五粮液“包包曲”的生产特点和展望
2017-06-27彭志云
钟 莉,郑 佳,彭志云,赵 东
(四川省宜宾五粮液股份有限公司,宜宾四川644000)
五粮液“包包曲”的生产特点和展望
钟 莉,郑 佳,彭志云,赵 东
(四川省宜宾五粮液股份有限公司,宜宾四川644000)
综述了五粮液“包包曲”的生产工艺流程和控制、工艺特点和技术创新。从现代分析检测技术、分子生物学等分析检测技术体系及制曲机械化进展等方面诠释包包曲传统制作技艺精髓的意义及技术前景,并提出了基于大数据技术的制曲智能化设想。
五粮液; 包包曲; 生产特点; 展望
制曲技术是我国特有的一份民族遗产。曲的制作和应用,实际上是我国酿造史上的一场革命,不仅推动了酿造业的发展,而且一直沿用至今,给现代发酵工业和酶制剂工业带来了深远影响。尽管在无曲之前也有酒,但只是曲类微生物作用于糖类或淀粉类物质上生成的低度发酵酒,类似于现在的黄酒。只有当制曲技术和蒸馏技术出现后,酿酒才得到了规模化的发展,从此“酒就离不开曲”。俗语说“美酒必备佳曲”“曲为酒之骨”(白酒酿造中把糟醅比作肉,水比作血,曲为骨),其中“曲定酒型”之说足以证明曲在酿酒过程中的重要地位[1-2]。
1 五粮液“包包曲”的历史
中国名优白酒都是采用大曲固态法酿造。大曲的生产为生料制曲,原料包括大麦、小麦、高粱、豌豆。大曲分类可按培养品温(高温、中温、低温)和香型(酱香、浓香、清香、兼香等)分类。各种大曲无论是原料配比、生产工艺、发酵特点均有所不同,但在酿造过程中都起到提供酶系(糖化发酵)、提供菌系(微生物)、提供香源(酒的香味物质或生香前体物质)、提供物系(投粮作用)的四大作用。“曲定酒型”的根本原因在于大曲的菌系和生香作用的区别。具有特色的五粮液“包包曲”是在长期的制曲历史过程中形成的,五粮液传统制曲是将拌均匀的曲料装入曲盒,用手压紧,再用双足掌从两头往中间踩,踩出包包并提出麦浆(俗称提浆),踩曲要踩紧,特别是四周一定要踩实,中间可略松,应均匀无裂缝。目前,五粮液根据传统制曲的原理正在逐步走上机械化、智能化的制曲技术之路。
2 五粮液“包包曲”的生产工艺流程及控制
五粮液是浓香型白酒的典型代表,在生产过程中除了采用5种粮食为原料、独特的生产工艺、不可复制的酿造生态环境外,“包包曲”是其生产的特色之一。五粮液大曲因在制作过程中,曲的中部隆起,形似包包状,因此叫“包包曲”。五粮液“包包曲”采用纯小麦生料制曲,其生产工艺流程见图1。
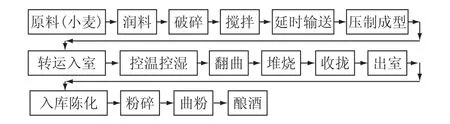
图1 五粮液“包包曲”制曲工艺流程
(1)原料:采用软质小麦,坚实、饱满、均匀、皮薄,具有小麦固有的综合色泽和气味,不能有异杂味。
(2)润料:以小麦表面收汗、柔润,口嚼无清脆声响,不黏牙为标准,润料水温为65~75℃。
(3)破碎:破碎小麦烂心不烂皮,呈栀子花瓣状。
(4)拌料:均匀、无干麦粉,用手捏成团而又不黏手,冬季拌料用温水、夏季用冷水,最后麦粉含水量控制在38%~40%。
(5)压制成型:曲坯成型,松紧度基本一致,厚薄均匀,表面光滑,基本无裂纹,富有弹性,不缺边掉角,表面无干粉。
(6)入室安曲:培菌室内地面糠壳厚度6~8 cm,曲坯间距1~2 cm,曲坯与墙壁的间距≥10 cm,边安曲坯边搭盖草帘。
(7)培菌:根据曲坯发酵情况,通过适当地开(闭)门、窗的方式,调节温度、湿度,排出潮气,给有益微生物创造良好条件。培菌过程必须做到“前缓、中挺、后缓落”。
(8)控温控湿:曲坯入室在2 d内不得“排潮”,2~3 d后,必须开窗排潮,开窗排潮时间和次数根据环境气温决定。
(9)翻曲:根据曲坯的发酵情况,在技术指标内决定翻曲时间和堆码层次,第一次翻曲时间一般在入室后的3~7 d。翻曲时只能检查品温,不能“排潮”,翻曲次数不能少于3次。
