甲醇合成塔焊缝产生裂纹的原因分析及修复
2017-06-28武大勇申岩迎吉新杰
武大勇,申岩迎,吉新杰
(新乡中新化工有限责任公司,河南 新乡 453800)
甲醇合成塔焊缝产生裂纹的原因分析及修复
武大勇,申岩迎,吉新杰
(新乡中新化工有限责任公司,河南 新乡 453800)
介绍了甲醇合成塔的主要技术参数以及B6焊缝产生裂纹的状况,分析了甲醇合成塔B6焊缝产生裂纹的原因,并制定了现场修复方案,总结了修复经验及应注意的事项。
甲醇合成塔;B6焊缝;裂纹;修复;热处理;探伤
doi:10.3969/j.issn.1004-8901.2017.03.016
甲醇合成塔是甲醇装置生产中的核心设备,该设备属三类压力容器,管程介质为合成工艺气,主要成分为易燃易爆的CO、H2混合气体,壳程介质为脱盐水,压力5.0MPa,温度250℃,一旦发生泄漏事故,不仅会造成生产系统停车,还可能带来人员伤亡事故[1]。新乡中新化工有限责任公司的甲醇合成塔于2011年9月投入使用,在2016年6月,筒体与下管板连接环焊缝(以下称B6焊缝)上方热影响区出现蒸汽外漏,该公司立即停车检查。对B6焊缝及热影响区进行UT检查,发现B6焊缝及上方热影响区存在较多纵向裂纹,严重危及设备的安全使用。该公司立即与苏州天沃科技股份有限公司以及南京三方化工设备监理有限公司一起对B6焊缝裂纹产生的原因进行了分析,并制定返修方案,包括返修过程中的注意事项。
1 甲醇合成塔结构及主要工艺参数
该甲醇合成塔是典型的水冷型Lurgi甲醇合成反应器,管壳式的结构。管内装催化剂,管间用脱盐水,用很大的换热面积来移去反应热,达到接近等温反应的目的。但该反应器结构复杂,上下管板处联结点和焊点多,制作困难,为防止壳体和管板、管板和反应管之间残余应力,对材料及制造方面的要求较高。甲醇合成塔简图见图1。

图1 甲醇合成塔结构示意
该甲醇合成塔尺寸为φ4 000mm×60mm,其受压元件所采用的材料为:壳程筒体材料为13MnNiMoNbR,管板材料为20MnMoNbⅣ。设备主要技术参数见表1。
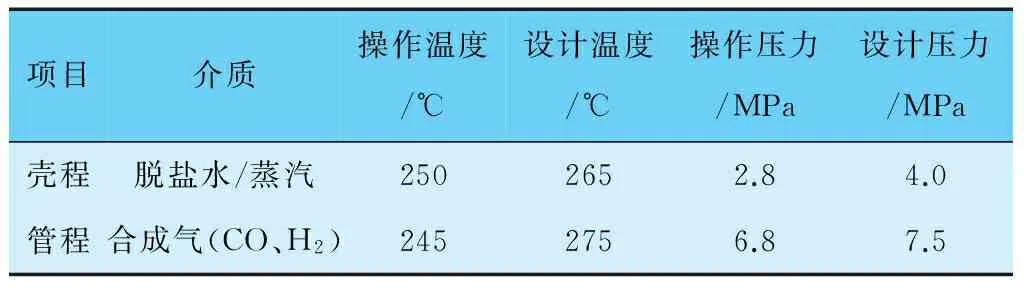
表1 甲醇合成塔工艺参数
2 B6环焊缝裂纹状况
在设备运行过程中,发现B6焊缝上方出现砂眼状蒸汽泄漏,泄漏位置处于B6焊缝热影响区。出现泄漏情况后,该公司立即停车进行UT检测,发现B6焊缝及焊缝上方热影响区存在较多裂纹,无规则地分布在整条环焊缝及热影响区,大多数为垂直于焊缝的纵向裂纹(见图2),极少数为平行于焊缝的横向裂纹;大多数裂纹长度为20~50mm,集中在焊缝范围内,极少数裂纹延伸至热影响区内;除发生泄漏处裂纹贯穿壳程筒体外,其余裂纹深度距筒体外壁约10~20mm处,未出现穿透筒体现象,但多数裂纹已经裂至筒体内壁,严重影响焊缝的强度。

