帐篷面料染色用分散染料性能研究
2017-07-19叶宗保潘云芳
叶宗保,潘云芳
(1.东丽酒伊织染(南通)有限公司,江苏南通 226007;2.江苏工程职业技术学院,江苏南通 226007)
帐篷面料染色用分散染料性能研究
叶宗保1,潘云芳2
(1.东丽酒伊织染(南通)有限公司,江苏南通 226007;2.江苏工程职业技术学院,江苏南通 226007)
研究了如何提高帐篷用涤纶面料染色水浸牢度,主要针对前期筛选之后SPWF高水浸分散染料应用方面的性能,探讨了pH值、温度及时间对染料染色性能的影响,实验结果表明,SPWF分散染料对pH染色酸度要求较高,最佳pH值为3.5~4.5,适宜偏酸染色;染料的最佳染深性一般在4%~6%之间;在130℃染色30min~35min,染色深度较好;SPWF型分散染料需还原清洗,其适合的定型条件为180℃×40s,一般得到的水浸牢度为4 级以上,升华的牢度为4-4.5级。
分散染料 帐篷 水浸牢度
0 前言
近年,帐篷已经被国内外户外运动爱好者所接受,随着帐篷出口量的增加,在运输过程中,大都采用集装箱运输,但运输过程中,由于温湿度的影响,集装箱中储存帐篷的实际温度会高出户外温度,而帐篷面料基本是由两种及两种以上颜色的涂层面料拼接而成,尤其对深浅颜色面料拼接的,高温高湿很容易造成深色上的颜色迁移到浅色面料上,造成沾色,导致客户拒收,造成极大的资源浪费,这是困扰帐篷面料生产厂家多年的问题。我们接到这个课题后,从涤纶染色用分散染料着手,分析了染料的各项性能,同时,增加了染色后面料经过涂层整理后的牢度测试,从而筛选出性能优良的分散染料。
涤纶面料具有独特的风格和手感,但同时客户也对其面料的色牢度等染色性能提出更高要求。普通的分散染料在染涤纶纤维时染深性、色牢度、匀染性等各方面性能指标较差,其牢度指标往往也达不到买家的沾色要求。而前期筛选出的SPWF分散染料是一组就有优越热泳移牢度级染料,一般聚酯涤纶及其混纺织物经高温定型后,分散染料通常从纱线纤维中游离至表面,加以洗涤后均会沾色与白底同型织物上,而此类型则可避免此现象发生[3]。本组染料最适合要求高水洗牢度的户外运动面料和针织T/C纱线、布的染色,本文主要研究了SPWF染料在涤纶帐篷面料上的染色应用性能,通过测色所得的数据绘制了折线图,以标准样和批次样的色力度绝对值的对比,分析其染色性能。色力度和K/S有什么区别?K/S是绝对的,可以用公式计算出来的,而色力度是相对概念,类似于染料的上染量,要与标准染料相比得出的数据。
1 实验
1.1 实验材料、药品、设备
①实验材料 超细涤纶平布(50×50/290F)、多纤维贴衬布、升华衬布。
②实验药品 分散金黄SPWF、分散红玉SPWF、分散蓝SPWF、高温分散匀染剂、醋酸、纯碱、扩散剂、皂片。
