GDX2卷烟包装机内衬纸供给系统改进
2015-01-06刘亦坚
刘亦坚
(河南中烟工业有限责任公司洛阳卷烟厂 河南洛阳)
一、前言
GDX2包装机具有自动化程度高,性能稳定等特点,目前在烟草行业广泛使用。但在多年实际生产使用中,发现该机的铝箔纸输送不稳定,在铝箔纸展开输送时,铝箔纸有前后漂移现象,造成设备剔除量大,停机频繁的问题,为提高工作效率,决定对铝箔纸的供给系统进行改进。
二、工作原理及问题
GDX2包装机铝箔纸供给系统(图1),主要由左右铝箔纸卷筒架A、B导纸辊、拼接装置、压花辊和对衬辊、切割装置和加速装置组成。铝箔纸卷筒经展开、输送、压花辊压花、切纸刀裁切后,被送入1号轮与2号轮之间的下纸基准位,在此位置与1号轮中的烟支组一起被送入2号轮,完成铝箔纸的包装,2号轮上安装有多个检测器,对铝箔纸烟包进行检测,检测到的有铝箔纸缺陷的烟包在3号轮被剔除。GDX2包装机在进行包装的过程中,出现有铝箔纸烟包剔除量过大的问题,不仅造成原辅料消耗过高,还增加了设备停机次数,降低了设备的有效作业率。
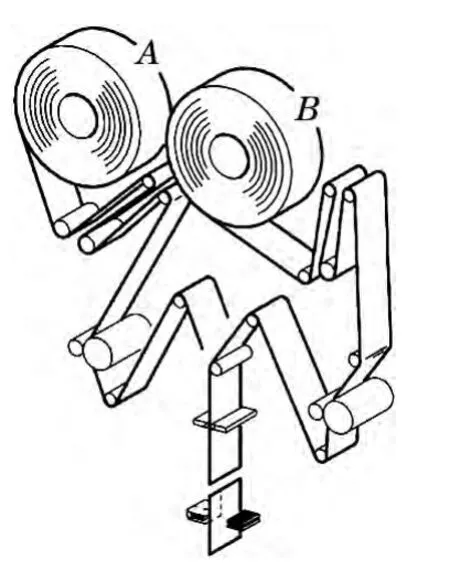
图1 GDX2包装机铝箔纸供给系统
三、分析原因确定改进方案
通过对3号轮剔除的铝箔纸烟包的外观分析,发现被剔除的铝箔纸烟包都是顶底部包装长短不一和铝箔纸搭扣错口,而造成这一现象的原因是由于铝箔纸在展开输送过程中,被输送到定位基准前有前后漂移现象。经分析对比以及现场观察检测,确定引起铝箔纸漂移的部位是绕纸辊组件,找到铝箔纸出现漂移的根源是铝箔纸纸带展开时在绕纸辊上发生前后滑动的现象。
目前GDX2上使用的绕纸辊为表面光滑的圆筒滚柱,内部安装有滚动轴承,两端分别有限位,滚柱不会出现轴向窜动。进一步分析铝箔纸纸带在绕纸辊上的受力情况,发现绕纸辊柱表面越光滑,铝箔纸漂移的越厉害,也就是纸带与滚柱的摩擦力越小,滚柱对铝箔纸带的约束力越小,铝箔纸前后移动的范围越大。
更换新绕纸辊后,由于新绕纸辊柱表面比旧辊柱表面相对粗糙,铝箔纸在展开中漂移不是很明显。通过维修中更换零件后的效果分析,发现绕纸辊的表面粗造度对铝箔纸带的约束起着很大作用。因此增加绕纸滚表面粗糙度也就是增加了铝箔纸纸带与绕纸辊的摩擦力,在铝箔纸展开原有拉力一致的情况下,滚柱表面越粗糙,对铝箔纸带的约束力越大,这样即可解决铝箔纸展开中前后漂移现象。
因此,为增加绕纸辊表面的摩擦力,设计了新的绕纸辊,在保持原绕纸辊的外形尺寸的情况下,将绕纸辊的表面进行滚花加工,增加其表面粗糙度。
四、方案实施和改进效果
滚花绕纸辊柱加工完成后,对铝箔纸烟包剔除量较大的一组包装机的铝箔纸供给系统进行了改造更换,正常生产中的铝箔纸烟包剔除量明显减少,除去因2号轮入口的光电检测器误检剔除的铝箔纸烟包和自动换纸时调整铝箔纸长度的烟包外,没有再剔除铝箔纸搭扣错口的烟包。说明铝箔纸漂移现象得到有效的控制。通过对该台设备3个月的跟踪观察,改造后的绕纸辊性能稳定,并且对铝箔纸漂移控制效果明显。
铝箔纸绕纸辊的改进,方便易行,可有效增强设备对材料的适应性,解决了铝箔纸漂移问题,并对设备无负面影响,有效地提高了产品质量及设备有效作业率。