(10)堆烧:曲坯之间留约3 cm的间距,品温控制在58~60℃,堆烧后搭盖草帘保温,避免品温急剧下降。
(11)收拢:最后一次翻曲,把曲坯靠拢,不留间隙,堆至5~6层,收拢后必须搭盖草帘保温,保持后火缓慢下降,防止产生黑心曲、窝水曲等。
(12)出室:验收后的成曲块必须在2 d内出室入库陈化。
(13)入库陈化:曲块堆码整齐,留有间隙,以利通风透气,防止曲块陈化中受潮发烧,杜绝二次产菌,保证曲的质量。加强对曲库温度(常温)、湿度的控制和曲虫的治理,经常检查库曲陈化情况,发现异常,立即采取措施解决。
(14)粉碎:陈化曲储存期必须达到3个月才可以粉碎,最长不超过6个月。不可一次粉碎过多,粉碎后的曲粉应在24 h内发往酿酒车间。
(15)验收(感官为主、理化为辅)
感官指标:曲香纯正,气味浓郁;“穿衣”良好,断面整齐,菌丝粗壮紧密,以猪油白色或乳白色为主;兼有少量(≤8%)黄色、红色、黑色菌斑(直径≤10 mm),其他异色<2%。
理化指标:糖化力热季≥600,冷季≥700;发酵力≥200,同时还要进行水分、酸度、液化力、蛋白质分解力、淀粉含量等的检测。
3 制曲过程中的异常现象及处理措施
3.1 不穿衣(皮厚)
曲坯入房后2~3 d,仍未见表面生出白斑菌丛,即叫作不生霉或称不生衣。这是由于曲坯在室外放置过久或者入房后升温过猛导致曲表面水分蒸发过多所造成的,这时应加盖草垫或麻袋,或喷洒热水,至曲块表面润湿为止,然后关好门窗,使其发热穿衣。
3.2 窝心曲(生心曲)
曲中微生物在繁殖后半期,由于温度过低或骤降,以致曲心微生物不能继续生长繁殖,造成生心,俗话说:“前火不可过大,后火不可过小”,其原因就在这里。因此,在制曲过程中,应经常检查,如果生心发现得早,可把曲块之间的距离拉近一些,把生心较重的曲块放到上层,周围加盖草帘,并提高室温,促进微生物生长,或许可以“挽救”。如果发现太迟,内部已经干燥,则无法“医治”了。
3.3 黑心曲
由于在曲坯培菌过程中,后火过小而不能及时散发过多的水分,在这种湿度大、温度较低的环境下,有利于毛霉菌等生长而形成黑心曲。
3.4 曲香不正
由于中挺时间过长造成曲坯断面颜色偏黄,曲香显老气或者中挺期曲坯平均温度偏低、中挺期过短造成曲坯断面嫩气,曲香平淡。因此在培菌管理过程中,应通过及时翻曲,并留有适当的间距,加盖合适的草帘(热季,应拉大曲坯间距,减少垒堆层次,仅搭盖一层草帘,延长排潮时间,以利于曲坯的散热;冷季,曲坯应缩小间距,增加垒堆层次,缩短排潮时间,以控制曲坯品温)。
3.5 豆豉气味
由于麦料拌料不匀,有灰包疙瘩,局部水分不易走失,入房曲坯前期品温在40℃以上滞留时间过长,致使蛋白质分解氨基酸过度产生豆豉气味。因此麦料拌和一定要均匀,尽量消除灰包疙瘩,在培菌前期进行及时的排潮,以通入新鲜空气供微生物呼吸。
3.6 醋酸味
醋酸味表现为曲坯入房前2天、3天就散发出刺鼻的醋酸味,曲坯表面不“穿衣”,起黏液,表面呈黑色,曲坯内部无主体霉。这是由于拌料时水分过大,造成曲坯过软易变形,排潮不及时造成升温过快,在高温高湿环境下滋生大量生酸菌;或者冷季曲坯无法正常升温,培菌过程中采取不当措施进行提温致使曲坯水分走不出,为生酸菌提供了有利生长条件,抑制了霉菌和酵母菌等有益菌群的生长,造成曲坯酸败。因此根据季节、气温变化灵活调节麦粉粗细度及拌料水量,及时排潮,避免高温高湿环境;拉大曲坯间距,适时、适度排潮,控制曲坯品温缓慢上升,防止潮气回滴、品温下降。若品温下降,应及时揭去草帘、麻袋,关闭门窗,以对曲坯进行升温。
3.7 反火曲(二次制曲)
成曲在贮存过程中,由于曲块通风不良或者水分过高,造成成曲在贮存室内产生“二次升温”、即“倒烧”的现象。反火曲对酿酒十分有害,因为曲块的二次升温产生了大量酿酒过程中不需要的有害微生物。
4 五粮液“包包曲”的特点及技术创新
4.1 五粮液“包包曲”的特点[3]
