选择性激光熔化技术研究现状及发展趋势
2017-07-12郭洪钢谭建波
杨 佳,郭洪钢,谭建波
选择性激光熔化技术研究现状及发展趋势
杨 佳1,2,郭洪钢3,谭建波1,2
(1.河北科技大学材料科学与工程学院,河北石家庄 050018;2.河北省材料近净成形技术重点实验室,河北石家庄 050018;3.长城汽车股份有限公司,河北保定 071000)
选择性激光熔化技术是20世纪80年代发展起来的一种新型技术,应用该技术制备的零件致密度高、精度高、表面质量好、力学性能和化学性能优良。介绍了选择性激光熔化技术的原理和特点,概述了选择性激光熔化技术在生产设备和生产技术两方面的国内外发展现状。提出了选择性激光熔化设备的主要研究方向:激光器种类、聚焦面光斑尺寸大小、铺粉方式以及活塞缸铺粉厚度等。指出了改善金属粉末球化现象和裂纹孔隙的方法:通过改变激光发射器的功率和扫速率或对金属粉末进行预热处理的方法改善粉末球化现象;通过改变环境含氧量,扫描速率和铺粉厚度等可提高零件的致密度。针对设备生产速度慢、粉末综合性能存在缺陷和生产工业链不完善等方面的问题提出了对这项技术的发展建议。
铸造工艺与设备;选择性激光熔化;成型原理;技术特点;发展现状;发展趋势
快速成型技术是20世纪80年代发展起来的一种新型的制造技术,该技术是将零件三维模型切片处理,逐层堆积,最终叠加成三维实体零件的过程。快速成型技术突破了常规的变形成型和去除成型的思路,实现了“净成形”的理念。快速成型主要有3类:选择性激光烧结技术(selective lsintering, SLS)、激光熔覆制造技术(laser engineered net shaping, LENS)、选择性激光熔化技术(selective laser melting, SLM)[1]。其中选择性激光熔化技术制备的零件致密度高、精度高、性能好、加工过程稳定性好,备受国内外关注。目前,SLM技术研究主要集中在欧洲,如德国、比利时、英国等国家。这些国家在SLM设备研究上已经进入商业化阶段。亚洲主要集中在新加坡、日本等国家。中国最早在SLM技术上投入研究的单位有华中科技大学和华南理工大学,目前西北工业大学和北京航空制造工程研究所等单位也开始对SLM技术进行研究,并取得了一定进展。
1 选择性激光熔化技术
1.1 技术原理
选择性激光熔化技术是一种先进的激光增材制造技术,具体过程为[2-5]先在计算机上利用Pro/E,UG,CATIA等三维造型软件设计出零件的三维实体模型,然后通过切片软件对该三维模型进行切片分层,得到各截面的轮廓数据,由轮廓数据生成填充扫描路径,设备将按照这些填充扫描线,控制激光束选区熔化各层的金属粉末材料,逐步堆叠成三维金属零件。激光束开始扫描前,铺粉装置先把金属粉末平推到成型缸的基板上,激光束再按当前层的填充轮廓线选区熔化基板上的粉末,加工出当前层,然后成型缸下降一个层厚的距离,粉料缸上升一定厚度的距离,铺粉装置再在已加工好的当前层上铺好金属粉末。设备调入下一层轮廓的数据进行加工,如此层层加工,直到整个零件加工完毕。整个加工过程在通有惰性气体保护的加工室中进行,以避免金属在高温下与其他气体发生反应。图1为选择性激光熔化成型流程图[6]。
