精筛断轴案例分析及轴类零件国产化探讨
2017-08-07燕盼
燕 盼
(中国纸业投资有限公司岳阳分公司,湖南岳阳,414000)
·精筛案例分析·
精筛断轴案例分析及轴类零件国产化探讨
燕 盼
(中国纸业投资有限公司岳阳分公司,湖南岳阳,414000)
某公司脱墨浆车间一段精筛在两周内接连出现了两次设备事故,一次是连接轴头与转子的紧定套松动,另一次是轴头断裂,导致长时间停机。本文从事故的处理方法入手,分析事故发生的原因,制定防范类似事故发生的举措,并浅谈轴类零件国产化过程中的关键因素。
紧定套;疲劳断裂;堆焊;国产化
岳纸40万t印刷纸项目配套脱墨线于2009年8月开机,主体设备大部分从奥地利ANDRITZ公司原装进口,包含碎浆、除渣、筛选、洗涤、浓缩、漂白等工艺流程,设计日产500 t绝干浆。2013年3月13日白班,一段精筛运行过程中突然出现压差报警,进行常规处理无明显效果,开盖检查后发现是连接筛轴及转子的紧定套松动,转子与轴头发生相对转动,导致轴头严重磨损。第二次事故发生在10天后,同样是出现压差报警,且电机负荷突然下降,开盖检查发现是筛轴轴头断裂。
1 精筛的基本结构及工作原理
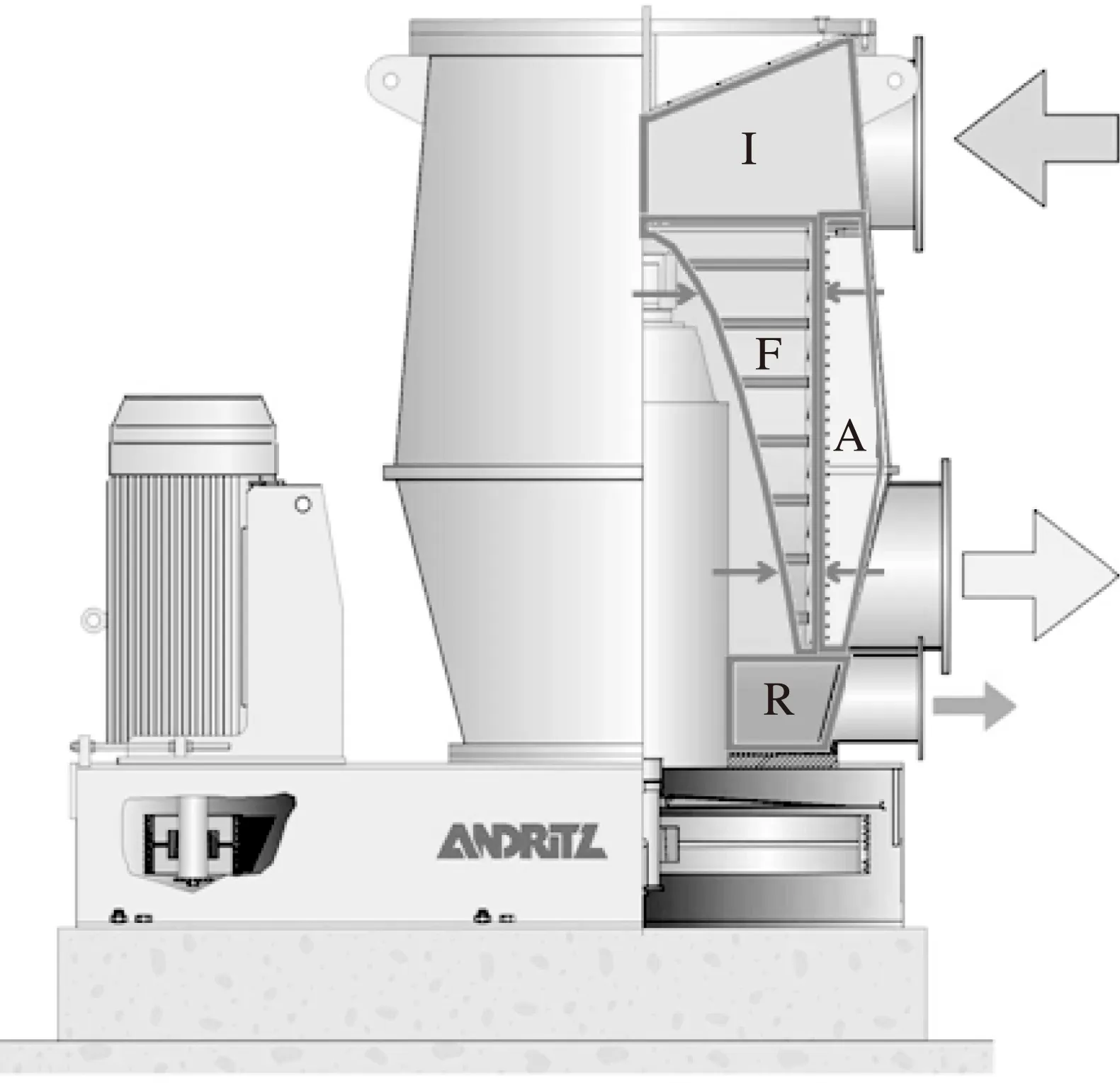
图1 一段精筛结构简图
一段精筛型号A83 LC,由佛山ANDRITZ公司制造,其基本结构如图1所示。从图1可见,筛体内分4大区域:进浆区I、筛选区F、良浆区A、渣浆区R。这是一种离心式压力缝筛,核心部件是抛物线型的转子及楔形筛框。浆料从进口进入进浆区I,然后被送到转子与筛框间的筛选区F,经转子加速后,良浆由内至外经过筛框到达良浆区F,再通过良浆口离开筛子。渣浆沿着筛框内侧向下流至渣浆区R,通过渣浆口离开筛子。精筛的作用是去除细小胶黏物。
2 精筛断轴事故及处理方法
2.1 事故现象描述
第一次事故发生于2013年3月17日。DCS显示一段精筛压差报警,经工艺调节后仍然无法正常运行,怀疑是机械故障。打开筛盖发现旋翼向上串动约70 mm,转动皮带轮发现轴转而旋翼不转,初步判断连接旋翼与轴头的双锥紧定套(见图2)松动。打开旋翼顶部端盖发现紧定套上下两部分已经错位,紧固螺栓(M12)全部断裂,并导致旋翼整体向上串动,同时紧定套与轴头发生相对转动,导致轴头磨损严重。

图2 双锥紧定套
第二次事故发生于10天后。同样是出现了压差报警,且电机负荷瞬间降到30%,接近空转负荷。马上停机开盖检查发现旋翼偏向一侧,转动皮带轮时旋翼不转且产生晃动,判定是轴已经断裂,吊出转子后得以证实。

表1 4种材料力学性能对比
2.2 处理方法
第一次事故发生后,按要求是需要更换一根新轴,但由于没有备件且生产紧张,为了节约时间所采取的措施是进行轴头堆焊处理。一方面因为轴头磨损相当严重,另一方面在拆卸时做了些破坏处理,导致轴头尺寸变化大,由初始的Φ120 mm轴径缩小至Φ110 mm左右,故堆焊层厚度较大,达到5 mm以上。由于条件所限只能采用焊条电弧堆焊,堆焊焊条牌号为J507,焊条直径Φ3.2 mm,堆焊后上车床将轴头尺寸车到初始值,为了尽快恢复生产而没有做热处理。
第二次事故发生后由于从原厂家采购的新轴尚需3个月才能到货,为尽快恢复生产,只能紧急加工制作一根新轴。材料选用42GrMo锻钢件,调质热处理,硬度HRC 40— 43,配合面要求上磨床精加工,表面粗糙度Ra1.6,加工工艺流程是:零件图样分析→下料→粗车→热处理→精车→铣→磨→检验[1]。调质工艺是850℃淬油,再500℃回火。验收确定新轴各项指标均达到预期要求后安装,上机运行至今未出现异常。为了更加准确地检测设备特别是轴系部件的运行状况,在上下轴承座上安装了震动传感器并接入DCS系统,测量其振幅和频率。
