09MnNiDR钢焊接工艺
2017-07-24杨智华黄保平丁全有
杨智华,黄保平,丁全有,张 岚
(1.山东豪迈化工技术有限公司,山东青岛266045;2.山东豪迈机械科技股份有限公司,山东,高密261500)
09MnNiDR钢焊接工艺
杨智华1,黄保平2,丁全有1,张 岚1
(1.山东豪迈化工技术有限公司,山东青岛266045;2.山东豪迈机械科技股份有限公司,山东,高密261500)
介绍09MnNiDR埋弧自动焊多层多道焊的焊接工艺、热处理工艺,以及09MnNiDR母材及焊材的性能特点。对比经过热成型930℃(65 min)+正火900℃(100 min)+回火620℃(120 min)+模拟热处理560℃(6 h)后及经过模拟热处理560℃(6 h)后两种不同热处理状态下材料的拉伸、冲击、组织及硬度的变化。分析性能变化原因,为09MnNiDR钢的焊接提供参考和借鉴。
09MnNiDR;埋弧自动焊;多层多道焊;热处理状态
0 前言
随着科学和经济的发展,国内外的石油、化工技术和设备也得到长足进步。压力容器向着大型化、高参数和高寿命的方向发展,一些大型、低温、深冷压力容器在石油炼化行业的应用越来越多。低温材料的焊接加工技术也成为焊接研究的重要课题[1]。在此主要研究09MnNiDR钢的焊接过程。09MnNiDR钢为铁素体+少量珠光体型低温钢,其含碳量低,属于低合金结构钢[2]。其中Mn、Ni为其主要合金元素Mn的作用主要是通过固溶强化来提高钢的强度Ni能改善铁素体的低温韧性,并且显著降低钢的冷脆转变温度[3-4]。采用埋弧自动焊焊接试件,比较高温热成型状态下与模拟热处理状态下焊缝及其周围组织性能的差别。
1 焊接工艺试验
1.1 基材性能
09MnNiDR钢属于低温用钢[5],钢中杂质含量要求严格。基材的化学成分、力学性能如表1所示本次试验所用基材钢板为厚度66 mm的中厚板。

表1 试验用基材的化学成分及力学性能
1.2 焊材性能
选用与基材性能相匹配的埋弧焊焊丝及焊剂进行试验。焊丝选用H06Mn35DR,焊剂选用SJ208DR。试验用焊材的化学成分及力学性能如表2所示。

表2 试验用焊材的化学成分及力学性能
1.3 焊接规范
为了使09MnNiDR钢焊接接头达到良好的力学性能,焊接参数的选择尤为重要。由于本次试验所用基材为中厚板,焊接接头的拘束应力较大,为保证焊接质量,焊前需预热50℃,同时严格控制层间温度(50℃~120℃),从而保证焊缝及热影响区的冲击韧性。采用多层多道焊,不宜采用大焊接热输入,后续焊道对前一焊道能起到自回火作用,可以细化焊缝晶粒、减少淬硬倾向,提高焊缝低温韧性。采用U形坡口,减少焊缝填充量同时避免窄而深的V型接头。采用直流反接,焊接工艺参数如表3所示。
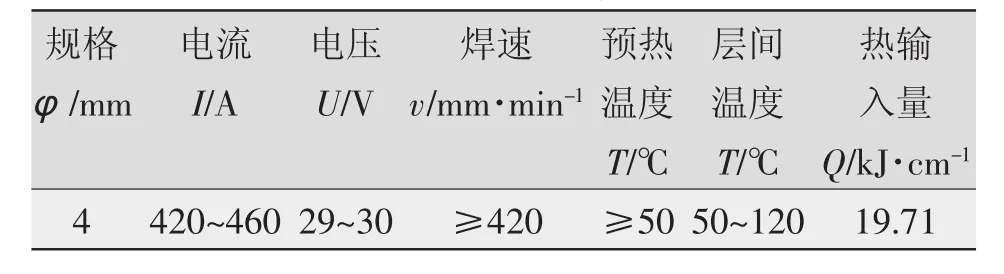
表3 焊接工艺参数
2 试验数据
焊接完后将试板锯为2块,分别标记为试板A、B。试板A进行热成型热处理,具体工艺为:热成型930℃(65 min)+正火900℃(100 min)+回火 620℃(120 min)+模拟热处理 560℃(6 h)。试板 B:热处理560℃(6 h)。试板A、B拉伸试验结果见表4,试板A冲击韧性试验结果见表5,试板B冲击韧性试结果见表6。
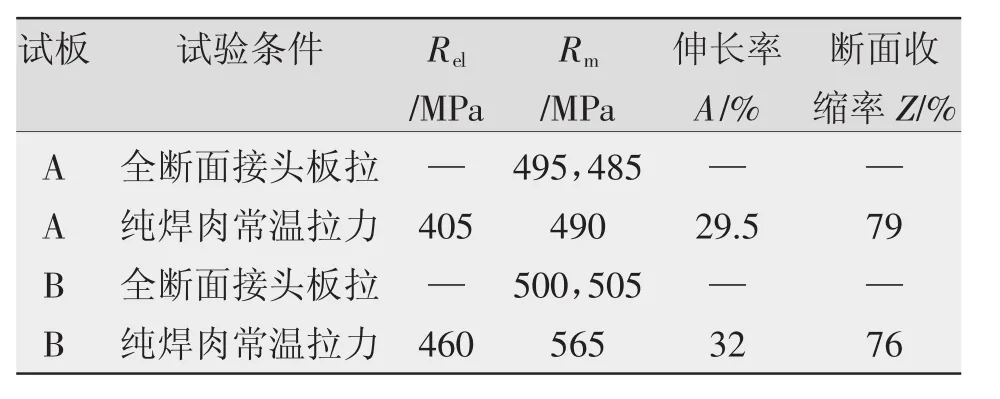
表4 试板A/B拉伸试验结果

