竹节纱过渡段精密控制方法研究
2017-07-19王陈晨任学勤
王陈晨,任学勤
(西安工程大学纺织与材料学院,陕西 西安 710048)
竹节纱过渡段精密控制方法研究
王陈晨,任学勤
(西安工程大学纺织与材料学院,陕西 西安 710048)
为实现竹节纱的基纱段到竹节段的过渡自然,使竹节纱品质质量良好更适宜于织造,故需要对其过渡段进行控制,使基纱到竹节的过渡不突兀,就需要对纺纱工艺进行设置,采用先进的控制器控制纺纱过程。采用时间随机和速度随机的先进技术,探讨了能够实现精密控制竹节纱过渡段生产的方法,使其能够生产出过渡段过渡自然的竹节纱产品,该方法能够使竹节纱结构均匀,表面光洁,更适用于生产和织造,可用于扩大竹节纱的应用范围,拓宽竹节纱的应用领域,给工厂技术人员提供参考。
竹节纱 精密控制 过渡段 控制器
随着社会的进步和科技的发展,人们的衣食住行都发生了巨大的变化,而人们对纺织品的种类要求也在不断地增大,而纱线作为纺织品的基本原料之一,应用于人类生活的方方面面,在人类的生活中起到非常重要的作用,这就需要在生产技术上打破常规,孕育出不同原料、不同色彩、不同结构等多元素组合的特种纱线,引领纺织品的新潮流[1]。
竹节纱是花式纱的一种,它结构独特,品种多样,被广泛用于牛仔布、高档衬衣、装饰用品、床上用品等领域。用竹节纱织成的织物布面呈现无规律的竹节样波纹形似雨点或云斑,风格立体、丰富、朴实,深受消费者喜爱[2]。
竹节纱的特点是纱的外形呈现等节距或不等距的粗节,其纺纱原理是瞬间改变细纱机的牵伸倍数或改变单位时间内的粗纱喂入量,从而达到产生竹节的目的[3]。但是这种方法所纺出的纱线粗节长短不一,大小不等,纺制时自动化控制程度和精确度很低,并且纺出的产品品质质量波动很大。
传统竹节纱基纱到竹节的过渡很突兀,容易形成“萝卜状”竹节,影响外观及产品设计,那么,如何解决这种问题,就是此次研究的主题,也就是说解决传统竹节纱基纱到竹节的这个过渡段的问题,使其能够稳定和精确的过渡,这个是重中之重,另一方面,也希望这种方法能够给企业提供一个改进方案。
竹节纱作为花式纱线其中的一种,有着很好的可设计性以及品种的多样性,它的外观像竹节,有细节和粗节之分,这样可以形成各种风格各异的产品,而竹节纱所形成的织物表面能够形成特殊的立体效应,使表面有凹凸感,风格独特,很受市场欢迎,可用于机织、针织以及装饰织物。另一方面,竹节纱产品比较柔软,其吸水性和透气性比较好,且产品花纹多样,穿着舒适、美观,比较适应服装多元化发展的趋势。
在此次纺纱过程中,所纺竹节纱能够通过加工制造过程中的各种工序,并且,单纱强力能基本满足后道加工的要求,且基纱段到竹节段过渡均匀,避免出现竹节前后的强力不匀,粗节光滑,且竹节牢固,经得起生产加工过程中的摩擦,达到生产目标的要求[4]。
1 实验
1.1 材料和仪器
1.1.1 实验材料
芯纱:18tex的棉纱线
饰纱:612.6tex的棉粗纱
固纱:16.7tex的涤纶长丝
1.1.2 实验仪器