3 轴类零件国产化关键因素分析
从技术角度上讲,随着国内加工水平的不断提高,以前只能在国外生产的零件现在国内也能生产,而且国产零件有价格低、供货周期短的特点。同时进口零件国产化是一件细致的工作,技术性强,需要承担一定的风险。现以轴类零件为例,分析国产化的关键因素[2]。
3.1 常用材料力学性能分析
以零件的具体工况来分析材料的力学性能能否满足使用要求。以精筛轴为例,一段精筛正常运转时电机负荷≤200 kW,筛子转速180 r/min,轴头直径Φ120 mm,初步计算其扭矩T≈10610.00 N·m,扭转切应力τT≈53.05 MPa。同时筛子在实际运行过程中,会不断的承受浆料冲击,故重点考虑材料的机械强度及抗冲击能力。原装轴的材料为34GrNiMo6高强度合金钢,轴的常用材料有45#钢、40Gr、42GrMo等,4种材料力学性能如表1所示[3]。4种材料中,34GrNiMo6综合机械性能最好,强度最高、塑性和冲击韧性好,42GrMo稍差,45#钢与几种合金钢相比差距较大。对于塑性材料,许用切应力[τ]=(0.5~0.577)σs。若只考虑强度条件,所有材料均能满足要求,但45#钢及40Gr抗冲击能力较弱,难以满足筛轴工作需求。
3.2 新轴材料选择
一般情况下,轴的材料主要采用碳素钢或合金钢,毛坯使用锻件,碳素钢中以45#钢使用最广泛,合金钢中40Gr使用最多。由于碳素钢成本低,对应力集中敏感性小,使用更为广泛。轴的材料种类很多,选用时主要考虑以下几个因素:
(1)轴的使用要求,包括强度、耐冲击性能、耐磨性、耐腐蚀性要求等。
(2)轴的加工制作,包括热处理方法及机械加工工艺要求。
(3)成本要求,在满足使用要求的情况下优先选用碳素钢。
(4)材料的广泛性,尽量使用常用材料,便于采购及加工。
以精筛轴为例,34GrNiMo6及42GrMo均能满足需求,但前者在国内市场上使用较少,且价格较42GrMo贵,故最终选用42GrMo作为新轴材料。
3.3 零件测绘
零件测绘的目的主要是为制造和检验零件提供依据以及为指导生产准备技术文件。以轴类零件为例,做好零件测绘工作需要以下几个步骤:
(1)对被测绘的零件要有大概的了解,包括零件的材质、加工工艺、热处理工艺、零件在设备中的位置及与相邻部件的配合关系等。
(2)确定零件图纸的表达方案,首先是确定主视图,其次根据零件的结构特点选用必要的向视图、剖视图、断面图等。
(3)绘制草图,完整的草图应该包含所有尺寸及细节描述,尺寸标注时有配合的一般只标注基本尺寸,没有配合且不重要的尺寸可适当圆整。
(4)根据草图绘制零件图,反复核对尺寸是否准确,标注是否齐全,公差选用是否恰当,零件图上包含零件的所有信息。
3.4 加工工艺制定
根据所选定的材料,制定合理的加工工艺流程,以精筛轴为例零件的加工流程为:零件图样分析→下料→粗车→热处理→精车→铣→磨→检验。根据制定好的加工流程进行加工,每一步都务必严谨,最好是编制完整的机械加工工艺卡片。
4 事故原因分析
对于第一次事故,通过理论计算以及4年来筛子运行状况的分析,排除了螺栓强度不够的因素。根据现场实际情况及螺栓断口分析紧定套螺栓松动是故障发生的根本原因,螺栓松动的原因有以下几个方面:
