直线焊接轨迹程序及说明可知,示教时,首先建立一个程序,选择合适的坐标系及运动轴,手动操作机器人依次移动到各个目标位置。机器人原点P001,属性为空走点,插补方式为MOVEP;作业临近点P002,属性为空走点,插补方式为MOVEP;焊接开始点P003,属性为焊接点,插补方式为MOVEL;焊接结束点P004,属性为空走点,插补方式为MOVEL;焊枪规避点P005,属性为空走点,插补方式为MOVEL;复制示教点P001的命令粘贴到机器人原点P006,快速完成程序设定。
命令ARC-SET设定焊接电压、焊接电流和速度参数;命令CRATER设定收弧电压、收弧电流和收弧时间等。接着进行轨迹跟踪,以修正程序示教点位置坐标,并完成作业次序指令的插入、修改与删除。确保程序正确无误后,选择手动或自动方式完成示教程序的再现,轨迹良好就可以进行再现焊接。
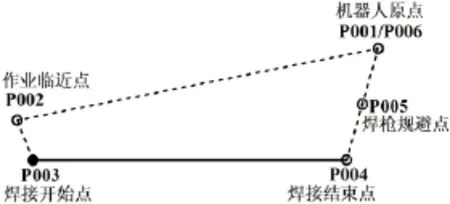
图2 不带摆动的直线焊接轨迹示教示意图
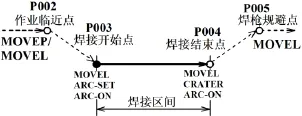
图3 不带摆动的直线焊接轨迹示教编程示意图

表1 直线焊接轨迹示教程序及说明
2.2 带摆动的直线焊接轨迹示教
焊接机器人焊接时,为了有效控制电弧热源对熔敷金属的作用和焊接熔池温度场的分布,焊枪在运动过程中需要摆动,最简单的是带摆动的直线焊接。用机器人完成带摆动的直线焊接作业通常需要8个示教点,如图4所示为带摆动的直线焊接轨迹示教示意图,图5是带摆动的直线焊接轨迹示教编程示意图,P002→P003、P006→P007为直线移动,而P003→P006是焊接区间。结合表1中带摆动的直线焊接轨迹示教程序及说明,具体示教过程如下:首先建立一个程序,选择合适的坐标系及运动轴,手动操作机器人依次移动到各个目标位置,机器人原点P001,属性为空走点,插补方式为MOVEP;作业临近点P002,属性为空走点,插补方式为MOVEP;焊接开始点P003,属性为焊接点,插补方式为MOVELW;振幅点1-P004,插补方式为WEAVEP;振幅点2-P005,插补方式为WEAVEP;焊接结束点P006,属性为空走点,插补方式为MOVELW;焊枪规避点P007,属性为空走点,插补方式为MOVEL;复制示教点P001的命令粘贴到机器人原点P008。
同样地,命令ARC-SET设定焊接电压、焊接电流和速度参数;命令CRATER设定收弧电压、收弧电流和收弧时间等。此外还可以设定摆动类型、摆动频率和摆动宽度等。轨迹的跟踪、确认和再现焊接与直线运动轨迹一样。
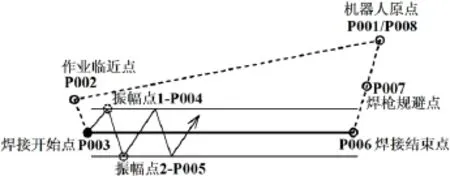
图4 带摆动的直线焊接轨迹示教示意图
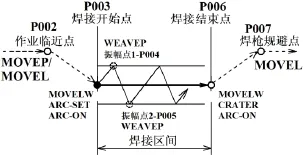
图5 带摆动的直线焊接轨迹示教编程示意图
2.3 不带摆动的圆弧焊接轨迹示教