高温大曲的培养顶温可达60~65℃,中温大曲的培养顶温可达50~60℃,低温大曲的培养顶温可达40~50℃。传统单粮浓香型大曲为平板曲,属于中温曲,主要富集中、低温微生物,优点是菌系和生物活性较强,但曲香欠浓郁。五粮液多粮浓香型大曲为“包包曲”,属于中温偏高曲,因“包包”部位较厚,在培菌过程中其品温相对较高,可达63℃。由于高温培养,富集了大量耐温芽孢杆菌等及高温条件下产生的一系列曲香成分,因此五粮液“包包曲”集中温曲和高温曲二者优点于一身。因此“包包曲”在发酵过程中微生物生长及代谢产物的积累相当丰富,与五粮液酒独特风格中“曲香”“陈味”的产生有紧密的关系。
4.2 五粮液制曲的技术创新
4.2.1 机械制曲和楼房制曲。五粮液公司在20世纪90年代处于超常规发展状态,大曲用量急剧增加。传统的人工踩曲已经满足不了公司高速发展的需求,公司加快了机械化、微机控温、控湿制曲生产工艺的研制工作,于1993年正式投入生产使用。整个机械制曲生产过程,采用了除尘、除铁设备、运输设备、搅拌设备、磨粉设备、制曲设备、电子计量设备等。从粮食的选料、出入仓计量、润麦、磨粉、加水拌和、润粉直至曲块压制成型及发酵,干曲块转运储存、粉碎、打包全过程均实现了机械化生产,填补了国内白酒制曲生产行业机械化制曲的空白。同时为了节约成本、土地等,五粮液公司首创了楼房制曲,其后机械化制曲和楼房制曲在全国普遍推广应用。
4.2.2 五粮液公司早期研发的双开、高排酒曲发酵室的设计与应用技术。五粮液公司在传统单开、低排发酵工艺的基础上,把空气动力学、流体学原理、热交换原理与大曲微生物生产代谢规律有机地结合起来,成功地开发了双开、高排酒曲发酵室生产技术,建成了年产10万t以上的五粮液专用制曲生态工业园区。使曲药菌系、酶系及前体香味物质更趋稳定和丰富,有效地提高了大曲质量,为传统制曲规模化、工业化生产开辟了新途径,有着巨大的经济效益、社会效益和推广价值。获“2005年中国食品工业协会第二届科技成果大会一等奖”以及“首届中国食品工业协会白酒委员会科学技术大会优秀科技成果一等奖”。
4.2.3 五粮液公司依据传统人工踩曲的原理,提出了以PLC自动控制系统为主要技术支撑,结合制曲生产工艺和机械制曲的设备状况,自主开发了以“自动清扫器”“自动雾状喷水”“倒压模”制曲坯为核心技术的“倒压模制曲技术”及配套的“倒压模曲醅成型机”。倒压模制曲技术是在保持传统浓香型制曲精髓的同时进行了技术创新,有利于曲醅成型、提浆、保水、保湿,使成型曲坯质量和工艺符合率大大提高,为发酵室培菌管理创造了良好的“前置条件”;也有利于后期培曲管理,总体提高一级曲比例20%以上。而且“倒压模”机制曲坯的稳压时间大大缩短,吨曲耗电下降13%,节能降耗成效相当明显。
4.2.4 制曲时的冰水拌料技术,解决了热季制曲时入房品温过高、前期升温过猛的情况,保证了培菌过程中“前缓、中挺、后缓落”的要求。
4.2.5 CO2制曲虫[4]
曲虫历来就有,大曲在贮存期如果缺乏科学管理,形成了有利于曲虫大量繁殖的环境条件,致使曲虫发生和危害日益严重,陈曲常常被曲虫蛀得千疮百孔,造成严重的粮耗和影响大曲的质量。尤其在每年7—9月份曲虫种群生长的高峰期,成虫在厂区内外到处飞舞,对曲库附近的生产或生活区造成严重影响,干扰职工办公及休息。五粮液公司较早采取以下措施对曲虫进行防治。
(1)将制曲车间建立在远离生产区和生活区的地方,防止曲虫对生产、生活的干扰。
(2)经过研究曲虫的生理特性发现:通过对空气中氧的控制可以在短时间内抑制和杀灭曲虫,而且不会复活。经过多种方案的比较,首创了选用食品级的CO2气体来防治曲虫对曲药的危害。使用CO2气体来防治曲虫,成曲曲香纯正,菌丝完整,提高了酿酒的优质品率。
5 展望
5.1 应用现代技术充分诠释传统制曲过程
5.1.1 风味化学技术诠释传统制曲过程