(1)在正常运行时螺栓只受到轴向预紧力的作用,拧紧力矩矩140 N·m,事故发生时一段精筛已经运行超过11个月而未进行开盖检查,螺栓的塑性变形可能是造成螺栓松动的原因之一。
(2)机械震动以及冲击。产生震动的主要原因是转子不平衡以及浆料波动,冲击包括开停机时的瞬时冲击以及运行过程中浆料对旋翼的冲击。不间断的震动和冲击会造成螺栓的松动。
(3)螺栓预紧力不够及受力不均匀。在紧固螺栓时,按规定在达到扭力扳手设定值(140 N·m)后要继续收紧,以保证所有螺栓预紧力均达到设定值。若在装配时并没有使用扭力扳手,会使某些螺栓预紧力未达到设定值,使预紧力不一致造成螺栓受力不均匀导致螺栓松动。
上述多方面因素的共同作用导致了螺栓的松动,使得紧定套的预紧力降低,导致轴头与紧定套间摩擦力降低。当降低到不足以传递负载所需要的扭矩时轴头与紧定套产生相对转动并最终导致故障的发生。
第二次事故从断面分析是疲劳断裂,轴头断面如图3所示。由图3的断面可明显区分出3个区域:一是圆周处,有多处疲劳源,二是中间环形区域,宽度约30 mm,此区域的断面平滑细腻;三是靠近轴心部分,断面粗糙,这是疲劳断口的典型特征,光亮部分是由于轴断后继续运转摩擦所致[4]。发生疲劳断裂的主要原因有以下几点:
(1)在堆焊过程中由于堆焊层被稀释,基材和堆焊金属熔化,相互溶解,使堆焊金属的合金元素比例下降,引起堆焊层性能下降。
(2)熔合区变脆。在堆焊熔合区有时会出现延伸性下降的脆性交界面,受冲击载荷作用时可能产生堆焊层剥离现象,且由于基材与堆焊层热膨胀系数不一样,在焊接和使用过程中,有可能产生裂纹。

图3 轴头断面
(3)热影响导致堆焊层及热影响区成分、组织、性能发生变化。反复的热循环将引起堆焊层化学成分和金相组织的变化,造成组织和成分的不均匀分布,在热影响区产生残余应力、裂纹、应力集中等。
(4)轴肩位置应力集中的影响。在车轴头时轴肩位置没有做圆弧过度而造成了应力集中。
上述因素的共同影响降低了轴头的疲劳强度,在轴头形成疲劳源,从而在冲击载荷的作用下最终导致轴头断裂。
5 预防措施
两次事故对生产造成了极大的影响,必须总结经验教训,制定预防措施以杜绝此类事故的再次发生。
(1)在用螺栓连接的关键部位,特别是预紧力矩大的高强度螺栓连接必须定期检查、紧固,按实际工况定期更换,并做好放松处理,如应用防松垫片、止退螺帽、打螺纹紧固胶等,必要时甚至做点焊处理。
(2)在做轴头或轴颈堆焊修复时,做好必要的准备工作。包括堆焊方式的选择、焊条选用、轴的预处理,堆焊完成后必须进行去应力退火。如有其他解决方案不推荐堆焊修复。
(3)关键设备的关键零部件必须备好备品,至少做到一备一用。
(4)重视技能培训工作,与时俱进,及时了解新理论,学习新技术,培养合格的设备管理人才。
(5)建立完整的维修档案,对于接近或已经超出使用寿命期的零部件即使尚未出现故障也要及时更换。
(6)重视在线监测手段的运用。在线监测能时刻检查设备的运行状况,对震动、温度、负荷等参数给出详细数据并记录归档,在预防和诊断设备故障时发挥着重要作用[5]。
6 结 语
设备维护的核心是设备保养与设备维修,而又要以保养为主,维修为辅。要做好设备保养工作需要全体员工的参与,这不仅仅是设备专业人员的事,需要开展全员设备管理工作。做到预防为主、定期检查、提前发现、提前处理,在使用者与维护者的共同努力下做好设备的保养。同时,设备的稳定运行离不开规范的操作,在日常生产中有很多设备故障与不规范的操作有关,不能以牺牲设备为代价来满足生产需要。必须合理安排生产,尽量减少开停机次数,以减少对设备的冲击。随着国内技术的发展,进口设备国产化比重将越来越高,同时通过研究国外的先进技术、工艺,对提高自己的设计、加工、制造水平也有着指导作用。