图2 B6焊缝纵向裂纹
3 B6焊缝裂纹原因分析
该甲醇合成塔壳程介质为脱盐水,经过了严格地除氧、除氯处理,且其他焊缝均未出现裂纹等缺陷,故不存在介质腐蚀问题。由于受限于空间结构,B6环焊缝只能从筒体外侧进行单边焊接双面成型,焊接质量难以保证。同时,该甲醇合成塔筒体材料为13MnNiMoNbR高强钢,在焊接过程中需要进行预热和消氢处理,焊接完成后需要进行消应力热处理[2]。同样受限于空间结构,热处理时只能在筒体表面进行局部热处理,并且筒体壁厚为60mm,局部热处理难度进一步加大。而热处理的任何一个环节处理不到位,都有可能造成焊缝出现裂纹,因此,判断焊缝裂纹是因热处理效果不佳而造成的。
4 现场修复方案
根据B6焊缝UT检测情况,制定了现场返修方案:将B6环焊缝均匀分段进行返修,返修时按照预热、清除裂纹、补焊、热处理、探伤检测及水压实验的步骤进行作业。
4.1 预热
由于是现场进行返修,甲醇合成塔壳体内仍残存有较多水分,在进行气刨清除裂纹前,必须要进行充分预热,将壳体内水分烘干。同时,由于筒体壁厚为60mm,预热是受甲醇合成塔结构限制,只能在筒体外壁进行局部加热,因此,应适当延长预热时间。具体预热方案为:对B6焊缝及周围200mm范围内均匀预热,预热温度达到150~250℃,并持续加热120min以上,最大限度确保筒体内外壁温度均匀一致。
4.2 清除裂纹
充分预热后,使用碳弧气刨将裂纹缺陷清除干净,并打磨坡口渗碳层,保温自然冷却,刨除裂纹的坡口要圆滑,同时适当控制气刨角度,便于焊接。自然冷却至常温后,对气刨坡口及缺陷处进行100%PT检测,以确保裂纹清除干净。
4.3 补焊
焊接时保证焊接周围200mm范围内及焊接层间温度150~200℃,并按照焊接工艺评定DⅢ-3-2H,WSⅢ-2-1H进行焊接作业[3]。堆焊后适当打磨清理,使得坡口根部便于单边焊接双面成型,方可进行坡口焊缝的焊接。焊接后立即进行消氢处理,加热宽度范围应超过补焊区域100mm,并设置好保温措施,加热温度应达到消氢处理的温度范围,确保热处理效果[4]。消氢处理的工艺参数按照图3曲线进行。焊接完成24h后,对焊缝进行100%UT+100%MT检测,分别为Ⅰ级合格,并对其热影响区100mm范围内进行100%UT+100%MT检测,分别为Ⅰ级合格。

图3 消氢处理温度曲线
4.4 焊后热处理
焊缝检测合格后,对焊缝及热影响区进行消应力热处理。热处理范围超过焊缝和补焊区域100mm,并设置好保温措施,保温层厚度不小于100mm,确保热处理过程中受热均匀[5]。由于现场返修作业,受工况及环境影响,保温时间可适当延长1~2h,以充分消除焊缝及热影响区残余应力。热处理温度曲线按图4进行。

图4 热处理温度曲线
4.5 探伤检测
热处理24h后,应对焊缝及其热影响区100mm范围内再次进行100%UT+100%MT检测,分别为Ⅰ级合格。
4.6 水压试验
探伤检查合格后,按照GB150—2011《压力容器》设计标准,对甲醇合成塔壳体进行水压试验,试验压力7.58MPa[6]。试验合格后,应对焊缝及其热影响区100mm范围内再次进行100%UT+100%MT检测复查,分别为Ⅰ级合格。
5 返修总结
甲醇合成塔是甲醇装置的核心设备,一旦出现设备事故,将会造成不可估量的危害。因此,对出现裂纹的B6焊缝应加大监测频次,以便尽早发现并消除隐患。同时,在返修过程中应注意以下几点,以避免再次出现焊接质量事故。
(1)裂纹缺陷必须清除彻底。裂纹缺陷不仅存在于焊缝范围内,部分裂纹已经延伸到筒体热影响区,因此,必须将裂纹缺陷彻底清除,以避免返修焊接时再次产生裂纹。
(2)充分预热。由于甲醇合成塔设备已经投入使用,工艺介质已经进入设备内,而13MnNiMoNbR焊接时容易产生冷裂纹,因此,在返修时应对返修部位充分预热,以便于消除设备内水汽,避免出现焊接冷裂纹。
(3)做好防雨措施。受露天环境限制,且由于返修作业时间较长,必须要做好相应的防风防雨措施,以避免大风、下雨等恶劣天气影响焊接质量。
(4)适当延长热处理保温时间。由于筒体壁较厚,加之热处理时是局部加热,容易出现筒体内外两侧受热不均,导致筒体内侧温度达不到预热温度,因此,热处理时适当延长保温时间。
[1]周俊鹏,崔淑芬,李民.20万吨/年甲醇合成塔制造[C].全国压力容器学术会议,2009.
[2]李玉虎,刘静,杨占波.甲醇合成塔的焊接制造[J].压力容器,2007,24(12):22-25.
[3]王淑华,邱国洪,邢育新.13MnNiMoNbR高强钢的焊接[J].焊接技术,2008,37(3):62-63.
[4]杨晓杰.甲醇合成塔制造中焊接接头硬度的控制[J].压力容器,2006,23(5):52-54.
[5]魏志强,吴清卫.甲醇合成塔环缝开裂的现场检修[J].压力容器,2010,27(9):55-57.
[6]GB150-2011,压力容器[S].
[7]石建玲,王关林.甲醇合成塔环焊缝开裂原因分析及修复[J].化肥设计,2012,50(3):27-29.
修改稿日期: 2017-04-13
Crack Analysis and Repair of Weld Seams in Methanol Synthesis
WU Da-yong,SHENG Yan-ying,JI Xin-jie
(XinxiangZhongxinChemicalCo.,Ltd.,XinxiangHenan453800,China)
This paper introduces the main technical parameters of the methanol synthesis tower and the crack state of the B6 weld,analyzes the causes of the crack in the B6 weld of the methanol synthesis tower and makes the plan of the field repair program as well as summarizes the experience of repairing and the matters needing attention.
Methanol synthesis tower;B6 weld;crack;repairing;heat treatment;flaw detection
武大勇(1974年—),男,河南林州人,1995年毕业于河南化工学校,工程师,现主要从事设备管理工作。
10.3969/j.issn.1004-8901.2017.03.016
TQ223.121
B
1004-8901(2017)03-0059-03