由于中高温大曲是由粉碎的小麦和其他原料(如豌豆、大麦等)压制成型的固态基质,富含油脂、蛋白质、淀粉等,这些物质在培曲过程中,在微生物的作用下,逐渐被分解代谢,进而生成了多种多样的挥发性香气物质及香气物质的前体物质。研究结果表明,不同类型的大曲的香气成分显著不同,从大曲的生产开始就已决定了该香型白酒的风格特征和流派。由于不同厂家样品的质量的差异较大,使得样品中香气物质的构成存在较大差异,尤其是五粮液包包曲,其独特的鼓包结构,兼顾了中温大曲和高温大曲的优点。赵东等[5]首次将配备PDMS纤维萃取头的HS-SPME检测了100 g五粮液包包曲粉中的香气成分,共检出了68种挥发性成分,发现了近30种吡嗪物质以及与成品酒香气成分相似的化合物,如乙酸、己酸、己酸乙酯等。张春林等[6]基于HS-SPME分析了泸州老窖中高温大曲中的香气成分,检出了54种化合物,大曲的挥发性风味物质主要为醇类(28.6%)、酯类(16.0%)、酮类(8.9%)、醛类(7.1%),另外吡嗪类(17.9%)在大曲中的含量高。范文来等[7]利用HS-SPME分析了某浓香型大曲中香气成分,共检出112种挥发性成分,含量高的化合物是酸类和吡嗪类化合物,含量均超过17%,其次是芳香族化合物和醇类化合物(11%~15%),再次是醛类化合物和呋喃类化合物(8%~10%)。
5.1.2 现代分子生物学技术及微生物学诠释传统制曲过程
20世纪80年代,施安辉[8]、任道群[9]、姚万春[10]等利用传统培养法分析了不同地域的中高温曲中微生物群落的数量及构成信息,认为芽孢杆菌种类和数量较多,细菌中优势菌群是乳酸杆菌属(Lactobacillus)、醋酸杆菌属(Acetobacter)、芽孢杆菌属(Bacillus)等;曲块不同部位微生物的差异比较结果认为霉菌尤其是根霉(Aspergillus)是曲块侧面和曲包表层的优势类群,曲心的优势菌群主要是芽孢杆菌,曲块底面主要是青霉和犁头霉,而黄曲霉、红曲霉和酵母菌在曲块各部位均有检出。随着分子生物学的飞速发展,聚合酶链式反应(PCR)技术自21世纪初开始应用于浓香型白酒微生物群落结构的研究。Wang等[11]分析了不同类型大曲中的细菌(16S rRNA V3区)和真菌(26S rRNA D1区和18S rRNA)群落构成,结果佐证了传统培养法的结果即乳酸菌(Lactobacillus)在大曲中是优势细菌菌群,Saccharomycopsis fibuligera和Pichia anomala是大曲的优势酵母菌。Xiong等[12]分析了白云边3种不同类型大曲(人工制曲、机械制曲和混合曲),结果显示芽孢杆菌属(Bacillus)和枝芽孢杆菌属(Virgibacillus)为优势细菌,霉菌为优势真菌(包括Penicillium、Aspergillus和Monascus等),优势的酵母菌为Saccharomyces cerevisiae、Saccharomycopsis fibuligera、Pichia anomala和Debaryomyces hansenii。
宏基因组测序是近年来快速发展并渗透至多学科的有效的基因测序手段,无需分离纯培养单一菌株,提取体系基因组DNA后,直接在基因水平研究挖掘环境中微生物群落资源,同时,该方法体系兼具有成本低、通量高、覆盖率高等优点。陈玲等[13]基于Illumina Miseq测序平台分析了中高温大曲中细菌群落的结构组成,高通量测序发现了13个门,22个纲,33个目,61个科,133个属,厚壁菌门(79.32%)、变形菌门(15.04%)和放线菌门(1.77%)是优势的细菌菌群,在属的分类水平中Bacillus、Lactobacillus、Weissella、Pantoea、Lactococcus等是优势属。
