基于支持向量回归机的精密数控平台热误差建模与补偿研究*
2017-07-01张恩忠齐月玲冀世军程亚平长春工业大学机电学院长春00吉林大学机械科学与工程学院长春00吉林省新闻出版广电局长春00
张恩忠,齐月玲,冀世军,程亚平(.长春工业大学机电学院,长春00;.吉林大学机械科学与工程学院,长春00;.吉林省新闻出版广电局,长春00)
基于支持向量回归机的精密数控平台热误差建模与补偿研究*
张恩忠1,2,齐月玲3,冀世军2,程亚平1
(1.长春工业大学机电学院,长春130012;2.吉林大学机械科学与工程学院,长春130022;3.吉林省新闻出版广电局,长春130022)
为了提高数控机床的加工精度,文章以精密四轴数控平台为研究对象,采用PT100、激光干涉仪等仪器对X、Z轴的温度、定位误差进行测量与分析,研究精密四轴数控平台定位误差与温度之间的变化规律。运用支持向量回归机建立X、Z轴的热误差模型,利用网格搜索法对支持向量回归机热误差模型进行参数寻优,确定惩罚参数c和核函数参数g的最优参数值。在热平衡状态下,根据BP神经网络、支持向量回归机热误差模型分别计算出X、Z轴定位误差的预测值与测量值对比曲线,对比曲线和数据分析表明支持向量回归机的预测精度较高,其X、Z轴拟合偏差带宽均不超过0.6μm。依据支持向量回归机热误差模型的预测数据进行补偿实验,数控平台X轴的定位误差降低了89.55%,Z轴定位误差降低了85.67%。实验结果证明支持向量回归机建模方法具有较高的预测精度、泛化能力、补偿精度和鲁棒性。
数控平台;支持向量回归机;BP神经网络;模型;误差补偿
0 引言
随着航天航空、生物医疗、微电子、能源等高科技领域的飞速发展,对于制造业的精度、效率、稳定性等方面的要求越来越高。机床有“工业母机”之称,其对整个制造业的发展有着极其重要的意义。加工精度是衡量数控机床加工性能的重要指标之一。热误差对于精密超精密机床加工精度的影响较大,占到所有误差源的40%~70%[1-2]。有效的控制或减小热误差是提高数控机床加工精度的重要途径之一。
国内外的专家学者在数控机床热误差方面做了大量的研究并取得了大量成果[3-4]。李耀明[5]等人利用BP神经网络的非线性函数逼近能力,将其应用于数控机床误差辨识,得到可以代替实际系统的误差辨识模型,并通过实验证明了该方法的可行性。但是该算法较为复杂,通用性不好;杜正春[6]等基于RBF神经网络建立了数控机床热误差模型,并和经典最小二乘法建立的模型进行了综合对比,结果表明,RBF神经网络模型的拟合度和预测补偿能力优于经典最小二乘线性模型。但是RBF神经网络易丢失信息,数据优选过程中易出现病态;张宏韬[7]等人根据模糊神经网络对数控机床主轴径向热误差建立了模型,虽然该模型对数控机床误差做出了准确的预测,但是收敛速度较慢,需要较长的训练时间。
本文是在以气浮平台和旋转台为主要运动方式的四轴精密数控平台(结构简图如图1所示)上进行的热误差建模与补偿研究。利用铂电阻式PT100温度传感器、16通道的XSR90彩色无纸记录仪和Renishaw公司生产的激光干涉仪分别测量实验平台X、Z轴各个温度敏感点的温度和不同温升时间下定位误差。通过分析大量实验数据,得到四轴数控平台X、Z轴的温度与定位误差之间的关系,基于BP神经网络、支持向量回归机建模方法建立X、Z轴的热误差模型并进行了对比分析。依据支持向量回归机热误差模型进行了误差补偿实验,发现支持向量回归机可高效的从训练样本得到预测样本,增删样本对模型基本没有影响,相比传统神经网络方法具有算法简单,精度高,鲁棒性好等优点。