[1] Mao Ping-li. Foundation of material forming technology[M]. Second Edition. Beijing.: Machinery Industry Press, 2004. 毛萍莉. 材料材料成型技术基础[M]. 2版. 北京: 机械工业出版社, 2004.
[2] YANG Zheng-yu .Localization of Gear Reducer Used in High Speed Paper Machine[J]. China Pulp & Paper, 2014, 33(6): 50. 杨振宇. 高速造纸机齿轮减速箱的国产化[J]. 中国造纸, 2014, 33(6): 50.
[3] Cheng Da-xian. Mechanical Design Manual[M]. Fourth Edition. Beijing: Chemical Industry Press, 2010/ 成大先. 机械设计手册[M]. 5版. 北京: 化学工业出版社, 2010.
[4] Liu Hung-wen. Mechanics of materials[M]. Fifth Edition. Beijing: Higher Education Press, 2004. 刘鸿文.材料力学[M]. 5版. 北京: 高等教育出版社, 2004.

(责任编辑:常 青)
Case Analysis of L-screen Shaft Rupture and Discussion on Localization of Shaft Parts Supply
YAN Pan
(China Paper Investment Company Limited Yueyang Branch, Yueyang, Hu’nan Province, 414000)(E-mail: yanpandeity@163.com)
The L-screen in DIP workshop of our company has occured two times equipment accident in two weeks. The first was a sleeve connecting shaft and rotor loose, and another was shaft rupture,caused a long time machine halt. In this paper, the cause of the accident were analyzed and the measures to prevent similar accidents were established. Finally the key factors in the localization of shaft parts supply were discussed.
adapter sleeve; fatigue fracture; surfacing; localization
燕 盼先生;主要从事制浆造纸生产设备与自动化系统管理工作。
2017- 03- 02(修改稿)
TS
A
10.11980/j.issn.0254- 508X.2017.07.010