五粮液包包曲独特的鼓包结构使它接触空气的比表面积比一般平板酒曲大,便于更广泛地富集环境中的微生物。同时,宜宾当地独特的自然环境条件,开放式生态环境中适宜五粮液酿造的微生物菌群在制曲过程中随原料进入培曲过程。包包曲在发酵过程中,表皮、内层和曲心温度不同,这样适合不同温度生长、繁衍的微生物富集,鼓包部位温度较高,适宜于高温微生物生长,平板部位则适合中偏高温微生物生长。五粮液集团公司率先在行业中购置了Illumina NextSeq 500高通量测序平台,目前正系统研究五粮液包包曲中的原核微生物与真核微生物菌群的结构。初步研究中(未报道结果),大曲原核微生物中共检出22个门,包括:广古菌门(Euryarchaeota)、酸杆菌门(Acidobacteria)、放线菌门(Acinobacteria)、装甲菌门(Armatimonadetes)、拟杆菌门(Bacteroidetes)、衣原体门(Chlamydiae)、绿弯菌门(Chloroflexi)、蓝细菌门(Cyanobacteria)、芽单胞菌门(Gemmatimonadetes)、厚壁菌门(Fimicutes)、梭杆菌门(Fusobacteria)、变形菌门(Proteobacteria)、螺旋体门(Spirochaetes)、互养菌门(Synergistetes)、软壁菌门(Tenericutes)、疣微菌门(Verrucomicrobia)等。绝大部分序列可归类到260属中(细菌255属,古菌5属),优势科属细菌包括Corynebacterium、Staphylococcus、Lactobacillus、Leuconostoc、Bacillus等。包包曲中真核微生物菌群检出了子囊菌门(Ascomycota)、担子菌门(Basidiomycota)、壶菌门(Chytridiomycota)、球囊菌门(Glomeromycota)、结合菌门(Zygomycota)等。优势科属真菌为Thermoascus、Emericella、Aspergillus、Eurotium、Candida、Pichia、Saccharomycopsis、Rhizomucor等。
5.1.3 风味化学及微生物学相关联的研究
由于大曲的制曲过程沿袭了传统制曲工艺,其中涉及了生料压坯,微生物在培曲过程中随品温自然演替等过程,使得曲的质量受自然环境、培曲工艺等因素的影响大,进而造成了成品曲的质量波动较大,影响后续糟醅发酵。随着对大曲微生物及风味化学研究的层层深入,目前将大曲中分离出的特色产酯、产香微生物菌种应用到传统大曲培曲过程中提高成品曲的质量。王耀等[14]将分离的细菌、酵母、霉菌按照细菌-酵母1%,霉菌以固态形式添加量3%,含水量47.5%的生料进行强化大曲的培养,添加有益微生物的强化大曲的理化指标达到或优于传统大曲,强化大曲与传统大曲所产的酒之间在骨架香味成分上无明显差异。陈雪玲等[15]利用糟醅和曲房分离的8株细菌(包括芽孢杆菌属细菌和葡萄球菌属细菌)制备了复合菌种强化大曲,其理化指标(糖化力,液化力,发酵力和酯化力)较传统大曲显著提高。
与酿酒有关的酶系主要包括糖化酶、液化酶、半纤维素酶、蛋白酶、纤维素酶、酯化酶、果胶酶、单宁酶等[16]。20世纪80年代,邓小晨等[17]利用聚丙烯酰胺凝胶电泳结合淀粉同工酶染色技术分析了不同发酵时期大曲曲皮和曲心同工酶谱的差异性,认为霉菌型淀粉酶占优势(其中根酶淀粉酶占相当比例),细菌型其次。王晓丹等[18]探讨了大曲酶系与酒质的关系,分析了诸如糖化酶、蛋白酶、酯化酶在不同酶活力水平下的代谢产物(乳酸乙酯、己酸乙酯、杂醇油、丁酸乙酯等)的产量情况。
5.1.4 多元菌系、酶系的工艺应用创新