③实验设备 高温染样机(科伦机电 Y/GSC)、振荡机(科伦机电 KL-AS-24F)、烘箱(志聖科技有限公司 SMO-1B)、升华牢度仪(科伦机电 Y/SF)、定型机(科伦机电 KL-DX)、测配色仪(台瑞精机 Y/CP)。
1.2 测试
1.2.1 测色方法
在测色配色仪上测试标准样和批次样颜色的参数,两者之间表面强度的相对值为织物的色力度值,可以从测色数据上直接获得[1]。标准样可以选择同一实验条件下的任何一块色布。
测色配色仪的测色条件:光源为D65;视角为10°;大孔径。
1.2.2 水洗牢度
①测试内容 样布的耐水洗牢度,AATCC 61-2A测试标准。
②水洗过程 还原清洗(Am012-5扩散剂 0.5g/L,片碱 1.5g/L,保险粉3g/L,浴量100mL,85℃×5min)→酸中和(HAc 0.2g/L,浴量100mL,50℃×5min)→定型机定型(根据不同温度条件定型)→水洗牢度测试(多纤维布5cm,标准皂片3g/L,纯碱1g/L,钢珠25粒,浴量50mL,60℃×30min)→贴样与评级(剪取5cm×2cm的水洗多纤,贴样,根据AATCC ISO105/A03-1990评定沾色用灰色样卡,对指定的纤维进行沾色评级。)
1.2.3 升华牢度
①测试内容 样布染料耐升华牢度
②升华测试 还原清洗(Am012-5扩散剂 0.5g/L,片碱 1.5g/L,保险粉3g/L,浴量100mL,85℃×5min)→酸中和(HAc 0.2g/L,浴量100mL,50℃×5min)→升华牢度测试(4cm×5cm待测样,升华贴衬布,180℃×30s)→贴样与评定(剪取2cm×2cm升华样,白边与沾色布为1:3,以AATCC ISO 105/A03-1993评定沾色用灰色样卡进行沾色评级。)
1.2.4 水浸牢度
测试方法:将涂层布样与同类型织物前处理涂层后的布样贴合在一起(布样尺寸4cm×6cm),浸入水中,挤去水分后,置于两块玻璃中间(玻璃5 cm×10cm),放入恒温箱中,在规定的温度(37℃±2℃)、压力(12kPa)、时间处理(12h),由于水的作用,涂层布中的染料会析出,色布和白布会发生不同程度的褪色和沾色,组合布样经过干燥后,用灰色样卡评定原样变色和贴衬织物沾色。
2 实验结果及讨论
2.1 pH值对SPWF染料染色的影响
取P/190T涤纶布2g,染料用量2%(owf),浴比1:30,在不同pH值情况下130℃染色30min,以pH值为4.0的染色样为基准,研究pH值对SPWF分散染料染色效果的影响[2],结果见图1。
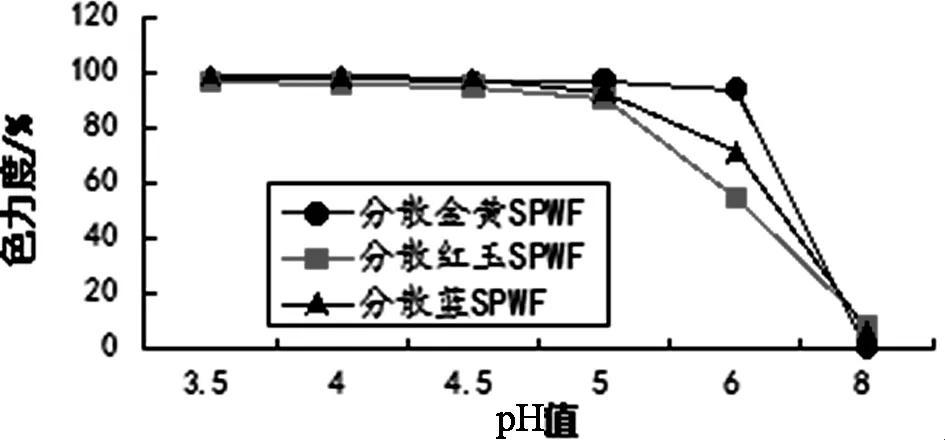
