利用带压开孔封堵技术更换阀门
2017-07-18李征非
李征非
(中国石化上海石油化工股份有限公司芳烃部,上海200540)
利用带压开孔封堵技术更换阀门
李征非
(中国石化上海石油化工股份有限公司芳烃部,上海200540)
在现代石油及化工生产过程中,管道运输是必不可少的。在正常维修改造或突发事故抢修等作业时,带压开孔技术的应用占据着重要的位置,具有安全、环保、经济、高效的特点,可分为带压开孔、带压封堵、带压割管等。文章从实际生产需求出发,介绍与分析了带压开孔的工作流程、施工过程中的影响因素等,并与传统方式进行对比,最终选择在运行的管线上带压开孔封堵,以达到更换阀门的目的。
带压 开孔 封堵 介质 安全
在石油化工行业中,遇到新旧管线碰头、管线扩径,装置运行中涉及的管线泄露、腐蚀,以及阀门故障无法正常关闭截流等情况时,传统的施工方法是待装置有机会停车或局部停车时,对问题部位进行吹扫,然后进行常规的动火切割作业或更换备件等。此种方法使装置带着隐患运行,不能保证长周期运转,这就需要使用特殊方法,在不停工情况下带压开孔,使装置维持正常生产运行。带压开孔操作即是在管道和容器上制造接口的一种方法,对应的开孔管道或容器是处于承压或使用状态下的,该方法解决了传统管道维修作业存在的停运、动用明火等风险,提高了安全性,使维修既迅速又经济可靠。开孔后封堵或增加分支管道,保证物料输送,无需装置停产。
1 背景
中国石化上海石油化工股份有限公司芳烃部(以下简称芳烃部)5#芳烃联合装置在进行机泵季度定期切换期间由P-606A切至P-606B泵过程中,发现P-606A泵出口阀门(闸阀)关闭到一半时无法关动,不能正常关闭;P-606B泵投用后发现电机超电流,并且当P-606A泵电机停转时发现,由于受P-606B泵出口压力流量影响,P-606A泵叶轮反转,关闭P-606A泵进口阀门后以上异常现象恢复正常,进而判断P-606A泵出口单向阀也出现故障,不能关闭阻断液流。经过分析与应急处理,采取关闭P-606A泵进口阀门的方式来阻止泵中叶轮倒转,同时保证P-606B泵电机电流在正常范围内。针对此现象积极采取措施,对出口阀进行检修,发现阀门丝杆上有铜屑,认为是阀标螺母损坏,更换阀杆螺母,但更换后没有效果,无法彻底解决问题,该出口阀只能保持常开状态。
通过对现场情况的分析,认为有两种解决办法:一种是装置停车,将抽出液塔切出后对阀门进行更换;另一种是保持在线运行状态对管线进行在线封堵,隔离出该阀门后进行更换。
管道内主要物料组成为质量分数为97.96%的对二甲苯(PX),该段管线为外径219 mm、管线壁厚9.5 mm的20#无缝钢管,泵设计温度150 ℃,出口压力0.57 MPa,流量300 m3/h,泵的实际温度为130 ℃。
