医疗卡钳激光焊接系统设计
2017-07-12邵凤翔李坤全
邵凤翔 李坤全
(河南工程学院 机械工程学院,郑州 451191)
医疗卡钳激光焊接系统设计
邵凤翔 李坤全
(河南工程学院 机械工程学院,郑州 451191)
针对医疗卡钳与连接杆的连接,设计了专用激光焊接系统。通过设计卡钳仿形夹具及连接杆仿形夹具,对焊接轨迹进行精确定位,通过双边驱动机构的气缸带动连接杆夹具向卡钳夹具靠拢并压紧,然后自动进行激光焊接。实际生产结果表明,该焊接系统可以满足产品的需求,焊接过程稳定可靠。
医疗卡钳 激光焊 定位 系统设计
0 序 言
医疗器械由于具有其特殊的应用范围,对其产品的质量要求非常高[1-7]。医疗卡钳一般为不锈钢材料,在生产过程中通过压铸成型,需要与连接杆焊接在一起,传统的焊接方式如电阻焊、氩弧焊等无法满足这种精密结构件的焊接,主要是因为这种结构件尺寸小,需要焊后强度大且无热变形[8-10]。激光焊是采用聚焦激光的能量为热源对部件局部快速加热,熔化后经过自然冷却形成连接体,具有明显的优势,如热影响范围小,焊后工件变形小,焊缝窄,焊接外观美观一致,焊接强度大,非常适合该医疗器械的连接加工[11-14]。
激光焊属于精密加工范畴,对工件的加工精度要求较高,对工件的本身缝隙要求高。一般需要专业的焊接夹具对工件进行定位,来保证激光束中心正对焊缝中心[15-18]。激光焊接时还需要对工件进行夹紧,抵消焊接过程中热影响导致的工件变形,从而减少虚焊或者焊接强度不稳定的风险。激光束本身与工件无接触,在实际生产中便于实现自动化,将激光焊与自动化生产结合起来,可以充分发挥激光焊的优势[19-21]。
文中结合医疗卡钳复杂的结构特点及激光焊接的优势,优化设计了整套焊接系统,充分考虑焊接产品质量的稳定性,同时提高生产效率。
1 焊接技术要求
待焊产品为医疗卡钳部件,结构如图1所示,待焊产品分别卡钳和连接杆,二者材质均为不锈钢SUS316。卡钳最大外形尺寸为75 mm×13 mm×4.7 mm,连接杆最大外形尺寸为φ9.6 mm×44.8 mm。需将两个部件焊接在一起,对搭接位置环焊一周,焊接完成后需达到拉力测试和跌落测试要求。

图1 焊接产品图
2 焊接系统总体设计
