窄间隙摆动电弧焊的传感信号处理
2017-07-12任震南何俊杰刘文吉
任震南 何俊杰 刘文吉
(天津工业大学 天津市现代机电装备技术重点实验室,天津 300387)
窄间隙摆动电弧焊的传感信号处理
任震南 何俊杰 刘文吉
(天津工业大学 天津市现代机电装备技术重点实验室,天津 300387)
在研究国内外电弧传感信号处理方法的基础上,考虑到窄间隙摆动电弧焊的传感信号容易受到噪声的干扰,提出了一种新的组合滤波法,包括削波处理、中值滤波和傅里叶滤波,对采集的电流信号进行滤波处理并在Matlab中进行仿真。结果表明,该滤波方法有效地改善了电流波形,提高了电流信号的信噪比。然后进行了不同偏差条件的焊接试验,通过比较理论偏差与提取的实际偏差,证明了该滤波方法的可行性。
摆动电弧 削波 中值滤波 傅里叶滤波
0 序 言
为保证焊接质量,需要对焊炬进行有效的实时跟踪控制。摆动电弧传感器的原理是通过检测焊接电流信号来判别焊炬与焊缝是否对中,而信号滤波处理的效果直接影响着焊缝实时跟踪控制的精度[1]。在实际的焊接过程中,由于受到多种干扰因素的影响,致使焊接电流信号含有很多的噪声和短路尖峰脉冲等干扰,这些干扰在很大程度上降低了焊缝实时跟踪控制的精度[2],所以必须选用合适的滤波方法对焊接电流信号实行滤波处理。针对上述问题,文中采用了削波处理、中值滤波和傅里叶滤波相结合的滤波处理方法并在Matlab中进行仿真。滤波结果表明该滤波方法可以明显地消除噪声干扰和改善电流波形,很大程度上提高了电流信号的信噪比,为焊缝偏差信息的提取和焊缝自动跟踪控制提供了依据。
1 焊缝跟踪系统的构成
图1为焊缝跟踪系统的结构图。该系统是由焊接电源、传感器、信息处理模块、控制机构和执行机构构成。焊接时传感器不间断地检测焊缝信息,通过信号处理模块进行信号的采集、信号的软件滤波和偏差提取,将得到的焊缝偏差信息作为控制量输入控制器,控制器控制驱动机构进而控制执行机构,从而使焊炬位置出现相应的变化,从而实现焊缝跟踪控制的目的。
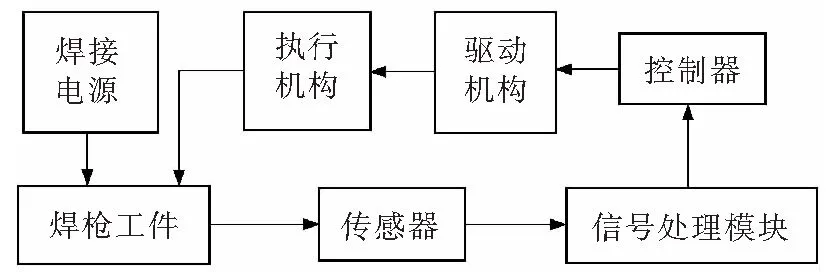
图1 焊缝跟踪系统
图2是进行摆动电弧传感焊缝跟踪控制研究的焊接小车,其摆动形式为匀速摆动,焊炬摆动示意图如图3所示。

图2 焊接小车

图3 摆动摆动示意图
2 信号的滤波处理
在进行实际的焊接时,由于外在因素的影响以及电弧信号本身的变化,必然会对传感信号产生干扰,从而使得传感信号品质下降。因此信号的滤波处理在传感信号分析中就变得尤为重要,其作用是消除噪声干扰和改善传感信号的品质,为后续的信号处理以及焊缝自动跟踪控制提供依据[3]。
现有的滤波算法很多,如中值滤波、小波滤波、数学形态学滤波等[4],但是分析采集的焊接电流信号(图4)可知,该电流信号中有很多短路过渡峰值电流且出现的频率非常不规则。同时考虑到削波处理和中值滤波可以有效的消除短路尖峰的影响,傅里叶滤波可以有效地滤除噪声并保留信号整体变化趋势,因此文中采用削波、中值滤波和傅里叶滤波相结合的滤波方法。