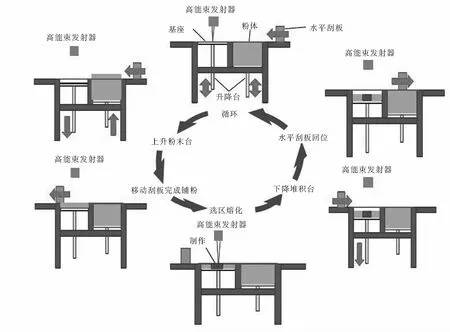
图1 选择性激光熔化成型流程图Fig.1 Process flow chart of selective laser melting
1.2 技术特点
选择性激光熔化技术与传统加工技术相比,具有十分显著的优势。在工艺方面,选择性激光熔化技术利用零件的三维数据模型,直接加工成型,无需特殊的夹具或模具,操作简便,十分适合生产具有复杂型腔、难加工的钛合金或高温合金材料。此外,选择性激光熔化技术生产出来的零件,表面质量好、零件精度高,具有更多的非加工面。因此,通过选择性激光熔化技术生产出来的零件只需要进行简单的喷砂或抛光便可直接投入使用。
在成本和生产周期方面,选择性激光熔化技术采用增材制造而非传统的去除成型或变形成型,节约原材料,并且后期处理简单,也大大降低了成本,与传统工艺相比,增材制造成本降低了20%~40%,生产周期缩短了80%[6]。
在性能方面,由于选择性激光熔化技术是通过高能激光作用使粉末快速熔化、快速成型,零件几乎可以达到完全致密的状态。因此,零件组织均匀,不存在传统加工方式产生的宏观组织缺陷,具有优良的化学性能和力学性能。如零件的强度、塑性和抗腐蚀性能均得到了很大提高。表1为选择性激光熔化技术、激光直接沉积成型、锻造、铸造TC4钛合金的力学性能比较[5]。
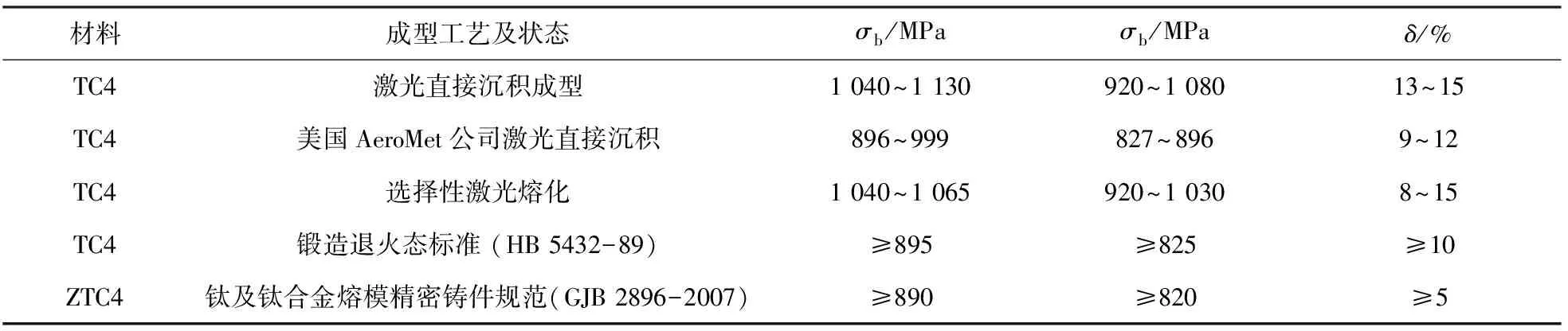
表1 激光增材制造钛合金与锻造、铸造钛合金的力学性能比较
选择性激光熔化技术在具有以上优点的同时也具有一定的不足:由于加工速度仅为 20 mm3/s,因此成型效率比较低;由于零件尺寸受到铺粉工作箱的限制,目前尚不能制造大型零件,通常零件制造体积为250 mm×250 mm×215 mm。
2 国内外研究现状
2.1 国内外设备研究现状
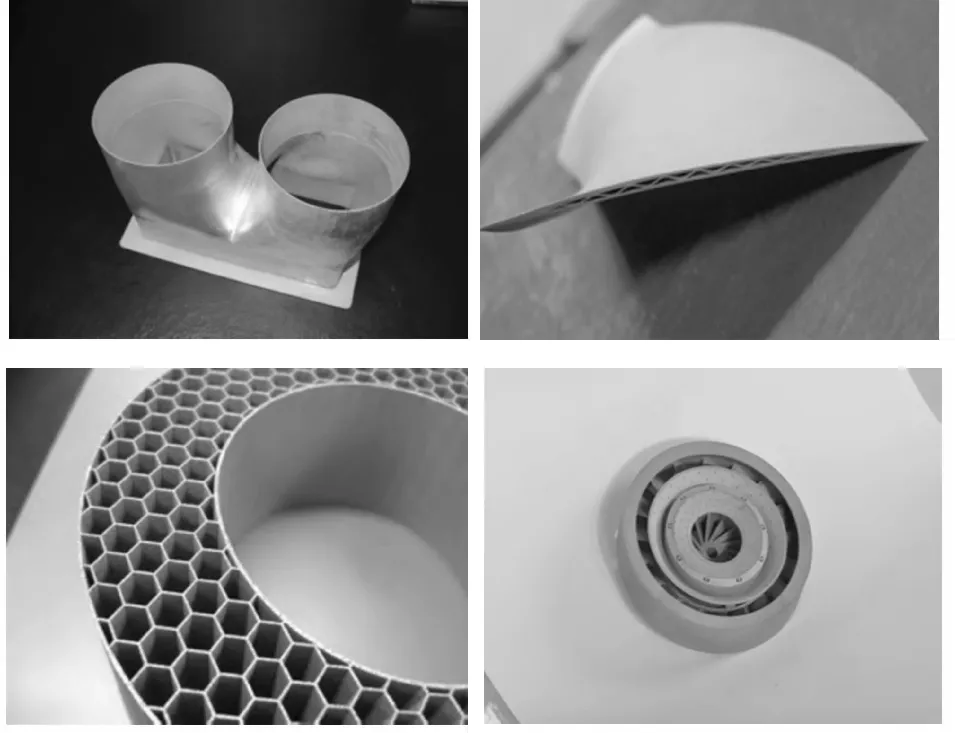
图2 西安铂力特公司的SLM 成型件Fig.2 Xi’an Platinum Special Company’s SLM molding
近年来选择性激光熔化技术备受关注,中国许多高校及研究机构都开始对该项技术进行研究和推广。中国最早进行选择性激光熔化技术研究的单位是华中科技大学和华南理工大学,西北工业大学、铂力特公司等单位作为后起之秀也取得了巨大的成就[6-15]。华中科技大学材料成形与模具技术国家重点实验室先后推出了2套SLM设备:HRPM-Ⅰ和HRPM-Ⅱ,利用上述设备,该中心成功制造了形状复杂的薄壁网格件和叶片,但成型零件致密性差,最大只能达到 80%[2,8-18]。2016年华中科技大学曾晓雁教授带领自己的团队成功研发了一台大型SLM设备,该设备能够制造出500 mm×500 mm×530 mm的零件,是全球最大尺寸的零件。