如图2所示,设备系统主要由机柜、夹具组件和控制系统等组成。设备采用手动上下料方式,焊接时卡钳和连接杆被夹紧后同时旋转,此时激光器开始出光对其进行焊接,激光输出镜头固定在三轴线性模组上,焊接时联动共同完成对所需轨迹的焊接。机柜内集成有工控机和电气元件板以及键盘鼠标等,系统主要为显示器和监视器,监视器可对焊接进行实时观察。其中激光器为Nd:YAG激光器,激光光束通过能量光纤传输,经过准直及聚焦加工头后,作用在工件上。
2.1 系统工作流程设计
夹具组件主要由双边驱动组件、激光输出镜头组件、光纤托架以及相应机加件组成,如图3所示。设备工作时、人工将待焊产品放入到双边驱动组件内,此后按下启动按钮,气缸将其夹紧,夹紧后开始出光焊接,双边驱动的旋转轴和接头的三轴线性模组一起联动,完成对产品的焊接。光纤托架可对光纤起到保护作用,焊接时光纤托架和激光输出镜头一起运动(水平方向)。
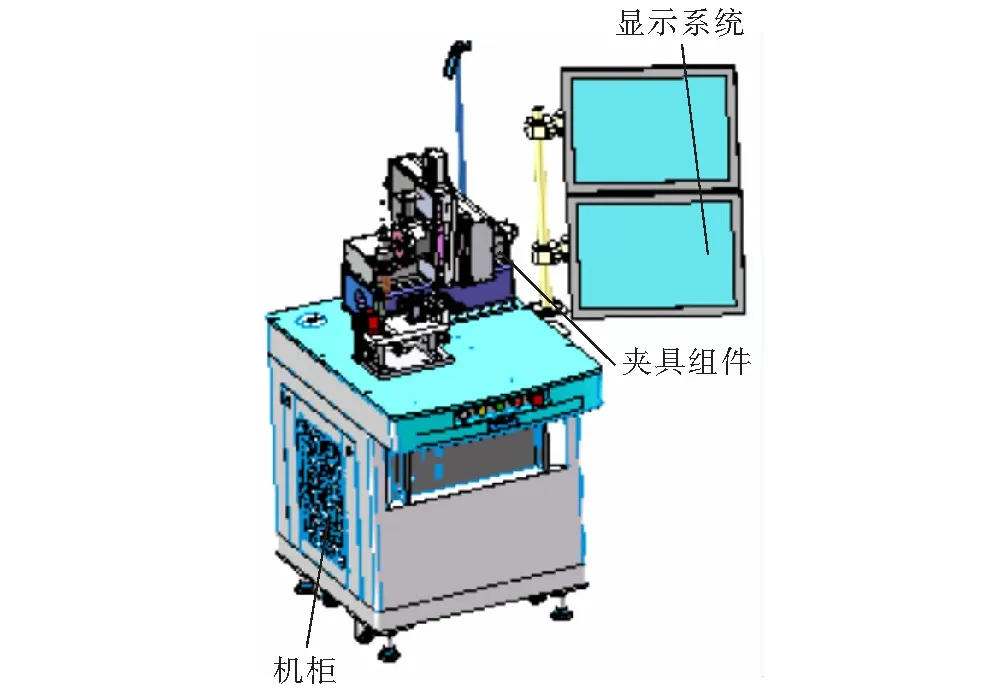
图2 总体机构图

图3 夹具组件机构图
2.2 卡钳夹具设计
如图4所示,卡钳为精密铸造件,精度较高,形状为异形结构,为使能够更好地对其进行定位,设计仿形结构夹具,其结构和卡钳铸造时的模具保持一致,仿形如图4a所示。将卡钳放入到仿形夹具内后,仿形夹具可限制卡钳的5个自由度,此后旋转固定螺钉可限制其一个自由度,限制了卡钳的6个自由度,完成最终的定位,如图4b所示。
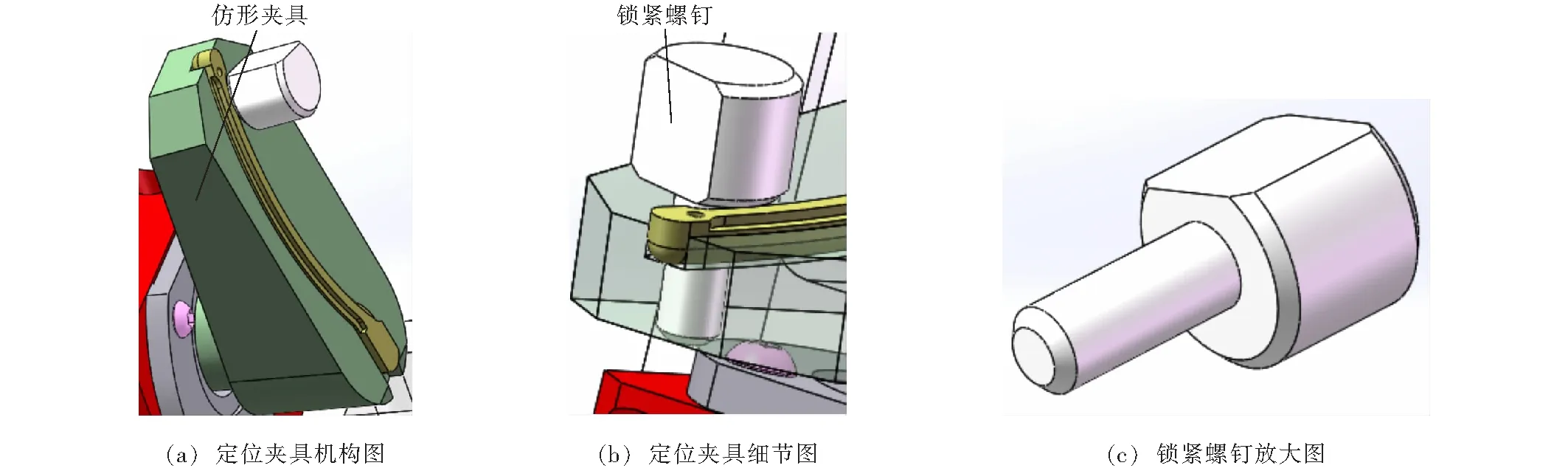
图4 卡钳夹具机构图
固定螺钉机构如图4c所示,加工时将大头部分铣掉一部分。上料时,螺钉处于松开状态,此时铣掉的这一部分正对仿形夹具的沟槽,可方便上料;上料完成后,旋转锁紧螺钉,锁紧螺钉即可压紧卡钳,螺纹副可自锁,故压紧后可保持这一状态。
2.3 连接杆夹具设计
连接杆结构和卡钳类似,亦为精密铸造的异形件,故其定位夹具也采用仿形机构,如图5a所示。其中,仿形夹具尾部为一轴形,和轴承座相连,尾部和联轴器相连,此联轴器为双边驱动机构内零件,图5b为连接杆定位夹具细节图。
2.4 双边驱动机构设计
待焊工件为两个独立的零件且二者之间没有任何定位结构,故在设计夹具时除了要将两个零件分别固定外,还需将两者同时定位及夹紧。否则会造成焊接时撕裂、虚焊或者焊接后二者相对角度不符合要求等后果。双边驱动机构主要通过对卡钳仿形夹具和连接杆仿形夹具的同时定位,达到对两个工件进行定位的作用,同时通过气缸等对工件进行压紧。
