卷烟包装内衬铝箔纸包装质量问题分析与控制
2017-07-19林镇喜
林镇喜
(广东新宏泽包装股份有限公司,广东 潮州 521000)
卷烟包装内衬铝箔纸包装质量问题分析与控制
林镇喜
(广东新宏泽包装股份有限公司,广东 潮州 521000)
卷烟包装生产中,质量问题是厂家重视的问题之一,若不加以控制,将会造成严重的产品质量事故。对卷烟包装内衬铝箔纸包装质量问题出现的原因进行了分析,并提出了相应的控制措施,以期能为相关卷烟包装生产提供参考。
卷烟包装;铝箔纸;质量问题;物料
随着吸烟群众的日益增加,卷烟行业也得到了迅猛的发展。在卷烟生产过程中,卷烟包装生产是其中重要的组成部分,其质量的好坏直接影响到卷烟产品的质量,并且对人们的健康具有一定的影响。因此,对卷烟包装内衬铝箔纸包装质量问题进行分析,并加以控制十分必要。基于此,笔者进行了相关介绍。
1 问题的提出
卷烟包装的质量问题会威胁到吸烟群众的身体健康。但在卷烟产品中,卷烟包装内衬铝箔纸包装中的问题较多,特别是在内衬纸展开输送时,内衬纸出现前后漂移现象,衬纸成型易出现折叠后因回弹较大而造成内衬纸烟包折皱、折烂内衬纸、内衬纸缺失等现象,而且小盒内烟支可能达不到规定数量。按照质量管理办法中规定,此种质量问题属于A类质量问题。一方面要消除引发此类缺陷的设备、辅料等诱因,另外要对生产中出现的该类缺陷产品予以检测并剔除。
2 原因分析
针对卷烟小盒内衬铝箔纸包存在的产品包装质量问题,从人、机、料、法、环5个方面进行系统分析,见图1.
2.1 人员方面
人员方面主要包括操作和维修调整2个层面。操作层面,挡车工没有及时对内衬纸进行润滑,内衬纸折叠成型过程中与成型模盒之间摩擦力较大,内衬包成型不顺畅。维修工维修技能的影响因素较多,主要是调整不规范造成的。3号轮上、下导轨调整不当,容易使内衬包上下窜动,增大了摩擦与碰撞;3号轮4号轮的过渡舱口调整不当,造成内衬包变形;烟包从2号轮过渡到3号轮的推杆行程调整不当,3号轮至4号轮推接杆位置调整不当,造成内衬包输送或承接不到位进而导致铝包变形;2号轮折叠框位置调整不当,导致内衬包成型不良。以上包装铝包成型过程中,变形及成型不良都极易导致内衬包在后续的输送、成型过程中破损。
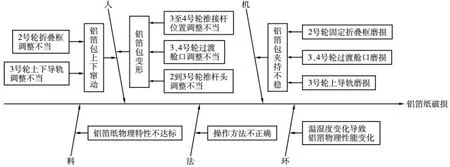
图1 原因分析鱼刺图
2.2 设备方面
在设备使用过程中,零件老化、磨损会经常出现。2号、3号轮模盒磨损,导致内衬纸包外形尺寸不方正,在后续输送过程中极易造成破损;2号轮固定折叠框磨损,3号轮、4号轮过渡舱口磨损,导致不能很好地折叠、夹持内衬包;3号轮上导轨磨损,内衬包会有向上窜动,增大了摩擦与碰撞。当这些零部件磨损后,没有及时发现、更换,后续的输送、成型过程中内衬包就会破损。
2.3 操作方法方面
操作方法方面,对比甲乙两班次硬包包装机组,各班次均有偶然的内衬包破损现象。采用相同操作流程,但均存在破损内衬纸包。说明这不是主要影响因素。
2.4 物料方面
物料方面,内衬纸在生产供应过程中存在一定的质量波动。复合铝箔厚度、衬纸厚度、粘贴强度、含水率等物理指标存在一定波动,导致内衬纸的延展性及与成型模盒、折叠器等零部件摩擦因数的适应性发生变化,导致内衬纸折叠包装缺陷。
2.5 环境方面
从环境变化看,当北方夜晚与白天室内外温差较大或遇到季节变换,内衬纸柔韧性、延展性会发生变化,进而导致出现包装质量问题。
3 内衬纸质量问题的控制