2 带压开孔封堵技术
2.1 带压开孔封堵原理
带压开孔封堵可以对正在运行中的管线实行不停止输送物料施工作业,主要包括带压开孔、带压封堵、带压割管等3项技术,它的主要原理是:在带压运行输送物料的管线上,对要安排施工或抢修处理部位进行封堵,通过使用专业的开孔封堵设备截断该管段介质的流通,或对目标管段的两端进行双封双堵,架设临时旁路保证继续输送介质,完成对目标管段的施工。
2.2 主要开孔设备
开孔机由钻杆、进给机构、机壳、操纵杆、护套和连接盘等部件组成。开孔机与其连接的夹板阀构成密闭空间,以机械切削的方式在运行管道上加工出圆形的孔,此孔用于后续封堵。封堵器由传动轴、密封皮碗、定位装置、操作手柄等零部件组成。
目前常用的封堵方式为盘式封堵,就是用和被封堵的管线直径相同的封堵盘来进行封堵,把盘式封堵头送入管线内。盘式封堵的特点是封堵速度快,承压性高,密封性好,封堵时间相对较长。下封堵器由操作手柄、主轴、定位装置、连接盘、内外卡钳等组成。开孔机、封堵器、下封堵器共用一个机架,机架作用是为以上设备提供支座。
2.3 开孔方式
开孔方式分为管道垂直开孔、卡具管道开孔、管道开斜孔、管道倒立开孔、储罐开孔。此次装置为在线管线更换阀门,采用管道垂直开孔进行带压封堵。
3 封堵流程
3.1 现场勘探
对现场位置及环境进行预先查看,现场及管线见图1,选择测量点从上到下依次标记为1、2、3。
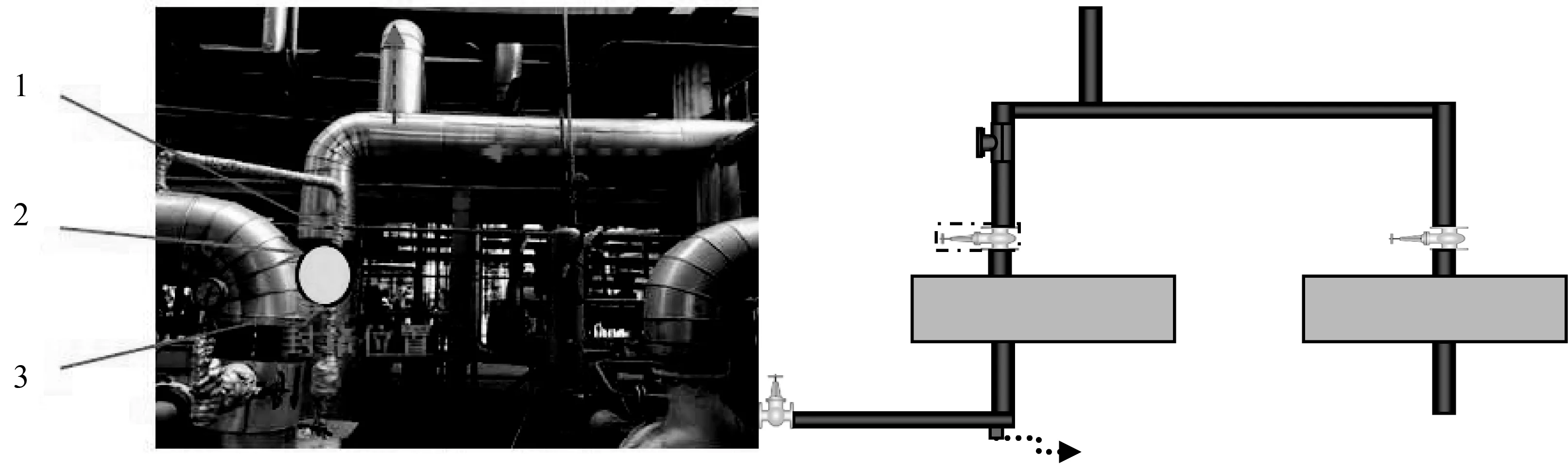
(a)现场示意 (b)管线
在线封堵前,对将要开孔的部位进行管壁测厚及椭圆度检测,得到测厚值,如表1所示(以正东方向为基础,顺时针每60°测量一点)。

表1 现场壁厚测量 mm
3.2 在线开孔
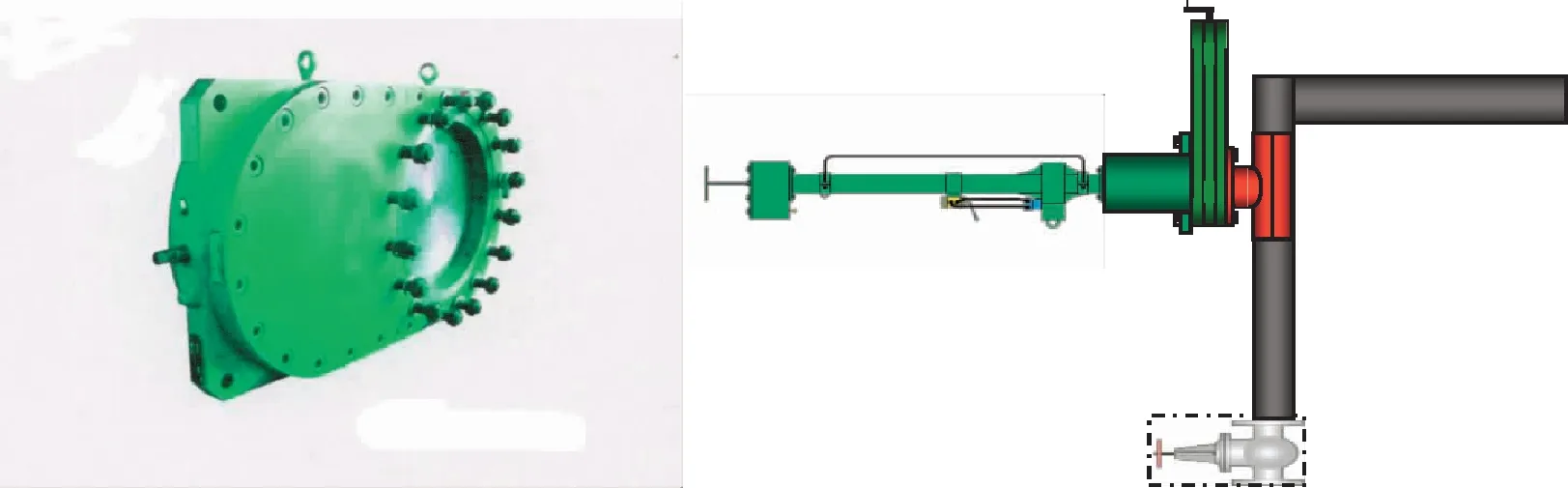
确定在线开孔位置及开孔施工条件合格后,对该部位进行焊接三通作业,三通见图2。
根据SY/T4103—2006《钢质管道焊接及验收》标准,确定管道允许带压施焊的压力计算公式:
P=2σs(T-C)÷D×F
式中:P——管道允许带压施焊的压力,MPa;
σs——管材的最小屈服极限,MPa;
T——焊接处管道实际壁厚,mm,φ219管道实际测量得到壁厚为8 mm;
C——因焊接引起的壁厚修正值,一般情况下取2.4 mm;
D——管道外径,mm;
F——安全因子(原油、成品油管道取0.6,天然气、煤气管道取0.5)。

图2 焊接三通
本次施工需焊接管道允许带压施焊的压力为:
P=2×180×(8-2.4)÷219×0.6
=5.523 MPa