圆弧焊接也是一种典型的常见的焊接轨迹,如骑作式管和平板的垂直俯立焊。用机器人完成不带摆动的圆弧焊接作业通常需要7个示教点,图6所示为不带摆动的圆弧焊接轨迹示教示意图,图7是不带摆动的圆弧焊接轨迹示教编程示意图,P002→P003、P005→P006为直线移动,P003→P005是焊接区间。结合表2中不带摆动的圆弧焊接轨迹程序及说明,可知示教顺序如下:机器人原点P001,属性为空走点,插补方式为MOVEP;作业临近点P002,属性为空走点,插补方式为MOVEP;焊接开始点P003,属性为焊接点,插补方式为MOVEC;焊接中间点P004,属性为焊接点,插补方式为MOVEC;焊接结束点P005,属性为空走点,插补方式为MOVEC;焊枪规避点P006,属性为空走点,插补方式为MOVEL;复制示教点P001的命令粘贴到机器人原点P006。其他设置与直线焊接轨迹示教相同。
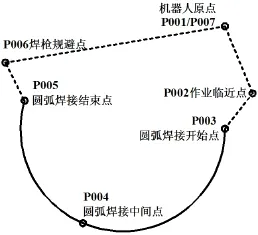
图6 不带摆动的圆弧焊接轨迹示教示意图
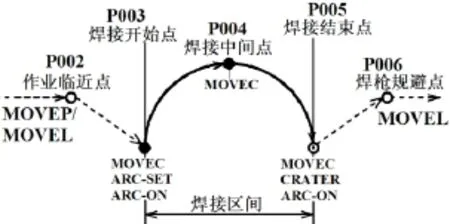
图7 不带摆动的圆弧焊接轨迹示教编程示意图
2.4 带摆动的圆弧摆动焊接轨迹示教
与直线摆动类似,圆弧焊接时有时也需要摆动。用机器人完成带摆动的圆弧焊接作业通常需要9个示教点,图8为带摆动的圆弧焊接轨迹示教编程示意图,P002→P003、P007→P008为直线移动,P003→P007是焊接区间。结合表2中带摆动的圆弧焊接轨迹示教程序及说明,发现其示教与带摆动的直线焊接轨迹示教类似,示教点依次为,机器人原点P001,属性为空走点,插补方式为MOVEP;作业临近点P002,属性为空走点,插补方式为MOVEP;焊接开始点P003,属性为焊接点,插补方式为MOVECW;振幅点1-P004,插补方式为WEAVEP;振幅点2-P005,插补方式为WEAVEP;焊接中间点P006,属性为焊接点,插补方式为MOVECW;焊接结束点P007,属性为空走点,插补方式为MOVECW;焊枪规避点P008,属性为空走点,插补方式为MOVEL;复制示教点P001的命令粘贴到机器人原点P009。参数设定、跟踪和再现焊接也与直线轨迹示教一样。
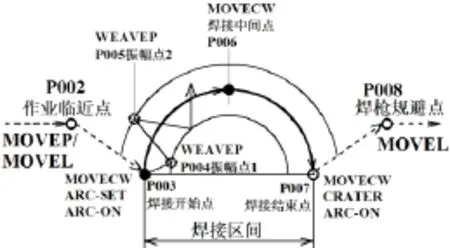
图8 带摆动的圆弧焊接轨迹示教编程示意图
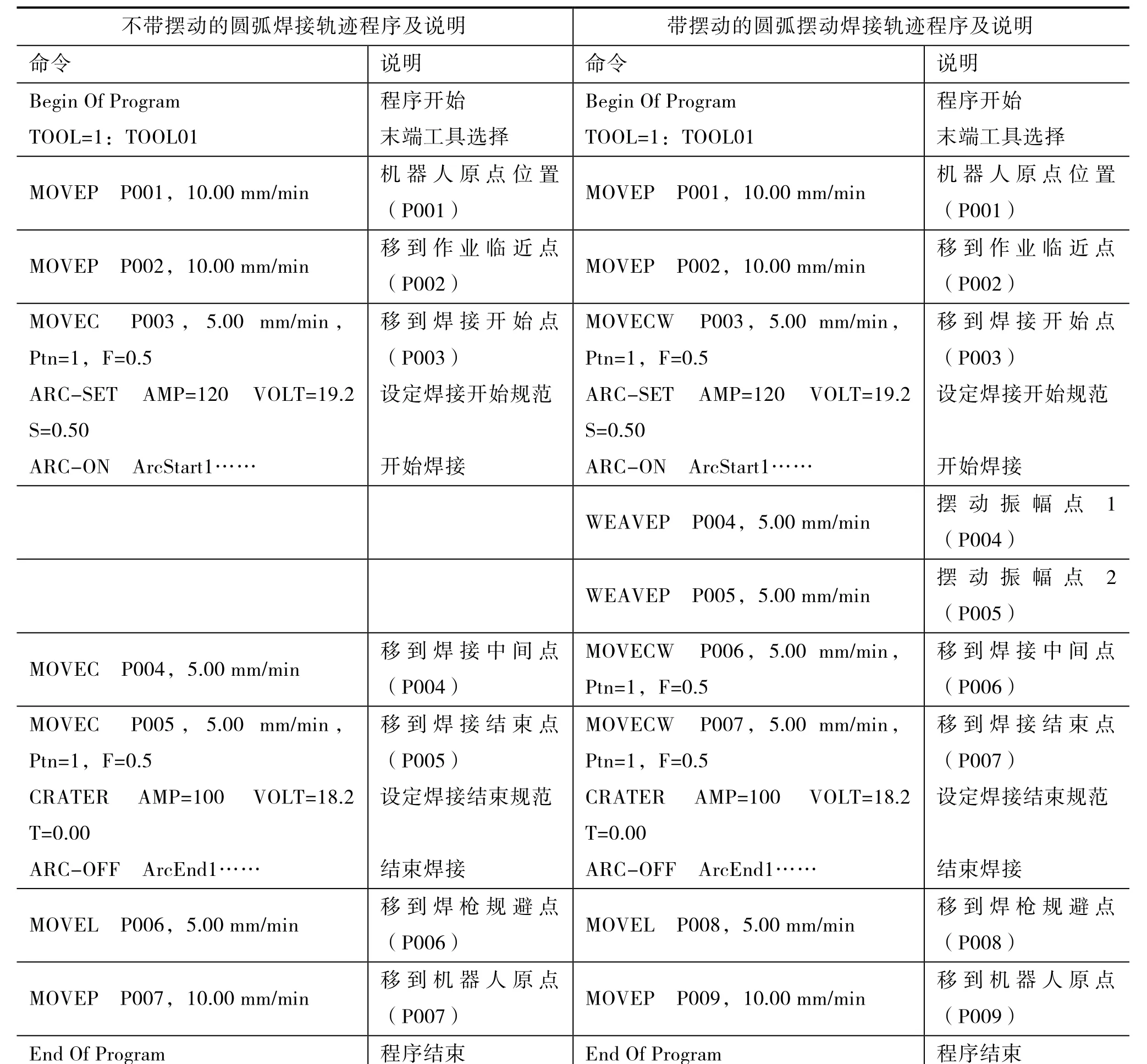
表2 圆弧焊接轨迹示教程序及说明
3 结论
本文以松下TM-1400型焊接机器人为载体,简要分析了直线和圆弧焊接轨迹的示教编程。不带摆动的直线焊接轨迹示教需要6个示教点,而带摆动的直线焊接轨迹示教需要8个示教点;不带摆动的圆弧焊接轨迹示教需要7个示教点,而带摆动的圆弧焊接轨迹示教需要9个示教点。相同条件下,带摆动的焊接轨迹比不带摆动的焊接轨迹多2个示教点,这是由于摆动需要增添2个振幅点。插补方式也不同,直线的插补方式为MOVEL,圆弧的插补方式为MOVEC,直线摆动的插补方式为MOVELW,圆弧摆动的插补方式为MOVECW,振幅的插补方式都是WEAVEP。示教后的轨迹跟踪和再现焊接程序一致。因为任意形状的轨迹均可由上述几种基本轨迹组合而成,因此通过上述方法可以实现任意轨迹的示教编程。