众所周知,中国传统白酒发酵过程属典型自然发酵过程,开放式生产环境,丰富多样的微生物菌群共栖,协同发酵,最终形成了独特风格的白酒。认识微生物菌群的共酵机理将更加有助于白酒发酵过程的代谢调控。凌杰等[19]探讨了地衣芽孢杆菌与酿酒酵母的相互作用,认为地衣芽孢杆菌的生产受酿酒酵母较强的抑制作用,而高温可以减弱抑制过程。吴建峰等[20]分析了酒曲分离芽孢杆菌B. subtilis S12固态发酵产四甲基吡嗪的合成机制。黄永光等[21]从酱香型白酒制曲、酒醅堆积和发酵糟醅中分离了多种芽孢杆菌,分析了其发酵产香气成分的类型及特征酶类并探讨了多菌种共酵的机制。包包曲在制曲过程中,微生物菌群受温湿度、氧气浓度以及菌种间代谢物的相互影响,其多菌种共酵机制势必纷繁复杂,因此,结合上述风味化学与微生物学探究的结果,分离特殊功能菌株,有步骤地进行不同类型微生物菌株间相互关系以及与环境因子的关联性等为理清大曲制曲机制打下坚实的基础。
5.2 智能化制曲
5.2.1 制曲装备的现代化
制曲是酿酒的一个重要环节,属于传统行业,虽然近几十年进行了大量的改进,但制曲仍然存在劳动强度大、劳动环境差,大曲品质不稳定的情况。随着社会的发展和劳动力成本的不断攀升、招工难的情况越来越突出、能源消耗愈来愈严重、国家对环保、清洁文明生产要求越来越高,生产环境、食品安全要求更加严格,传统白酒改变生产方式已经迫在眉睫。白酒的机械化酿造(包括制曲机械化)是一种历史必然趋势,在未来将有很大的发展和提升空间。
虽然五粮液由于生产工艺的原因,全面实现机械化较为困难,但是五粮液公司很早就开始了制曲机械化的探索。1995年,在酿酒行业最早开发了液压制曲机、曲块粉碎生产线成套设备代替人工制曲,基于可调式压力及压紧时间等参数控制,联合磨粉机、延时输送机、螺旋输送机等设备组成制曲机械化作业自动生产线,生产的包包曲具有曲块成形厚薄均匀,表面平整,松紧度适中,提浆效果好等优点。
五粮液公司率先在行业内引进微机架式制曲工艺,通过镍锘电阻丝、轴流降温机、鼓风机、喷水机和对流搅拌风机等设备的使用,具有控温、控湿、供氧和对流等功能,结合传统制曲工艺对曲房中曲坯发酵过程进行实时调控,为白酒酿造有益微生物提供一个适合其生长繁殖的生态环境。此工艺虽在很大程度上提升了曲房培曲过程的自动化水平、不需要保温、保湿材料(草帘和糠壳),但因微生物生长情况难以确定,培曲过程可变因素较多,微机无法灵活应对并处理异常发酵问题,容易造成成曲的品质不及人工培曲,且各批次间曲药的质量不够稳定[22-23]。
5.2.2 大数据时代的智能化制曲
近年来,随着社会信息化、装备智能化程度的不断提高,云计算、物联网等大数据时代关键技术已深入应用于诸如零售、食品安全等行业,其工程实践已经引起各行各业的高度重视。物联网技术为信息自动化提供采集数据的可能,其中涉及了诸多传感设备,如温湿度传感器、图像传感器等,借助物联网汇聚海量数据。这些海量数据汇聚成巨大的数据集,为后续的数据调查研究提供参考[24]。
包包曲制曲过程中涉及复杂的微生物菌群,同时在不同时空节点微生物代谢产生的纷繁多样的酶类、香气物质以及香气物质的前体等,这都对各种数据的综合关联处理提出了更高的要求。随着大数据、物联网及传感器技术的发展,基于大数据技术全面掌握大曲制曲过程中微生物群落的演变规律参数、香气成分的量比关系变化规律、理化参数与以上两者之间的关系以及在异常制曲过程中出现的关键问题等,构建包包曲制曲过程大数据库,基于数据库设计研发出能模拟或复制传统制曲过程的智能化集成系统将是未来智能化制曲的发展方向。目前,五粮液、古贝春、古井贡等企业已将无线传感器物联网技术应用于大曲培曲过程温度的控制中[25]。曹敬华等[26]基于多传感器检测的PLC控制技术开发了一套自动化制曲、粉曲的控制系统,该系统涵盖了上位机控制与乡村控制完全分离技术、无线传感器网络技术、大数据、多屏显示技术及网络信息技术。