经过计算,现场管线均符合带压施焊条件。
现场焊接作业时,根据《现场设备工业管道焊接工程施工及验收规范》,为降低焊接时施焊部位管线内壁的温度,防止对管线造成局部过热引发危险,焊接第一遍的时候采用小电流(低于90 A)点焊方法实施焊接,每次起弧时间必须控制在10~30 s;焊接长度不能超过4 cm,并且间隔一段时间后才能进行下一次起弧。完成所有焊接工作后,对封堵管件焊道进行焊接工艺检测与验收,在验收后安装夹板阀及开孔机,具体见图3。
(a)夹板 (b)开孔机示意
对安装好的开孔机和夹板阀进行整体试压和氮气置换,然后进行气密性测试,通过接入孔注入氮气,维持压力为管线运行压力的1.5倍。
开孔作业前检查开孔刀具在连接箱里的位置是否存在偏心,若有则卸下刀具逐一检查对中。开孔过程中,根据开孔大小及管壁厚度注意调整钻机的转数,具体见图4。

图4 开孔示意
3.3 开孔封堵
盘式封堵头采用氟橡胶封堵皮碗,此为耐高温、耐腐蚀的高强度皮碗,将符合管道内径的皮碗安装在封堵头上自开孔处进入带压输送介质的管道内,通过机械转折,将皮碗垂直于管道,利用管道介质的压力将皮碗唇边产生外涨力至管道内壁达到封堵目的,具体见图5。
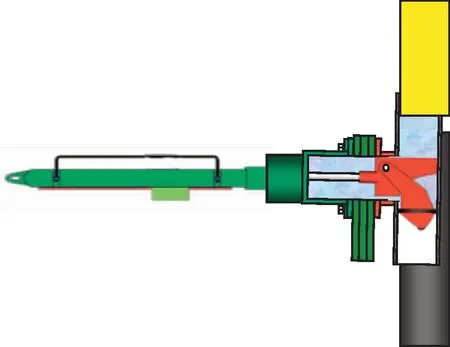
图5 封堵示意
3.4 管线塞堵
待更换好阀门后,进行管线塞堵作业。塞堵器在安装前应先调试合格,并且安装时必须与管线垂直。先拆除封堵头,通过塞堵器将内部的堵饼固定在封堵法兰里,然后拆除塞堵器和夹板阀,安装管件盲板。安装堵饼结构如图6所示。
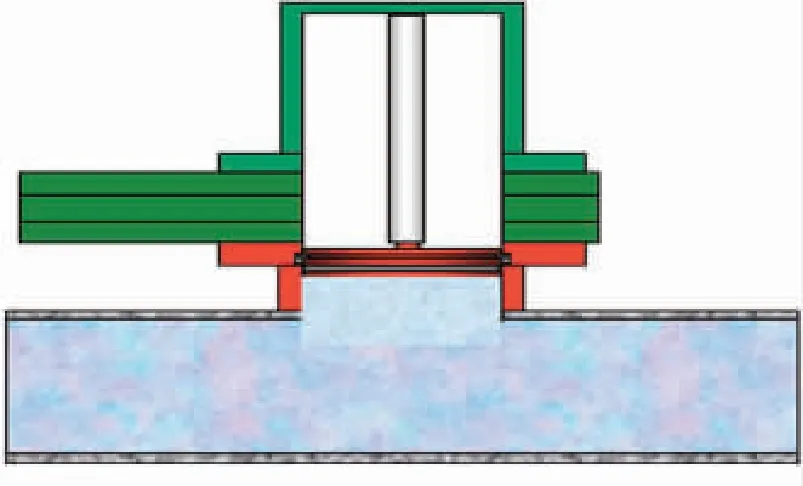
图6 管线塞堵示意
4 主要影响因素
施工涉及动火焊接、切削、更换备件等作业,并且是在存在易燃易爆的带压化工物料条件下进行的,受到诸多因素影响,这给整体施工带来很多危险。因此对于施工前期准备、施工期间施工现场、完成施工后的收尾工作等,要求严格准备应急预案及备品备件,确保人员安全。对于涉及到的重要因素进行分析,依照SY/T 6150.1—2011《钢制管道封堵技术规程:塞式、筒式封堵》,具体如下。
4.1 管壁测量
对待开孔管线管壁测厚。因为在带压开孔封堵施工中,管道内存在流动的工艺介质,尤其是在管线内含有易燃易爆的介质情况下,若在焊接过程中将管壁烧穿,后果不堪设想。所以应在事前对管壁进行测厚,记录数据并进行分析,制定正确的焊接工艺,确保安全。
4.2 焊接要求
焊接前,将焊条进行烘干处理,放入保温桶,并立即进行焊接作业。焊接过程中,控制管壁温度,防止长时间焊接造成管线局部过热从而将管线烧穿。对于增加的不同厚度的三通管件,应考虑与母材管线厚度的比值,选择相对应的焊接角度与焊接高度。