(责任编辑 吕春红)
[1] 兰虎.焊接机器人编程及应用[M].北京:机械工业出版社,2013.
[2] 曲芳,沈斌,岳旭东,等.基于K5示教法的自动化焊接实践教学改革初探[J].价值工程,2016(8):157-159.
[3] 孙章龙,黄继强,杨列峰,等.基于KUKA弧焊机器人的盾构机关键部件焊接工作站[J].电焊机,2017,47(1):48-50.
[4] 沈正彪,李龙兵,苑振涛,等.基于PLC控制的焊接机器人环焊缝自动化焊接系统[J].世界有色金属,2017,33(1):50-51.
[5] 吴威,赵杰,王晓东,等.焊接机器人在线示教[J].焊接学报,1995,16(1):16-19.
[6] 周鲲,邵华.焊接机器人的示教轨迹优化[J].机械设计与制造,2003(4):46-47.
Analysis of W elding Trajectory Teaching Based on Panasonic TM-1400 W elding Robot
FENG Zhen,et al
(Department of Materials Engineering, Henan Institute of Technology, Xinxiang 453003, China)
Welding robot is an automated production equipment, which can obtain humanoid operation, automatic control, repeatable programm ing, and completing all kinds of welding operation in three-dimensional space. Welding robot also can work continuously under the harsh environment and can provide stable welding quality, and then improving the working efficiency, reducing labor intensity. Therefore, putting Panasonic TM -1400 type welding robot as a carrier, the common line and arc welding trajectories are teaching analyzed, and then the related teaching command procedures are explained.
automatic welding; welding robot; trajectory; teaching
TP242
A
1008–2093(2017)02–0008–05
2017-02-03
新乡市创新型科技团队项目(CXTD16004);河南省教学技术装备和实践教育研究项目(GZS139)
冯振(1988―),男,河南民权人,硕士,主要从事材料加工研究。