该设备有4台500 W的光纤激光器同时扫描,成型效率处于全球领先地位。华南理工大学与北京隆源自动化成型设备有限公司等单位合作,开发了一台选择性激光熔化成型设备,通过在局部或整体通入惰性气体,对零件成型过程形成保护,最终可使零件的尺寸精度达到±0.01 mm,表面粗糙度达到30~50 μm,相对密度几乎为100%[2,17-22]。图2为西安铂力特公司的SLM 成型件[23]。铂力特公司以西北工业大学为依托,引进美国SCIAKY公司的EBF2技术,于2012年开始发展SLM技术和设备,迅速应用到了航空航天领域,并于2014年推出了首款SLM设备。目前,SLM技术的研究主要集中在欧美国家,如德国、比利时、英国、美国等。如德国的MCP公司[24-25]、德国的TRUMPF公司[26]和美国的PHENIX公司[27-28]等。亚洲主要集中在新加坡、日本等国家,如日本的MATSUURA 公司和日本Osakada实验室。目前,对选择性激光熔化设备的研究主要集中在激光器种类、聚焦面光斑尺寸大小、铺粉方式以及活塞缸铺粉厚度等方面[29]。表2为国外某些公司SLM设备研究现状。
在美国SCIAKY公司先进技术和设备的基础上,铂力特公司在零件的成型工艺、设备、组织及性能控制方面做了深入研究,并且实现了对钛合金、不锈钢、高温合金等多种难加工材料和具有复杂形状零件的制造。

表2 国外某些公司SLM设备研究现状
2.2 国内外技术研究现状
2.2.1 粉末球化现象
粉末球化现象是SLM技术中普遍存在的一个现象,它是指金属粉末加热熔化后不能均匀铺展,形成一条平滑的扫描线,而是形成金属球[30]。粉末球化现象影响零件的成型质量,严重时会产生内部孔隙,甚至阻碍铺粉过程,导致零件成型失败。中国目前在这方面的研究比较少,国外对此现象有一定的研究。刘海涛等[31]研究认为造成该现象的原因是金属粉末熔体形成小液体表面张力过大,可通过改变功率和扫描速率解决,并且从实验中得出,当功率与扫描速率的比值为0.1时,可消除球化现象,得到连续的扫描线。CORMIER等[32]研究发现,对金属粉预热处理,可有效降低球化程度。GU等[33]认为粉末球化分为大球和小球。张晓博[34]认为大球产生的原因是金属液与固态表面润湿性不好导致的,少部分的小尺寸金属球是由于液体飞溅或激光束冲击熔池所致,可通过降低环境含氧量或粉末自身含氧量、改变制备工艺参数抑制粉末球化现象。GUSAROV等[35]认为球化现象与熔池形状有关,熔池长度与宽度之比超过2.1时,金属粉末容易产生球化现象。KÖRNER等[36]认为金属粉末球化受粉体密度、金属液表面张力和毛细力多重因素的影响。
2.2.2 裂纹孔隙