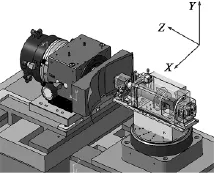
图1 四轴数控平台结构简图
1 四轴数控平台误差测量
为了得到四轴数控平台X、Z轴定位误差与温度之间的变化规律,利用PT100温度传感器、彩色无纸记录仪实时测量各个温度敏感点的温度,T1实时测量直线电机定子温度,T2实时测量定导轨温度,T3实时测量动导轨温度,T4实时测量床身温度,并且每次间隔25min记录各个温度关键点的温度,误差测量现场如图2所示。
利用激光干涉仪测量数控平台常温时X、Z轴的定位误差,然后使X、Z轴工作台不断往复运动,直至达到热平衡状态,并测量X、Z轴在各个时间点上的定位误差。图3为数控平台X、Z轴从开机到热平衡状态过程中不同时间下的定位误差变化曲线。
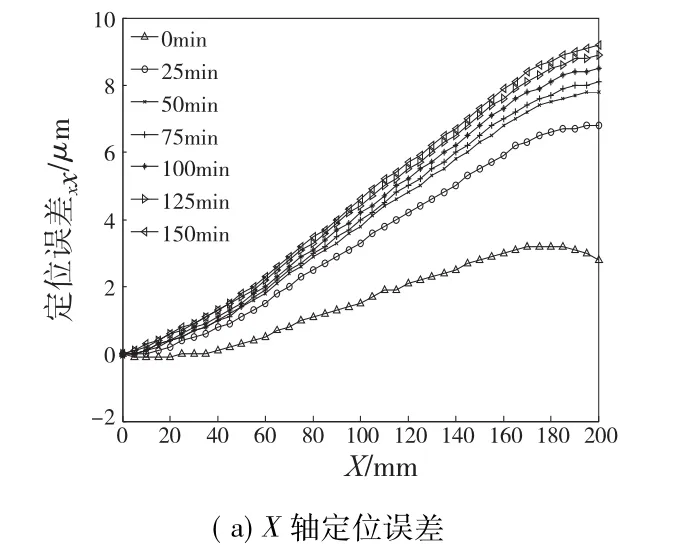
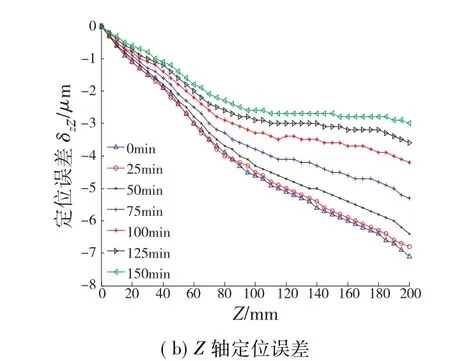
图3 定位误差曲线
根据图3可知,在0min~150min温升期间内,四轴数控平台两轴的定位误差值随着温度的不断上升而逐渐增大,数控平台运行150min以后,X、Z轴定位误差值和各个温度敏感点的温度值仅有微小的变化,数控平台基本达到热平衡状态。
2 数控平台误差建模方法对比分析
2.1 支持向量回归机建模
支持向量机(SVM)是在统计学习理论的基础上发展起来的一种机器学习算法,追求实际风险最小化和在小样本条件下得到最优结果[8]。支持向量机在不同程度上解决了以往机器学习方法存在的局部极小、模型选择等问题。支持向量机计算方便,应用范围广,发展迅速,在多个科技领域得到应用[9-12]。
支持向量回归机建立关于数控机床热误差的基本思想是将实验中所测的温度敏感点的数值变换到一个高维的特征空间后作为自变量,热误差作为因变量,建立如下回归函数[13]:

式中(xi,yi)(其中,i=1,…,n;xi∈Rd,yi∈R)为样本数量集,ω为权系数,b为阀值,
通过寻找最优w、b,在式(1)固定不变的情况下最小化置信范围,得到的最优化问题为:

其中,ε为不敏感函数。
利用拉格朗日乘子法求解凸二次规划问题,所得结果如下:

其中,只有部分参数不为0,它们就是问题中的SV。从而通过学习得到的回归估计函数为:


利用网格搜索法对支持向量回归机模型进行参数寻优,可得到X、Z轴的支持向量回归机模型最优参数值,X轴最优惩罚参数c值为42.1,核函数参数g(g=1/σ2)值为0.04,Z轴最优惩罚参数c值为29.2,核函数参数g (g=1/σ2)值为0.05。在MATLAB环境下,采用台湾大学林智仁博士等开发设计的LIBSVM工具包进行测试。选用四个关键温度点和位移值作为输入,误差值作为输出。在0min到150min温升期间内数控平台X、Z轴各有7组数据,分别选用X、Z轴定位误差的前六组数据进行训练建模,后一组数据进行验证。图4为SVR模型预测值与测量值对比曲线图。