双边驱动机构主要由同步带、轴承座、驱动轴、伺服电机、气缸以及其他机加件等组成,如图6a所示。同步带1,同步带2和同步带3均带有胀套,安装时锁紧胀套上的螺栓即可。驱动轴左端连接同步带1,同步带2和同步带3,其中,同步带2和伺服电机相连,故同步带2为主动,同步带1和同步带3为从动,驱动机构细节如图6b所示。同步带1通过胀套和花键轴相连,花键轴套在轴承座1内(花键轴套在轴承座内以后,即可做轴向的直线运动也可做绕轴向的旋转运动),花键轴通过联轴器和连接杆夹具固定在一起,花键轴如图6c所示。连接杆夹具固定在一线性滑轨上,气缸通过转接机构和轴承座2连接,这样当气缸伸出或缩回时,可带着连接杆夹具在线性滑轨的导向下来回做高精度的直线运动。
驱动轴右端和同步带3连接在一起,同步带3和卡钳夹具连接在一起,卡钳夹具固定在轴承座内,可绕着轴承座做高精度的旋转运动。卡钳夹具旋转时所占空间较大,故上面的台板上面开有避位孔。设备工作时,气缸带着连接杆夹具向卡钳夹具靠拢并贴紧,此后开始多轴联动并出光完成焊接。焊接完成后,人工将焊接成品从夹具中取出(卡钳夹具中),气缸复位,将钳仿形夹具和连接杆仿形夹具退回到初始位置,形成一个循环动作。

图5 连接杆夹具机构图

图6 双边驱动机构机构图
2.5 焊接系统辅助机构设计
焊接过程中会产生大量的烟雾,需设计专用机构或增加专门的除尘机构。传统抽尘方式为固定形式,当接头运动后,抽尘口未运动,会导致除尘不彻底的情况。文中设计的抽尘系统与激光输出镜头固定,并且随激光输出镜头一起运动,保证对焊接烟尘进行实时抽尘。激光输出镜头固定在三轴线性模组上,三轴模组焊接时可联动。聚焦头固定在Z轴上,如图7所示,除尘嘴和激光输出镜头二者相对静止,焊接时由除尘嘴随动抽尘,对焊接过程中产生的烟雾及时清除,对光学镜片进行保护,同时保证产品不被熏黑。接头上配有CCD,可将焊接画面实时传输到监视器上,以便实时观察。

图7 激光输出镜头组件机构图
3 结 论
(1)针对医疗用的连接杆和卡钳的异形件结构焊接,根据工件铸造时的模具设计仿形夹具,分别对其定位。
(2)采用双边驱动机构对连接杆和卡钳的仿形夹具定位,间接对两个工件进行定位,同时通过气缸进行压紧处理,自动完成激光焊接。经过实际生产验证,该系统生产稳定,满足产品的所有功能要求。
[1] 王艳斌,徐 红.慢性萎缩性胃炎胃镜活检时两种活检钳取材深度的对比分析[J].吉林医学,2009,30(5):401-405.