选择性激光熔化过程成型时容易产生裂纹和孔隙,影响零件的致密性,使零件的力学性能降低。中国对孔隙率的研究主要集中在工艺上,张晓博[34]认为金属球化是产生裂纹的一个重要原因,此外,应力应变使裂纹进一步扩大,形成孔隙,熔道搭接不完全或未搭接熔道将会产生空洞,并指出通过改变环境中含氧量、扫描速率和铺粉厚度可以降低孔隙量,提高致密度。李学伟等[37]通过研究发现,当激光能量密度为 0.21 J/mm、扫描间距为0.07 mm 时,成型试样的硬度最大达到 4.59 GPa,致密度达到 98.3%,性能最优。伊朗SIMCHI[38]通过研究得出:零件的相对密度与体能量有关,体能量越高,零件致密度越高,当到达一定值时,随着体能量的增加,零件致密度将趋于稳定。德国鲁尔大学MEIER等[39]应用MCP Realizer250 SLM设备研究得出,如果熔化道搭建良好,则致密度提高,并且高激光功率、低扫描速率和高能密度都能提高制件的相对密度。
3 选择性激光熔化技术发展方向
选择性激光熔化技术作为增材制造的一个重要分支,是增材制造未来的发展方向。针对选择性激光熔化技术的不足,该技术的发展方向应为以下几个方面[40]。
1)现有设备进给速度较小、工作不稳定、加工尺寸受限,因此,设备方面应提高设备加工时的稳定性,增加进给速度和加工尺寸,提高工作效率,制造出组织均匀、性能良好的零件。
2)提高粉末的综合性能,如粉末粒度、激光熔化机理、热物理性能等,并且找到合适的生产工艺,解决加工零件的球化效应、翘曲变形及裂纹等缺陷。
3)以工程应用为目的,形成完整的工业链。突破传统制造工艺的束缚,形成完整的产业链,如设计方式、生产方式、检测手段、加工装配等,从而适应不断发展的新型制造技术需求。
由于选择性激光熔化技术可以加工形状复杂、表面粗糙度好、尺寸精度高的致密性零件,因此可用于加工钛合金、高温合金等零件,并且加工工艺简单,为产品的设计、生产提供了更加快捷的途径。SLM技术也可应用于快速概念制造原型、制造模具、功能零件等[41-42]。因此,选择性激光熔化技术是增材制造技术的一个重要发展方向。目前,中国在SLM技术上需要继续努力,改进设备,提高粉末综合性能,形成完整的工业链,以适应不断发展的新型制造技术的需求。
/References:
[1] KRUTH J P, FROYEN L, VAERENBERGH J V, et al. Selective laser melting of iron-based powder[J]. Journal of Materials Processing Technology, 2004, 149(1/2/3):616-622.
[2] 刘强. 选择性激光熔化设备和工艺研究[D]. 武汉:华中科技大学, 2007. LIU Qiang. A Study on the Equipment and Process of Selective Laser Melting[D].Wuhan: Huazhong University of Science and Technology, 2007.
[3] 颜永年, 林峰, 张人佶,等. 快速制造技术的最新进展及其发展趋势[C]// 2005年中国机械工程学会年会第11届全国特种加工学术会议专辑. 重庆: 中国机械工程学会特种加工分会, 2005:12-16.