对于变换比较复杂不易实现的情况,通常可以利用核函数解决。支持向量回归机中常用的核函数主要有多项式函数、径向基函数、Sigmoid函数等[14],本文采用的是径向基核函数,即:
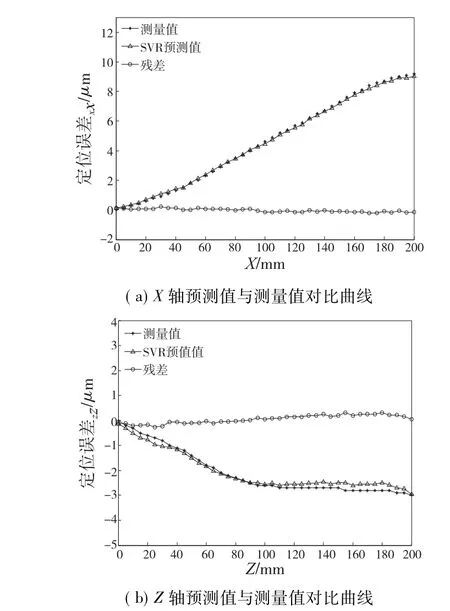
图4 支持向量回归机建模
2.2 BP神经网络建模
BP神经网络一般为多层神经网络,由BP神经元构成的双层网络。BP网络的信息从输入层流向输出层,因此是一种多层前馈神经网络。依据BP神经网络模型,采用相同的前六组训练样本进行建模、相同的检验样本进行验证。图5为BP神经网络模型预测值与测量值对比曲线图。

图5 BP神经网络建模
图4 为X、Z轴第7组SVR模型预测数据值与测量值对比曲线图,从图4中可知,四轴数控平台X轴残差范围为[-0.18~+0.15μm]和Z轴的残差范围为[-0.26~+0.28μm],经计算得出X、Z轴的均方差分别为0.0089μm和0.012μm。图5为X、Z轴第7组BP模型预测数据值与测量值对比曲线图,从图5中可知,四轴数控平台X轴残差范围为[-0.17~+ 0.22μm]和Z轴的残差范围为[-0.31~+0.41μm],经计算得出X、Z轴的均方差分别为0.028μm和0.0393μm。通过数据对比分析可知基于支持向量回归机方法建立的数控机床热误差模型的预测精度、鲁棒性明显优于BP神经网络热误差模型。
3 误差补偿实验验证
通过对比支持向量回归机和BP神经网络热误差模型,可知支持向量回归机热误差模型的预测精度更高,因此根据支持向量回归机热误差模型,计算X、Z轴在热平衡状态(150min)下的预测误差值,然后将预测值输入补偿控制模块中进行补偿实验。补偿实验结果如图6所示,从图6中可以看出,在热平衡状态下,依据SVR误差模型预测值进行补偿后,X轴定位误差从[0~8.9μm]降低到[0~0.93μm],Z轴定位误差从[0~-3.0μm]降低到[0~0.43μm],补偿实验数据证明补偿效果好,四轴数控平台定位误差得到显著降低。
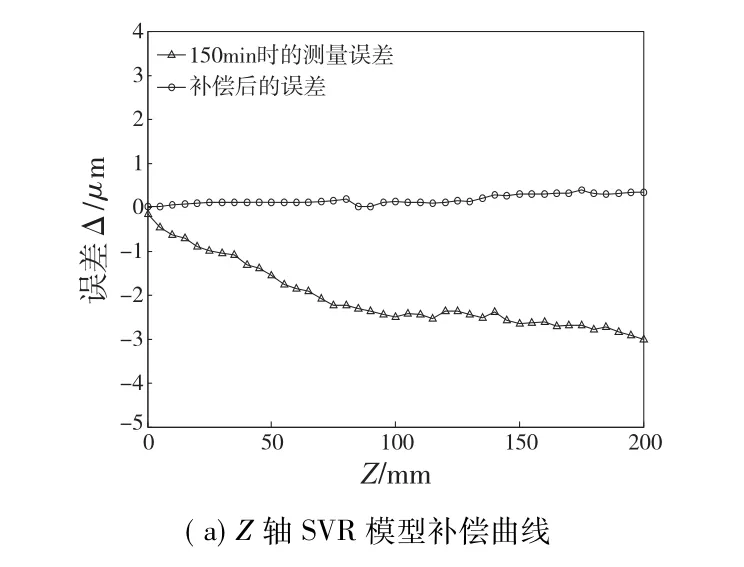

图6 误差补偿对比图
4 结论
通过对实验数据的研究分析,发现了数控平台X、Z轴定位误差与温度之间的变化规律;应用支持向量回归机建立了X、Z轴的热误差模型,从中发现支持向量回归机偏差带较窄,分散程度较小,偏离中心值的趋势较缓;依据支持向量回归机热误差模型预测数据分别进行补偿实验,X轴定位误差降低了89.55%,Z轴定位误差降低了85.67%。实验结果证明支持向量回归机具有较高的预测能力、补偿效果和鲁棒性。比较适合对数控机床热误差进行建模与补偿。本文工作为提高数控机床运行精度、加工精度和效率提供了理论依据与实践经验。
[1]WANG Y C,Kao M C,Chang C P.Investigation on the spindle thermal displacement and its compensate on of precision cutter grinders.Measurement,2011,44:1183-1187.