图1 pH值对SPWF染料染色影响
由图1可知,SPWF分散染料对pH值较敏感,其最佳上染pH值在3.5~4.5,此时,织物上的染料上染量最多;当pH值在5~6时,染料上染量开始明显减少,布面上可以冲洗掉大量浮色,所以,SPWF染料在中性条件下染色能够获得较好的水洗牢度;当pH=8时,织物上染料量小于10%,所以SPWF染料在染色时对pH要严格控制。
2.2 SPWF染料上染速率曲线
取P/190T涤论织物2g,染料用量2%(owf),调节pH值至4.0,浴比1:30,室温入染,以1.0℃/min升温至135℃ ,保温30min,采用分步取样,以60℃染色样为基准,测色后根据数据绘制上染速率曲线,结果见图2。
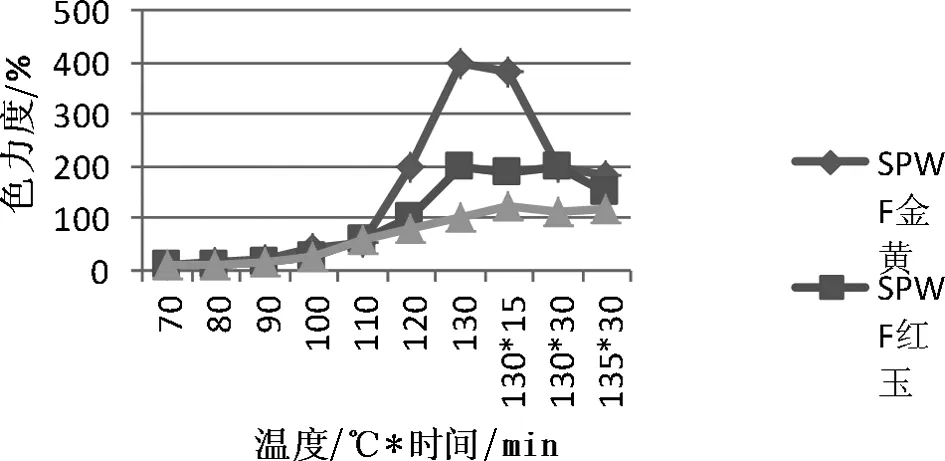
图2 SPWF染料上染速率曲线图
由图2可知,SPWF分散金黄在80℃~130℃上染速率较快,特别在110℃时,上染速率开始急剧加快,此时极易造成布面上有色花产生,所以在染SPWF分散金黄时建议从80℃开始特别控制染色速率,以0.9℃/min升温至120℃后,再加快升温速率。SPWF分散红玉和SPWF分散蓝在60℃~100℃之间上染速率较缓慢,分散红玉的最快上染温度区间为110℃~120℃,分散蓝则在110℃~130℃,建议在染此两种色时,在110℃时保温5min,待染料缓慢的上染一定量后,控制升温的速率(在1℃/min)至120℃,这样是为了确保染料在此区间能达到匀染的目的,然后可调快升温速率至规定的温度,这样可以减少整体的染色时间。
2.3 SPWF分散染料提升力
染色浓度分别为0.01%、0.03%、0.06%、0.1%、0.3%、0.6%、1%、2%、4%、6%、8%和10%(owf),在PH值为4.0,浴比为1:30,130℃染色30min。然后进行还原清洗(Am012-5扩散剂 0.5g/L,片碱 1.5g/L,保险粉3g/L,85℃×5min),烘干后进行测色,以染料用量为0.01%的染色样为基准,评价提升力,结果见图3。
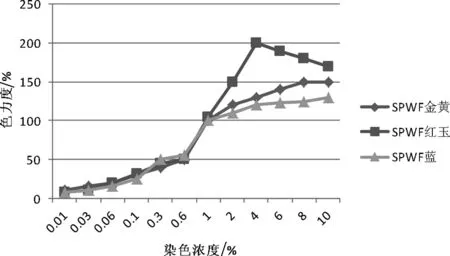
图3 SPWF染料提升力曲线
由图3可知,SPWF分散红玉在染色浓度为4%(owf)时已达到最高的上染量;SPWF分散蓝在染色浓度为6%(owf)左右时达到最高的上染量;SPWF分散红玉的上染速率相应缓慢,几乎在用量达到10%(owf)时才达到最高的上染量。
2.4 染色温度和时间对SPWF染料上染速率的影响