[4] 颜永年, 张人佶, 林峰. 快速制造技术及其应用发展之路[J]. 航空制造技术, 2008(11):26-31. YAN Yongnian, ZHANG Renji, LIN Feng. Development of rapid manufacturing technology and its application[J]. Aeronautical Manufacturing Technology, 2008 (11): 26-31.
[5] EOS Gmbh.The product Instruction of EOSINT M270[M].Krailling: EOS Gmbh, 2005: 8-21.
[6] 赵志国, 柏林, 李黎,等. 激光选区熔化成形技术的发展现状及研究进展[J]. 航空制造技术, 2014(19):46-49. ZHAO Zhiguo, BAI Lin, LI Li, et al.Status and progress of selective laser melting forming technology[J].Aeronautical Manufacturing Technology, 2014 (19): 46-49.
[7] 史玉升, 鲁中良, 章文献,等. 选择性激光熔化快速成形技术与装备[J]. 中国表面工程, 2006, 19(sup1):150-153. SHI Yusheng, LU Zhongliang, ZHANG Wenxian, et al. The technology and equipment of selective laser melting[J]. China Surface Engineering, 2006, 19 (sup1): 150-153.
[8] 鲁中良, 史玉升, 刘锦辉,等. Fe-Ni-C合金粉末选择性激光熔化成形[J]. 华中科技大学学报(自然科学版), 2007, 35(8):93-96. LU Zhongliang, SHI Yusheng, LIU Jinhui, et al. Selective laser melting of Fe-Ni-C alloy powders[J].Journal of Huazhong University of Science and Technology (Natural Science Edition), 2007, 35 (8): 93-96.
[9] 章文献, 史玉升, 李佳桂,等. 选区激光熔化成形温度场模拟与工艺优化[J]. 应用激光, 2008, 28(3):185-189. ZHANG Wenxian, SHI Yusheng, LI Jiagui, et al. Simulation of temperature field for optimization of processing parameters of selective laser melting metal powders [J]. Applied Laser, 2008, 28 (3): 185-189.
[10]杨永强, 吴伟辉. 选区激光熔化快速成型系统及工艺研究[J]. 新技术新工艺, 2006(6):48-50. YANG Yongqiang, WU Weihui.Research on selective laser melting system and technologic experiment [J].New Technology & New Process, 2006 (6): 48-50.
[11]吴伟辉, 杨永强. 选区激光熔化快速成形系统的关键技术[J]. 机械工程学报, 2007, 43(8):175-180. WU Weihui, YANG Yongqiang. Key techniques of selective laser melting rapid prototyping system[J].Chinese Journal of Mechanical Engineering, 2007, 43 (8): 175-180.
[12]师文庆, 杨永强. 选区激光熔化中激光束的传输变换及聚焦特性[J]. 激光技术, 2008, 32(3):308-311. SHI Wenqing, YANG Yongqiang. Laser beam’s focused properties and its transm ission and transformation in selective laser melting [J]. Laser Technology, 2008, 32(3):308-311.
[13]来克娴, 杨永强, 张林华. 光纤激光器及其在选区激光熔化快速原型制造中的应用[J]. 激光与光电子学进展, 2006, 43(3):32-36. LAI Kexian, YANG Yongqiang, ZHANG Linhua.Fiber laser and its applications in rapid prototyping of selective laser melting [J]. Laser and Optoelectronics Progress, 2006, 43 (3): 32-36.
[14]张冬云. 采用区域选择激光熔化法制造铝合金模型[J]. 中国激光, 2007, 34(12):1700-1704. ZHANG Dongyun. Model manufacturing process from aluminum alloys using selective laser melting[J]. Chinese Journal of Lasers, 2007, 34 (12): 1700-1704.
[15]吴峥强. 金属零件选区激光熔化快速成型技术的现状及发展趋势[J]. 热加工工艺, 2008, 37(13):118-121. WU Zhengqiang.Status and development of rapid prototyping technology of metal parts by selective laser melting[J]. Hot Working Technology, 2008, 37 (13): 118-121.
[16]王黎. 选择性激光熔化成形金属零件性能研究[D]. 武汉:华中科技大学, 2012. WANG Li. Research on the Performance in Selective Laser Melting of Metallic Part[D].Wuhan:Huazhong University of Science and Technology, 2012.