图4 焊接电流信号波形图
削波处理对于有较多短路峰值电流的波形信号来说是一种简单有效的信号处理方法。当焊炬在较小高度范围内变化时,焊接电流也是在一定范围内变化的,当电流超过某个值时就可以判定此时电弧发生短路。当焊接电流值大于某个电流设定值时,将此电流值用前面的小电流代替,这样不仅降低了噪声干扰的影响,而且保存了扫描坡口时电流变化这一有效信号。
中值滤波[5]对短路过渡的去除有一定的意义,并且当窗口长度合适时,中值滤波对于去除飞溅所产生的毛刺有很好的效果,能够去除一定的短路峰值电流干扰,而且不损害低频扫描的传感信号。中值滤波原理是首先选取固定大小的滤波窗口,然后找到窗口正中元素值并对窗口内所有的元素按大小排序找到中间值,最后用中间值替换窗口正中元素值。若窗口长度为5,窗口正中的元素数值为350,其他的元素数值分别为210,230,260,280,则按大小顺序排列的中间值为260,于是原窗口正中元素的数值350就用260进行代替,若350为干扰电流值,则被滤除掉。
由于可能会将有用的电流信号滤除,实际操作中,先从小窗口尝试,如果没有明显的信号损失则可将窗口加大,直至既有较好的滤波效果也没有较大的信号损失为止[6]。
傅里叶滤波[7]是分析信号成分的重要方法,它能够将信号从时域变换到频域内。傅里叶滤波的内容是:设定一个阀值f或一个阀值区间,将低于或高于这个阀值或在阀值区间内的信号振幅置零,相位信息不变。采用不同的阀值得到的滤波效果不同,当选择的阀值较小时,信号中的尖峰大部分被消除,波形光滑但存在失真现象,均值变小;随着阀值逐渐增加,尖峰出现的越来越多,原始信号被保存下来的也就越多。
3 试验验证
3.1 试验条件
试验所用坡口为V形坡口。坡口具体尺寸如图5所示。具体参数见表1。

图5 坡口尺寸

表1 焊接参数
3.2 试验结果及分析
焊接电流信号波形如图4所示。由图4可知,焊接电流信号中存在大量的短路尖峰,且峰值电流出现的时间并不明显,无法提取有效信息。
削波后电流信号波形图如图6所示。从图中可以看出,经过削波后的电流已经消除了大量的焊接过程中产生的短路尖峰电流,并且滤波后的波形与原波形保持较好的相似性。但是在图6的电流信号中仍然存在着许多干扰,为了提高信号的品质,仍需要对信号进行滤波处理。
中值滤波后电流信号波形图如图7所示。从图7可以看出,经过中值滤波可以消除很多焊接时短路过渡出现的毛刺干扰,并且相比于原波形而言波形的变化趋势基本没有改变,可以完整地反映变化趋势;同时也将原信号中波形模糊、变化剧烈的地方变得平滑饱满。但是中值滤波虽然能够部分消除短路尖峰噪声的影响,但是在电弧电流信号中还是存在尖峰噪声的突变问题,对偏差信息提取还是存在影响,要想完全的消除尖峰噪声的影响,还需要进行其他滤波。

图6 削波后电流信号波形图

图7 中值滤波后电流信号波形图
傅里叶滤波后电流信号波形图如图8所示。从图中可以看出,经过傅里叶滤波后的电流中已基本抑制掉了尖峰噪声的干扰,波形光滑,而且滤波后的波形和滤波之前的波形相比有很好的相似性。
从以上波形图可以看出,原始焊接电流信号经过削波、中值滤波和傅里叶滤波后,几乎完全去除了噪声的干扰,提高了信号的信噪比,为焊缝偏差信号的提取提供了准确的信息。
为了验证该滤波方法的可行性,文中做了几组试验来进行验证:对中、左偏0.4、左偏0.8、右偏0.4和右偏0.8。取焊炬左偏e为正值,焊炬右偏e为负值。对这几组焊接条件下的焊接电流信号进行滤波处理并利用积分差值法求取焊缝偏差,并与实际的焊缝偏差进行比较,结果如表2所示。

图8 傅里叶滤波后电流信号波形图

表2 实际偏差与理论偏差对比
从表2可以看出从滤波后的信号中可以准确的提取窄间隙的焊缝偏差信息,且精度比较可靠。
4 结 语
在分析窄间隙摆动电弧焊接电流中干扰信号以及滤波方法基础上,提出了一种包含削波、中值滤波和傅里叶滤波的组合滤波方法,并在Matlab中进行仿真。试验结果表明,该滤波方法几乎完全去噪声干扰,将电流信号波形处理为光滑的曲线,有利于焊缝偏差信号的提取。通过比较不同偏差条件下的理论提取偏差与提取的实际偏差,验证了该滤波方法的可行性。
[1] 熊震宇,张 华,贾剑平,等. 旋转电弧传感器的研制[J]. 传感器技术,2003(7): 5-9.
[2] 曾智英,张 华,叶艳辉,等. 旋转电弧传感器焊缝跟踪信号的采集与处理[J]. 焊接技术,2012(7): 17-22.
[3] 曾 露,孟正大,龚烨飞. 脉冲GMAW焊的摆动电弧传感信号处理[J]. 中南大学学报(自然科学版),2013(2): 329-333.
[4] 潘际銮. 现代弧焊控制[M]. 北京:机械工业出版社,2000: 175-267.
[5] 尹 力,洪 波,屈岳波,等. 旋转电弧脉冲GMAW焊的信号处理[J]. 焊接技术,2006(6): 52-54.
[6] 周 洪,孟正大. 电弧传感焊缝跟踪的信号处理 [J]. 华中科技大学学报(自然科学版),2008(10): 122-125.
[7] 何文平,吴 琼,成海英,等. 不同滤波方法在去趋势波动分析中去噪的应用比较[J]. 物理学报,2011(2): 818-226 .
2017-01-21
国家自然科学基金资助项目(U1333128);天津市科技计划项目(14ZCDZGX00802)。
TG409
任震南,1992年出生,硕士。主要从事焊接信号检测方面的研究。