为确保法兰或相应管件与待开孔管线临近处的强度和角焊缝的质量,防止开孔后出现泄漏等现象,可采用在开孔处增加补强圈的方法。
4.3 备件准备
法兰和阀门等作为永久性的部件需要留在管道上,一定要严把质量关。材料必须经过验证,阀门必须试压合格。法兰与接管的焊缝必须根据管道等级进行射线检测并验收合格后,才能继续施工。
4.4 开孔过程
在进行开孔时,切削过程会产生一定量的铁屑,应考虑管道内的介质和整个工艺过程是否允许。虽然有资料介绍通过设置铁屑回收器已解决了铁屑的回收问题,但实际效果如何很难验证。在对管内清洁要求较高的场合,仍需考虑铁屑的影响。
另外应考虑设备质量对管线的影响,特别是一些小口径管线,在垂直方向开孔时,要核验管线的承重能力。在水平方向开孔时,可另用支架支撑开孔机,以避免管线因受到过大的弯矩而产生意外。
4.5 开孔设备密封
在整个开孔施工过程中,涉及到切削时的密封,要防止物料泄露以及防止空气进入内部形成爆炸混合物;更换刀具与封堵器时,避免物料喷出;开孔施工和更换备件完成后,管线开孔处要进行封堵。以上这些都需要用氮气保压隔绝空气。除此之外,在管线封堵过程中,要控制好封堵部位两端的压差,以及在最后提取封堵头和放置堵饼时的管线压差。
4.6 适用范围
根据开孔封堵现有技术,可适用于管径为50~1 600 mm的管线,管道输送的介质温度为-20~200 ℃的油、天然气、煤气、水及无强腐蚀性介质等,管线运行的压力为0~6.4 MPa,开孔直径为15~1 200 mm。
5 经济效益分析
此次检修的P-606泵为抽出液塔顶回流泵,运行状态直接影响PX产品的产出。一旦P-606A发生故障将无法检修,P-606B只能单泵运行。在此前提下如果P-606B泵发生故障,装置需停车检修,预计需停车6天,如果按照83%负荷计算(装置低负荷运行情况),6天内PX产量约为9 600 t,造成的直接经济损失(能耗方面):0.307 8×9 600 t×3 000=886万元(估值),其中6天内未产出的PX产量可以在后期的负荷调整中恢复回来。
如按照带压堵漏方案施工,虽然施工风险较高,存在物料泄漏、火灾或人身伤害等隐患,但不产生能耗和物耗。如施工过程中发生意外情况,需按应急预案处理进行处置,预计损失将大于886万元。如若施工中平稳操作,按照计划完成带压开孔封堵,则避免了装置停车,保障产品正常生产,只需支付带压开孔施工作业费用及相应安全保障设施费用。此带压施工作业在2012年中国石化上海石油化工股份有限公司公用事业部DN800 mm火炬管线、2014年9月6#炼油装置DN600 mm烟道气管线等管线检修上均有成功案例。
6 结语
选择采用管道带压开孔封堵更换出口闸阀、单向阀方法消除隐患。此举能够保证不影响装置的正常生产,避免了不必要的能耗损失,降低了维修成本,而且安全有效地解决了现场阀门更换的问题。
Replacement of Valve with the Pressure Tapping and Plugging Technology
Li Zhengfei
(AromaticsDivision,SINOPECShanghaiPetrochemicalCo.,Ltd.,Shanghai200540)
In the process of modern petroleum and chemical production,pipeline transportation is indispensable.In the normal operations as maintenance,renovation and emergency repair,with pressure tapping technology occupies an important position with its characteristics of safety,environmental protection,economy and high efficiency.The technology includes with pressure tapping,with pressure plugging and with pressure cutting tube.Based on the demand of actual production,this paper introduces and analyzes the working flow of tapping with pressure,the influencing factors in the construction process,and compares it with the traditional ways.Finally,with pressure tapping and plugging for the running pipeline is recommended for replacement of valves.
with pressure,tapping,plugging; medium;safety
2016-11-01。
李征非,男,1988年出生,2012年毕业于中国石油大学(华东)过程装备与控制工程专业,从事芳烃设备管理工作。
1674-1099 (2017)02-0048-05
TQ082
A