SPWF高水洗分散染料多数情况下用于染深色,染色浓度高,为了能够达到最高上染量和较好的匀染性,实验常会用高温135℃染色。取2g涤纶织物,染色浓度为2%(owf),调pH值至4.0,浴比1:30。室温入染,并控制升温的速率,当升温至120℃、125℃、130℃、和135℃,分别在20min、25min、30min、35min取样。还原清洗(Am012-5扩散剂 0.5g/L,片碱 1.5g/L,保险粉3g/L,85℃×5min)后以120℃×20min染色样为标样,进行测色,结果见图4。
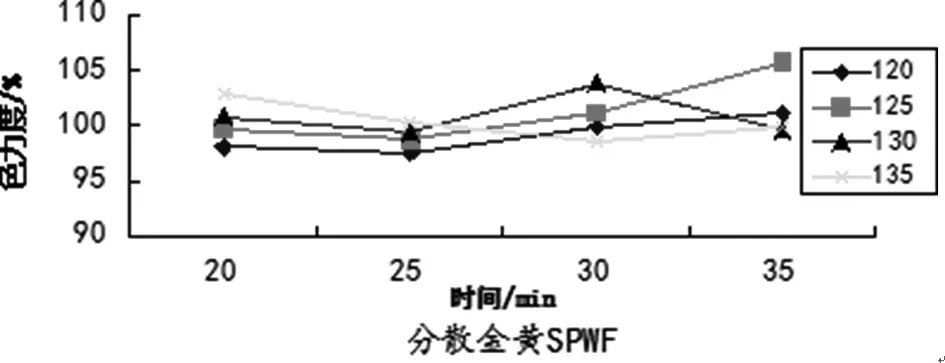
(1)分散金黄SPWF
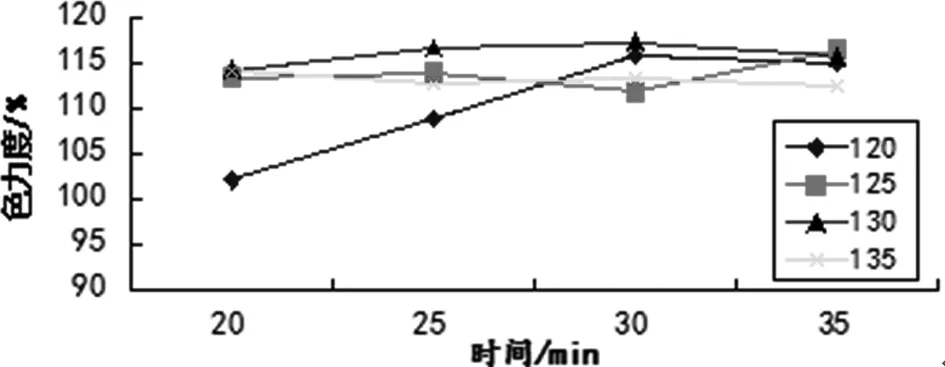
(2)分散红玉SPWF
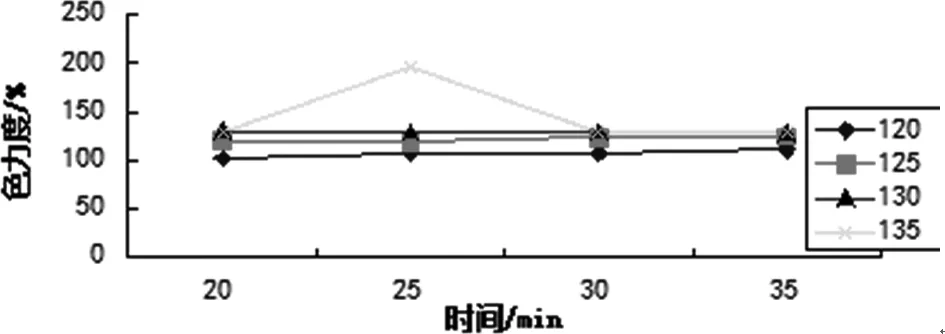
(3)分散蓝SPWF
由图4可知,分散金黄SPWF和分散红玉SPWF在130℃×30min时,基本达到了染色平衡;三支染料在120℃时染料仍处于移染和上染的过程;分散蓝SPWF在130℃和135℃时染色深度较相同,在135℃×25min时分散蓝SPWF染色深度突然增加,色光偏红,说明在此阶段染色色光发生变化,当达到135℃×30min时染色深度同130℃×30min时的色光相近,说明分散蓝SPWF染色的最佳的染色温度、时间为130℃×30min;另外的两支染料135℃染色样的染色深度也都小于130℃的染色样,由此可以说明,SPWF分散染料适合在130℃染色30min才能得到较好的染色深度。
2.5 还原清洗与定型对色牢度的影响
2.5.1 还原清洗与定型对水洗沾色牢度的影响
取2g P/190T涤纶布,染色浓度为5.0%(owf),调节pH值至4.0,浴比1:30,室温入染,130℃×30min后取出染色样,根据2.2.2的工艺条件和不同的实验要求进行水洗牢度测试,表1中主要反映了相应沾色较多的醋酯和锦纶的沾色情况,具体结果见表1。

表1 还原清洗与定型对水洗牢度的影响
由表1可知,未经还原清洗的织物其水洗牢度较差,那是因为,SPWF分散染料多是用来染深色,染料的浓度较高,所以织物表面的浮色量多,不经过还原清洗,则其水洗牢度较低。经过还原清洗的织物,在浓度为5%时,其沾色级别达到3.5~4.0级;当定型的温度小于180℃时,对醋酯和锦纶的沾色仍能够达到3.5~4.0级,说明定型温度低对SPWF染料的水洗牢度并没有太大的影响;当定型的温度使用200℃时,染料在醋酯和锦纶上沾色明显,水洗牢度仅有3.0~3.5之间,其水洗牢度有下降趋势。所以SPWF应在还原清洗后定型,定型条件选择180℃×40s,一般牢度可达到4.0-5.0之间。
2.5.2 还原清洗对升华牢度的影响