表5 试板A冲击试验结果

表6 试板B冲击试验结果
试板A组织及硬度值见表7,试板B组织及硬度值见表8。

表7 试板A组织和硬度
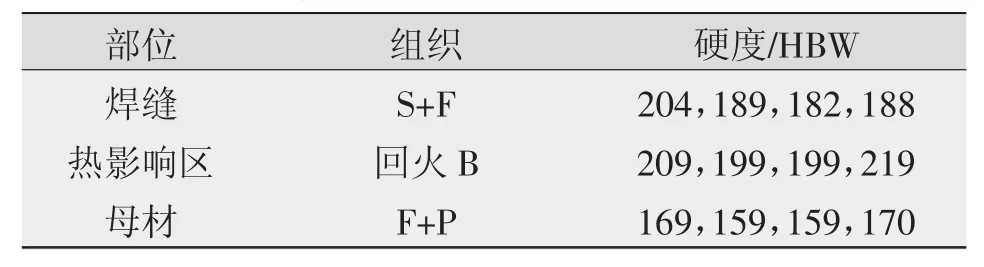
表8 试板B组织和硬度
3 试验结果分析
由表4可知,试板B的拉伸性能优于试板A,推测可能是试板A经过长时间的热处理,应力松弛,拉伸强度降低。冲击韧性与材料的内在缺陷关系紧密。试板A热处理充分,内在缺陷修复得多,因此焊缝、热影响区、母材冲击韧性值均匀,焊缝热影响区经过正火处理后,冲击韧性回复到与母材相近的水平;试板B由于热处理时间短,晶内缺陷仍然较多,因此焊缝与热影响区的冲击韧性远低于母材,并且热影响区出现冲击值极低的状态。试板A经过正火退火等一系列热处理后,焊缝、热影响区组织回复至与母材相似的状态(铁素体+珠光体组织);试板B焊后仅退火处理,因此有回火索氏体和贝氏体组织,因此试板B焊缝、热影响区的硬度明显高于试板A。
4 结论
(1)经热成型930℃(65min)+正火900℃(100min)+回火620℃(120min)+模拟热处理560℃(6h)后及经过模拟热处理560℃(6 h)后,焊缝、母材、热影响区性能都符合要求。
(2)经热成型930℃(65min)+正火900℃(100min+回火 620℃(120min)+模拟热处理 560℃(6h)后及经过模拟热处理560℃(6h)后,材料的拉伸性能冲击韧性和组织硬度都有很大差距。为以后09MnNiDR钢的焊接热处理提供了参考。
[1]王占英,马轶群,张兰娣,等.低温材料09MnNiDR的焊接工艺[J].焊接,2006(2):63-65.
[2]顾伟,王国平,王小平,等.国产低温储罐用钢09MnNiDR焊接接头的低温韧性研究[J].热加工工艺,2011,40(13)142-147.
[3]秦晓钟.-70℃低温压力容器用钢[J].压力容器,2000(1)34-37.
[4]李卫红,文成.09MnNiDR钢的埋弧焊工艺评定[J].热加工工艺,2014,43(13):193-194.
[5]刘玉华,高海水.09MnNiDR钢制低温压力容器焊接工艺的确定[J].压力容器,2002,19(1):32-34.
Welding technology of 09MnNiDR steel
YANG Zhihua1,HUANG Baoping2,DING Quanyou1,ZHANG Lan1
(1.Himile Chemical Technology(Shandong)Co.,Ltd.,Qingdao 266045,China;2.Himile Mechanical Science and Technology(SHANDONG)Co.,Ltd.,Gaomi 261500,China)
The automatic multi-layer and multi-pass submerged-arc welding technology,heat treatment technology and the characteristics of the base metal and materials for 09MnNiDR steel are introduced.The tensile,impact and the changes of microstructure and hardness are compared under two different heat treatment conditions,which are thermoforming 930 ℃ (65 min)+normalizing 900 ℃(100 min)+tempering 620℃(120 min)+simulated heat treatment of 560℃(6 h)and simulated heat treatment 560℃(6 h)respectively.And the reasons of characteristics change are analyzed,which provides a good guidance for the welding of 09MnNiDR steel.
09MnNiDR;automatic submerged-arc welding;multi-layer and multi-pass welding;heat treatment condition
TG457.11
B
1001-2303(2017)06-0098-03
10.7512/j.issn.1001-2303.2017.06.21
2016-12-16;
2017-04-05
杨智华(1984—),女,工程师,硕士,主要从事焊接工艺、焊接仿真模拟在实际生产中的应用等研究工作。E-mail:yangzh180@163.com。
本文参考文献引用格式:杨智华,黄保平,丁全有,等.09MnNiDR钢焊接工艺[J].电焊机,2017,47(06):98-100.