从相关分析中可以看出,影响卷烟小盒内衬纸包装质量问题因素很多。在实际工作中,当发现这类缺陷时,操作工、维修工要按照鱼刺图所列项目,逐一排查。其中,零件装配是否正确、调整是否符合设计要求、零件磨损程度是重点排查项。为切实防止缺陷烟包流入下一道工序,专门设计缺陷烟包的检测剔除装置。该装置安装在小盒包装机的成品输出通道上,针对这类质量问题进行在线检测并实现同步剔除。
3.1 系统组成
系统可以分为检测、控制、剔除回收3部分。图2为系统结构示意图,其中,长距离电感式接近传感器可透过小盒商标纸对小盒卷烟内正面和背面的内衬纸折叠状况进行检测,长检测距离的选择是为防止宽松的通道导致烟包误检测的情况发生。输出类型为PNP型,即检测到内衬纸时输出高电平信号。扩散反射式数字光纤传感器(以下简称光纤传感器)对烟包位置情况进行检测,其最短反应时间为500 μs,完全满足设备400包/min运行速度。输出类型为PNP型,参数设置为L-ON,即被卷烟小盒遮挡时输出高电平信号。控制部分的逻辑处理单元采用SIEMENSLOGO12/24RC智能逻辑控制器,具有8个数字输入点和4个输出点,并带有编程面板和显示单元,可以不借助任何编程设备即可进行程序的编辑及参数的在线调整,价格低、性价比高。剔除装置采用MAC的二位三通高速电磁阀,其特点是速度快、重复精度高,能够胜任将高速运行的烟包准确剔除的任务。
3.2 系统工作原理
2个电感式传感器对小盒卷烟内衬纸进行扫描检测,安装在电感式传感器前后2个反射式光纤传感器产生同步脉冲。当小盒卷烟触发光纤传感器A时,即光纤传感器A产生1个上升沿脉冲,检测同步开始;当小盒卷烟离开光纤传感器B时,即光纤传感器B产生1个下降沿脉冲,检测同步结束,见图2.因此,调整反射式光纤传感器A和反射式光纤传感器B间的距离,即可调整检测同步脉冲的宽度。
在检测同步脉冲宽度内,只要有1个电感式传感器输出低电平,即电感式传感器检测不到内衬纸信号或检测到的内衬纸信号出现中断时,则可判定小盒卷烟的内衬纸破损或缺失。当小盒内衬纸包裹完整时,电感式传感器的输出波形宽度大于检测同步脉冲宽度,则系统判定小盒内衬包无缺陷,输出结果为低电平;当小盒内衬包有破损时,电感式传感器的输出波形宽度小于检测同步脉宽度,则系统判定小盒内衬纸折叠有缺陷,输出结果为高电平。当小盒无内衬纸时,电感式传感器的输出波形为低电平,则系统判定小盒内衬包有缺陷,输出结果为高电平,具体如图3所示。当内衬包有缺陷的小盒到达剔除位置时,被光纤传感器C检测到,电磁阀动作,通过吹风嘴喷吹一定时间,利用压缩空气快速将缺陷内衬纸烟包吹走,掉入回收箱内。
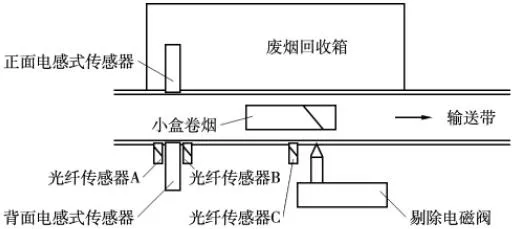
图2 系统结构示意图
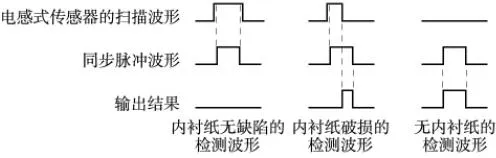
图3 检测结果波形
4 结束语
综上所述,卷烟包装的质量问题直接影响到卷烟产品的质量,并且与人们的健康息息相关。因此,在卷烟包装内衬铝箔纸生产过程中,相关人员要严格分析、排查其质量问题,采取有效的措施加以控制,并对相关施工设备及工艺进行改进,从而消除产品质量问题,确保产品的质量。
[1]卢根.卷烟包装机YB55双联推杆的改进[J].轻工科技,2014(01).
[2]束红云.GDX2硬盒包装机单头铝箔纸检测装置的改进[J].山东工业技术,2015(20).
〔编辑:张雅丽〕
TS452+.7
A
10.15913/j.cnki.kjycx.2017.13.116
2095-6835(2017)13-0116-02