[2] 赵 颖, 顾汉卿. 简述医疗器械生产质量管理规范[J]. 透析与人工器官, 2008, 19(4):20-27.
[3] 张 欣. 中国医疗器械制造业国际竞争力实证研究[J]. 中国医疗器械信息, 2012(12):10-14.
[4] 王安琪, 柯林楠, 黄元礼,等. 3D打印医疗器械标准现状和产品质量控制研究[J]. 中国医疗器械信息, 2017, 23(3):25-29.
[5] 张世庆, 卢 红, 郭 准,等. 关于植入性医疗器械生产质量管理规范的几点思考[J]. 中国医疗器械信息, 2017, 23(3):30-33.
[6] 王春仁, 冯晓明, 韩倩倩. 组织工程医疗产品质量控制的关键技术要求和标准[J]. 中国医疗器械信息, 2016, 22(19):1-4.
[7] 宋佳丽. 关于医疗器械质量检测相关问题的探讨[J]. 科学家, 2016, 4(5):112-112.
[8] 王 伟,黄 坚,赵耀邦,等.2A14铝合金光纤激光填丝焊热裂纹敏感性研究[J].焊接,2015(4):27-30.
[9] 陈玉华,柯黎明,徐世龙,等.超薄不锈钢片微激光焊接的焊缝成形[J].金属热处理,2008,33(10):95-98.
[10] 高延杰.镁铝合金薄板焊接用简易夹具[J].电焊机,2010,40(6):95-96.
[11] 杨立军,孙贵铮,王金杰,等.A304不锈钢薄板薄板激光焊工艺试验研究[J].电焊机,2011,41(1):66-69.
[12] 高晓龙,刘 晶,张林杰,等.Nd:YAG激光器焊接钛合金薄板的工艺研究[J].焊接,2014(2):19-33.
[13] 闫青亮,韩国明,李建强,等.不锈钢激光焊接工艺参数的优化[J].兵器材料科学与工程,2006,29(4):68-71.
[14] 杨建国,周 号,雷 靖,等.焊接应力与变形数值模拟领域的若干关键问题[J].焊接,2014(3):8-17.
[15] 丁红园,崔 丽,陈 俐,等.激光焊接工艺对铝锂合金T形接头微观组织的影响[J].焊接,2014(10):25-29.
[16] 衣思平,许宝忠,李 梅,等.锂离子蓄电池极耳的激光自动焊接[J].电源技术,2005,29(2):80-81.
[17] 周世杰,李云涛,宋继顺,等.激光焊接热源和焊速对温度场影响的数值模拟[J].电焊机,2014,44(10):85-88.
[18] 余阳春,王春明,余圣甫.5A06 铝合金的激光填丝焊接头组织与性能[J].焊接技术,2010,34(1):34-36.
[19] 吴轶群.圆柱电池负极片激光焊自动化生产线设计[J]. 焊接,2015(10):64-67.
[20] 刘志盛.超级电容器下集流体与壳体激光焊接夹具设计[J].焊接技术,2012,41(8):49-51.
[21] 孙莉莉.浅析激光钎焊技术在白车身焊接中的应用[J]. 机械制造,2015,53(7):82-84.
2016-11-25
河南省郑州市科技发展计划科技攻关项目(20140599)
TG454
邵凤翔,1973年出生,硕士。
李坤全,1976年出生,博士。