取2g P/190T涤纶布,染色浓度为5.0%(owf),调节pH值至4.0,浴比1:30,室温入染,130℃×30min后取出染色样,根据1.2.3的工艺条件行升华牢度测试[4],表中主要反映了相应涤纶白布沾色情况,具体结果见表2。
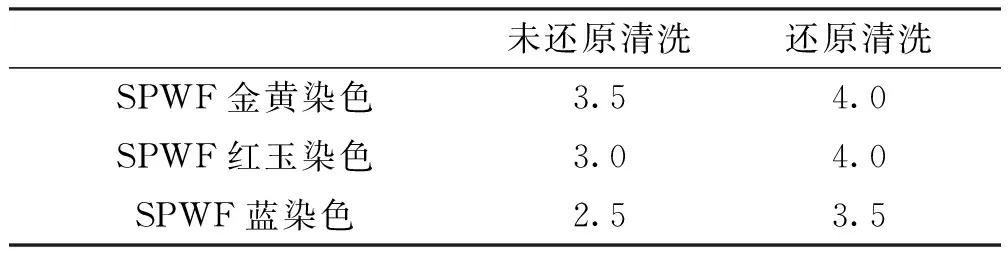
表2 还原清洗对升华牢度的影响
由表2可知,还原清洗影响升华牢度,SPWF高水洗染料需要进行还原清洗,将织物表面的浮色清除,这样可以得到最佳的染色牢度。
2.6 涂层后对水浸牢度的影响
2.6.1 工艺流程:
织物染色→拒水→涂层→牢度测试
2.6.2 染色:
取10g P/190T涤纶布,染色浓度为5.0%(owf),调节pH值至4.0,浴比1:30,室温入染,130℃×30min,还原清洗后取出染色样待测试。
2.6.3 拒水:
拒水整理剂 30g/L
烘干110℃×1min→焙烘130℃×1min
2.6.4 涂层:
处方: 聚氨酯 30份
丁酮 8份
交联剂 0.6份
流程:一刀涂覆→烘干110℃×1min→焙烘135℃×1min→落布
2.6.5 水浸牢度测试:
具体结果见表3。
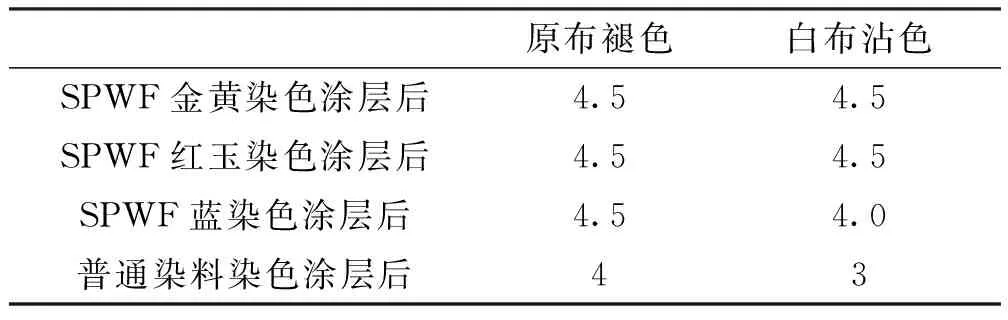
表3 涂层织物水浸牢度测试
由表3可以看出,染色织物经染色还原清洗后,再经拒水和涂层整理后,织物表面有疏水性,再加上筛选的分散染料属于高水洗染料,各项牢度均能达到客户要求,经客户这几次出货(夏天出货),到达对方港口,均没发现有沾色现象。
3 结论
(1)SPWF型分散染料适合在酸性条件下染色,最佳的染色pH区间为3.5~4.5之间;
(2)SPWF型分散染料在80℃~120℃之间上染得速度快,所以要严格控制升温速率,达到最好的染色效果;
(3)染料在130℃×30min染色,可获得最佳的染色深度;
(4)SPWF分散染料在染色后需要进行还原清洗,洗除浮色,定型的最佳温度为180℃,时间为40s,如果超过180℃,则此染料的水洗牢度将会下降。
(5)经过上述工艺染色还原清洗后,经过拒水和涂层整理后,水浸牢度得到提高,可减少投诉率,减少企业损失。
[1] 杨晓红.测色配色应用技术[M].北京:中国纺织品出版社,2010:106-156.
[2] 展义臻,韩文忠,王炜.染料与助剂[J].印染,2010(22):36-38.
[3] 毛志平.我国涤纶超细纤维专用分散染料的发展现状和市场分析[J].现代化工,2009(6):1-2.
[4] 林杰.染整技术(第四册)[M].北京:中国纺织出版社,2009.
2016-12-06
叶宗保(1968-),男,高级工程师,研究方向:化纤面料生产和研发。
潘云芳(1969-),女,硕士,教授。
TS193
A
1008-5580(2017)03-0081-05