[17]黄卫东. 激光立体成形:高性能致密金属零件的快速自由成形(材料科学与工程)[M]. 西安:西北工业大学出版社, 2007.
[18]李鹏. 基于激光熔覆的三维金属零件激光直接制造技术研究[D]. 武汉:华中科技大学, 2005. LI Peng. Direct Laser Fabrication of 3-Dimentional Metal Parts Based on Laser Cladding[D]. Wuhan:Huazhong University of Science and Technology, 2005.
[19]姬生钦. 激光熔覆直接制造不锈钢零件的工艺与性能研究[D]. 武汉:华中科技大学, 2005. JI Shengqin.Study of Technology and Mechanical Property on the Direct Fabricated Metal Parts by Laser Cladding [D]. Wuhan: Huazhong University of Science and Technology, 2005.
[20]OVER C, MEINERS W, WISSENBACH K, et al. Selective laser melting: A new approach for the direct manufacturing of metal parts and tools[C]// 1st International Conference on Laser Assisted Net Shape Engineering. Germany: Frankfurt, 2001: 22-35.
[21]JENG J Y, LIN M C. Mold fabrication and modification using hybrid processes of selective laser cladding and milling[J]. Journal of Materials Processing Technology, 2001, 110(1):98-103.
[22]SHIN K H, NATU H, DUTTA D, et al. A method for the design and fabrication of heterogeneous objects[J]. Materials & Design, 2003, 24(5):339-353.
[23]黄卫东. 材料3D打印技术的研究进展[J]. 新型工业化, 2016, 6(3):53-70.
[24]WEHMÖLLER M, WARNKE P H, ZILIAN C, et al. Implant design and production:A new approach by selective laser melting[J]. International Congress Series, 2005, 1281:690-695.
[25]BRANDNER J J, HANSJOSTEN E, ANURJEW E, et al. Microstructure devices generation by selective laser melting[J]. Proceeding of SPIE, 2007,6549:698249.
[26]YADROITSEV I, THIVILLON L, BERTRAND P, et al. Strategy of manufacturing components with designed internal structure by selective laser melting of metallic powder[J]. Applied Surface Science, 2007, 254(4):980-983.
[27]YADROITSEV I, BERTRAND P, LAGET B, et al. Application of laser assisted technologies for fabrication of functionally graded coatings and objects for the International Thermonuclear Experimental Reactor components[J]. Journal of Nuclear Materials, 2007, 362(2/3):189-196.
[28]YADROITSEV I, BERTRAND P, SMUROV I. Parametric analysis of the selective laser melting process[J]. Applied Surface Science, 2007, 253(19):8064-8069.
[29]SANTOS E C, SHIOMI M, OSAKADA K, et al. Rapid manufacturing of metal components by laser forming[J]. International Journal of Machine Tools and Manufacture, 2006, 46(12/13):1459-1468.
[30]汤慧萍, 王建, 逯圣路,等. 电子束选区熔化成形技术研究进展[J]. 中国材料进展, 2015, 34(3):225-235. TANG Huiping, WANG Jian, LU Shenglu, et al.Research progress in selective electron beam melting [J]. Materials China, 2015, 34 (3): 225-235.
[31]刘海涛, 赵万华,唐一平. 电子束熔融直接金属成型工艺的研究[J]. 西安交通大学学报, 2007, 41(11):1307-1310. LIU Haitao, ZHAO Wanhua, TANG Yiping.Process investigation of direct metal fabrication based on electron beam melting [J]. Journal of Xi'an Jiaotong University, 2007, 41 (11): 1307-1310.
[32]CORMIER D, HARRYSSON O, WEST H. Characterization of H13 steel produced via electron beam melting[J]. Rapid Prototyping Journal, 2004, 10(1):35-41.
[33]GU Dongdong,SHEN Yifu. Balling phenomena during direct laser sintering of multi-component Cu-based metal powder[J]. Journal of Alloys and Compounds, 2007, 432(1/2):163-166.
[34]张晓博. Ti合金选择性激光熔化成型关键技术的研究[D]. 西安:陕西科技大学, 2015. ZHANG Xiaobo.Study on the Key Technology of Ti Alloy in Selective Laser Melting[D].Xi’an:Shaanxi University of Science and Technology, 2015.