(1)空心锭纺纱机和型号为HN41A-01-01倍捻纺纱小样机
(2)自主研发的VMCC-Ⅱ型控制器
(3)电脑一台。
1.2 实验原理
4)IMERG在中国大陆各季节的降水探测准确率POD都不高,空报率FAR都比较高,临界成功指数CSI都比较低。探测准确率POD和临界成功指数CSI的变化趋势基本一致:夏季最高,其次是春季和秋季,冬季最低。降水空报率FAR的变化趋势正好相反:冬季最高,其次是秋季和春季,夏季最低。
1.2.1 空心锭纺纱机
空心锭纺纱是利用空心锭子,以及附装在其上的加拈器,通过空心锭子的回转,将经过牵伸的(或不经牵伸的纱线)饰线,以一定的花式包绕在其它纤维束(或纱线)上的一种纺纱方法[5],此实验的走纱过程:将芯纱绕过张力器压在前罗拉下,粗纱经过前、中、后罗拉,芯纱和粗纱喂入导纱钩,另一边,在空心锭上绕上固纱,固纱选用强力张力比较好的,然后固纱和芯纱一起穿过空心锭,最后将其从空心锭下面的的小孔用勾针勾出来,在轴上绕一圈拉上来,由于实验条件有限,我们将纱线最后通过一个皮辊,手动卷绕,避免纺出来的纱线打结。其中空心锭纺纱原理如图1所示:
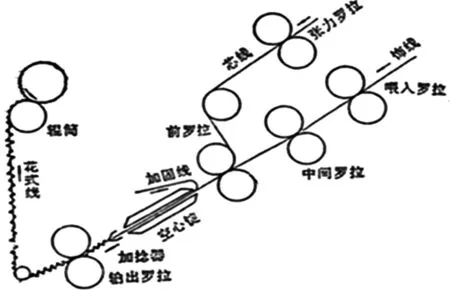
图1 空心锭纺纱原理图
1.2.2 控制器原理
在电脑USB接口处连接CAN卡线,CAN卡线主要功能是将输入的数据经电脑程序发送到变频器和步进电机上,从而使用电脑对机器进行控制。
2 生产过程
2.1 机器调试
(1)导纱钩的调节
导纱钩在竹节纱的生产的过程中起着重要的作用。在生产过程中,芯纱和饰纱要在导纱钩上汇聚,空心锭把捻度传上来,才能保证纺纱过程的顺利进行。另一方面,由于导纱钩的存在,饰纱才能顺利地在前罗拉处与芯纱缠绕,而没有包缠在前罗拉处。因此,我们需要不断的实验将导纱钩调节到最适合的位置,从而保证竹节纱纺制过程的顺利进行。
(2)捻度的调节
本实验捻度是由空心锭卷绕产生的,而捻度的大小是纺纱成功的一个重要的原因,并且捻度对纺纱出来的成品的外观有着重要的影响。当捻度没有调节好就会导致捻度分布不均匀和粗细节过多。一般情况下,我们可以通过调节空心锭的速度来调节捻度的大小,锭速越快,捻度越大,反之相反。
(3)张力的调节
在任何纺纱设备中,张力都是一个不可忽视的因素。张力过小,会造成卷绕和退绕困难,甚至有可能造成纱线堵塞。因此,我们要利用张力器来调节出合适的纱线张力。而张力也是这次纺纱过程中比较容易出现的问题,因为总是出现张力不匀,我们主要采用调节张力片的松紧和经常查看来控制。
2.2 过渡段
竹节纱是指在长度上方向上出现细节和粗节的纱线,但是细节到粗节并不是突然发生的,而是基纱到竹节的转变有一个缓冲期,我们将这一段缓冲期叫做过渡段。它是从细段到粗段的一个过渡过程。在生产过程中,如果竹节的过渡段太长,也就是基纱到竹节的长度太长,造成竹节效果不明显,影响整体视觉感观。如果基纱到竹节的长度太短,此时基纱之间易形成过捻细节,影响纱线的强力以及后道织造染整工艺[6]。竹节纱的过渡段对整个纱线结构起着重要作用,也对纱线形成的织物布面效果有着重要的作用。竹节纱过渡段如下页图2所示。