[2]杨建国,范开国,杜正春,等.数控机床误差补偿技术[M].北京:机械工业出版社,2013.
[3]蒙林涛,方辉,殷国富.KV800型立式数控铣床误差分析及其补偿[J].组合机床与自动化加工技术,2015(12): 70-73.
[4]李泳耀,丛明,廖忠情,等.机床热误差建模技术研究及试验验证[J].组合机床与自动化加工技术,2016(1):63-66,70.
[5]李耀明,沈兴全,孟庆义,等.基于BP神经网络的数控机床误差辨识方法研究[J].中北大学学报,2009,30 (6):574-578.
[6]杜正春,杨建国,窦小龙,等.基于RBF神经网络的数控车床热误差建模[J].上海交通大学学报,2003,37(1): 26-29.
[7]张宏韬,姜辉,杨建国.模糊神经网络理论在数控机床热误差补偿建模中的应用[J].上海交通大学学报,2009,43 (12):1950-1955.
[8]白鹏,张喜斌,张斌,等.支持向量机理论及工程应用实例[M].西安:西安电子科技大学出版社,2008.
[9]吕福祥,黄磊.基于粒子群优化的支持向量机在地表沉降预测中的应用[J].测绘信息与工程,2010,35(2):44-45.
[10]吴米佳,卢锦玲.基于改进粒子群算法与支持向量机的变压器状态评估[J].电子科学与工程,2011,27(3):27-31.
[11]刘春波,王鲜芳,潘丰.基于蚁群算法的支持向量机参数选择及仿真[J].系统仿真技术,2008,4(1):216-219.
[12]曾勍炜,徐知海,吴键.基于粒子群优化和支持向量机的电力负荷预测[J].微电子学与计算机,2011,28(1):147-149,153.
[13]王建国,张文兴.支持向量机建模及其智能优化[M].北京:清华大学出版社.2015.
[14]白鹏,张喜斌,张斌,等.支持向量机理论及工程应用实例[M].西安:西安电子科技大学出版社,2008.
(编辑李秀敏)
Thermal Error Modeling and Compensation for Precision Polishing Platform Based on Support Vector Regression Machine
ZHANG En-zhong1,2,QI Yue-ling3,JI Shi-jun2,CHENG Ya-ping1
(1.School of Electrical and Mechanical,Changchun University of Technology,Changchun 130012,China;2.College of Mechanical Science and Engineering,Jilin University,Changchun 130022,China)
To improve the accuracy of CNC machine tools,precision four axis CNC platform for the study,Several kinds of instruments such as laser interferometer,temperature sensor w ere used to repeatedly measure and analyze the temperature and positioning errors of X,Z axes,found that change rules of between position error and temperature change for the four axis CNC precision in X,Z axes.The thermal error model of X,Z axes was established based on support vector regression,the grid search method for support vector regression thermal error model parameter optimization,and then to determine the penalty parameter c and kernel function parameter g optimal parameter values.In the thermal equilibrium state,according to the BP neural netw ork,support vector regression machine thermal error model to calculate the prediction data comparing curves of X,Z-axis positioning error.Comparison curves and data analysis show that the prediction accuracy of support vector regression machine is high,and the fitting bandwidth of X,Z-axis value w as verified to be less than 0.6μm.A compensation experimentwas carried outaccording to X,Z-axis positioning error ofprediction data,and CNC platform positioning errors of X-axis reduced by 89.55%,and the Z-axis positioning errors are respectively reduced by 85.67%.The experimental results demonstrate that support vector regression modeling method has higher prediction accuracy and generalization ability,compensation accuracy and robustness.
CNC platform;SVR;BP neural network;model;error compensation
TH165;TG659
A
1001-2265(2017)04-0048-04
10.13462/j.cnki.mmtamt.2017.04.012
2016-10-09
“973”国家重点基础研究发展计划课题(2011CB706702);吉林省教育厅“十三五”科学技术研究规划项目:精密数控机床误差综合建模与补偿关键技术的研究(JJKH20170560KJ)
张恩忠(1971—),男,乌兰浩特人,长春工业大学副教授,研究方向为智能精密制造,(E-mail)zhangenzhong@ccut.edu.cn。