[35]GUSAROV A V, YADROITSEV I, BERTRAND P, et al. Heat transfer modelling and stability analysis of selective laser melting[J]. Applied Surface Science, 2007, 254(4):975-979.
[36]KÖRNER C, ATTAR E, HEINL P. Mesoscopic simulation of selective beam melting processes[J]. Journal of Materials Processing Technology, 2011, 211(6):978-987.
[37]李学伟, 孙福久, 刘锦辉,等. 选择性激光快速熔化TC4合金成形工艺及性能[J]. 黑龙江科技大学学报, 2016,26(5):536-540. LI Xuewei, SUN Fujiu, LIU Jinhui, et al.Research on forming process and performance of TC4 alloy by selective laser melting [J]. Journal of Heilongjiang University of Science and Technology, 2016,26 (5): 536-540.
[38]SIMCHI A. Direct laser sintering of metal powders: Mechanism, kinetics and microstructural features[J]. Materials Science and Engineering:A, 2006, 428(1/2):148-158.
[39]MEIER H, HABERLAND C. Experimental studies on selective laser melting of metallic parts[J]. Materialwissenschaft und Werkstofftechnik, 2008, 39(9):665-670.
[40]李瑞迪, 魏青松, 刘锦辉,等. 选择性激光熔化成形关键基础问题的研究进展[J]. 航空制造技术, 2012(5):26-31. LI Ruidi, WEI Qingsong, LIU Jinhui, et al.Research progress of key basic issue in selective laser melting of metallic powder [J]. Aeronautical Manufacturing Technology, 2012 (5):26-31.
[41]李增民, 李立新, 谭建波. 快速原型制造技术的发展及应用前景[J]. 河北科技大学学报, 2003, 24(2):43-47. LI Zengmin, LI Lixin, TAN Jianbo.Development and applieation foreground of rapid prototyping manufaeturing technology[J].Journal of Hebei University of Science and Technology, 2003, 24 (2): 43-47.
[42]崔世强, 崔波, 刘青社. 基于快速成形制造技术的快速模具制造[J]. 河北工业科技, 2000, 17(2):47-50. CUI Shiqiang, CUI Bo, LIU Qingshe.The rapid molding technology based on rapid prototyping and manufacturing[J].Hebei Journal of Industrial Science and Technology, 2000, 17 (2): 47-50.
Status and development trend of selective laser melting forming technology
YANG Jia1,2, GUO Honggang3, TAN Jianbo1,2
(1.Materials Science and Engineering, Hebei University of Science and Technology, Shijiazhuang, Hebei 050018, China; 2.Key Laboratory of Near-net Forming Technology of Hebei Province, Shijiazhuang, Hebei 050018, China; 3. Great Wall Motor Company Limited, Baoding, Hebei 071000, China)
Selective laser melting is a new technology developed in 1980s. The parts made by this technology have high density, high accuracy, good mechanical properties and chemical properties. The principle and characteristics of the selective laser melting technology is introduced, and the development status of the technology in production equipment and production technology at home and abroad is summarized. The main research directions of selective laser melting equipment are as follows: the laser type, the size of focusing spot, the way of laying powder, powder thickness and so on. The methods of improving the spheroidization of metal powder and crack pore are put forward: changing the power and sweep rate of the laser emitter or preheating the metal powder can improve the powder spheroidization; changing the environmental oxygen content, scanning rate and powder thickness can increase the density of parts. On the this basis of which, some constructive suggestions about slow production rate of equipment, and defects in powder performance and imperfect production chain are put forward.
casting process and equipment; selective laser melting; forming principle; technical characteristics; development status; development trend
1008-1534(2017)04-0300-06
2017-03-06;
2017-03-31;责任编辑:陈书欣
杨 佳(1992—),女,河北行唐人,硕士研究生,主要从事精确成型及凝固控制技术方面的研究。
谭建波教授。E-mail:tanjian1998@163.com
TG665
A
10.7535/hbgykj.2017yx04012
杨 佳,郭洪钢,谭建波.选择性激光熔化技术研究现状及发展趋势[J].河北工业科技,2017,34(4):300-305. YANG Jia, GUO Honggang, TAN Jianbo.Status and development trend of selective laser melting forming technology[J].Hebei Journal of Industrial Science and Technology,2017,34(4):300-305.