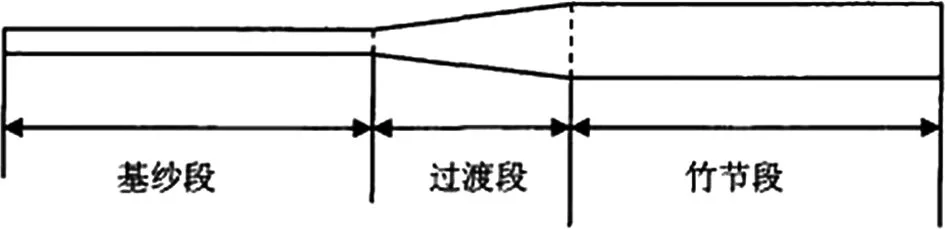
图2 竹节纱过渡段模型
2.3 纺纱过程
在电脑纱线研发页面输入主机速度,前、中、后罗拉的速度以及空心锭的速度,在这个过程中必须至少有两组数据,否则,不能产生粗节和细节。纺纱时,设置前、中罗拉进行牵伸,当中罗拉速度小于前罗拉速度才可以实现牵伸。另外,纺纱时,经常会出现各种各样的问题,例如断头,在纺纱过程中,保持适当的张力,是保证正常加捻卷绕的必要条件,也是保证纺纱顺利进行的基础,工艺参数如表1所示:

表1 过渡段精密控制竹节纱的工艺参数
如图3所示为纺出的竹节纱图样,从下图可以明显的看出纱线分为细节和粗节两个部分,并且各个竹节的大小和长度都不一样,由竹节最粗段到最细处之间的距离称为过渡段。在实验过程中,基纱向竹节(或由竹节向基纱)转换过程被分为几段甚至十几个小段,图中所示的较短的竹节被划分为较少的几段,较长的竹节被划分为较多的段,段与段之间的梯度不同,这也就导致了纺出的竹节纱竹节部分的长短的不同。普通竹节纱的生产没有考虑到对过渡段的控制,因而,在纺纱过程中,容易使基纱向竹节的转换点处的强力变小,纺纱时在此处出现断头,影响纺纱过程的顺利进行,并对纺制出的竹节纱的外观品质和机器产生损害。

图3 过渡段精密控制竹节纱
3 结论
本实验采用时间随机、速度随机和精密控制技术,对竹节纱基纱到竹节的过渡进行“阶梯式”分段,实现了竹节纱基纱到竹节的过渡平缓稳定,成纱质量良好,此技术简单可行,机器运行和产品质量稳定,操作方便,具有较高的经济价值。另一方面,采用这种生产技术,可以开发出长度可调、原料比例可变、过渡自然的新型竹节纱产品。该方法已在好几个企业实践过,取得了很好的效果,获得了企业技术人员的认可,适用于工厂生产,提高企业竞争力。
[1] 尚亚力.花式纱线的开发应用及市场分析[J]. 纺织科技进展,2008(5):44-45
[2] 李玲珍,徐伯俊. 竹节纱织物的品种与风格[J]. 纺织导报,2006(2):63-65+94-95.
[3] 姚文爱,徐伯俊,卢雨正,吴海军. 竹节纱工艺参数对织物布面风格影响的分析[J]. 棉纺织技术,2007(2):17-19.
[4] 黄美林,狄剑锋. 竹节纱的纺纱原理及常用纺纱方法研究[J]. 五邑大学学报(自然科学版),2005(2):30-33.
[5] 胡芸,同淑珍.空心锭纺花式纱线花式风格加工工艺的研究[J].天津纺织工学院学报,1995(4): 6-10.
[6] 黄莉.竹节纱结构机理分析与应用[D].上海:东华大学,2007.
2017-03-16
王陈晨(1993-),女,硕士研究生,研究方向:纺织工程。
任学勤(1962-),男,教授,硕士生导师。
TS111.8
B
1008-5580(2017)03-0137-03