五粮液公司积极响应中国白酒“158计划”和“3C”计划关于加强白酒机械化、自动化系统研究,加快传统白酒机械化、智能化技术改造的号召,早在2010年就正式启动了《制曲、酿酒工艺技术装备机械化自动化开发》项目研究工作,针对传统酿酒核心工序环节实施机械化自动化探索和发展,一直坚持固有的酒质、风格特色,即五粮液的品质不能发生改变,坚持“传承、创新、发展”的科学原则,致力于工艺操作、工艺控制更加实时化、规范化、程序化和稳定化。为了争取早日实现白酒生产机械自动化这一宏伟目标,在将来的工作中,还需注重现代生物技术在制曲生产中的应用,在充分认识制曲机理的基础上,加大研究力度,实现制曲关键环节的突破,将制曲、酿酒、勾兑和包装等环节连接成一个有机整体,从本质上完全实现白酒生产的全线机械自动化,推动我国白酒产业的工业化和现代化发展。
[1] 沈怡方.白酒生产技术全书[M].北京:中国轻工业出版社,2007.
[2] 赖登燡,王久明,余乾伟,等.白酒生产实用技术[M].北京:化学工业出版社,2012.
[3] 赵东,张晓莲,陈双为,等.五粮液“包包曲”的特点及常见病害的剖析防治[J].酿酒科技,2015(12):53-56.
[4] 王国春,陈林,赵东,等.CO2防治曲虫[J].酿酒科技,2008 (7):55-57.
[5] 赵东,李扬华,向双全,等.顶空固相微萃取气相色谱质谱法测定曲药中的香味成分[J].酿酒科技,2006(5):92-94.
[6] 张春林,敖宗华,炊伟强,等.顶空固相微萃取-气质联用快速测定大曲中的挥发性风味成分[J].食品科学,2011, 32(10):137-140.
[7] 范文来,张艳红,徐岩.应用HS-SPME和GC-MS分析白酒大曲中微量挥发性成分[J].酿酒科技,2007(12):74-78.
[8] 施安辉,王春荣.浓香型酒大曲中细菌的分布及主要产酸细菌的鉴定[J].山东食品与发酵,1996(4):20-23.
[9] 任道群,唐玉明,姚万春,等.浓香型大曲曲外层和曲心的差异研究[J].酿酒科技,1997(6):13-14.
[10] 姚万春,唐玉明,任道群,等.泸州老窖国窖曲曲坯层次间微生物差异研究[J].酿酒,2005,32(5):35-37.
[11] WANG H Y,GAO Y B,FAN W L,et al. Characterization and comparison of microbial community of different typical Chinese liquor Daqus by PCR-DGGE[J].Letters in applied microbiology,2011, 53:134-140.
[12] XIONG X M,HU Y L,YAN N F,et al.PCR-DGGE analysis of the microbial communities in three different Chinese“Baiyunbian”liquor fermentation starters[J]. Journal of microbiology biotechnology,2014,24(8):1088-1095.
[13] 陈玲,袁玉菊,曾丽云,等.16S rDNA克隆文库法与高通量测序法在浓香型大曲微生物群落结构分析中的对比研究[J].酿酒科技,2015(12):33-40.
[14] 王耀,张龙云,张春林,等.有益功能微生物在强化大曲生产中的应用[J].酿酒科技,2014(12):53-59.
[15] 陈雪玲,王涛,游玲,等.复合菌剂制备强化大曲的应用研究[J].酿酒科技,2015(9):58-61.
[16] 张中义,杨志龙,罗俊.酒曲酶系、菌系特征及酿造过程中微生物动态变化[J].酿酒,2008,35(5):24-29.
[17] 邓小晨,王忠彦,胡永松,等.大曲发酵过程中微生物淀粉同工酶的研究[J].微生物学通报,1995,22(3):143-146.
[18] 王晓丹,班世栋,胥思霞,等.浓香型大曲中酶系与白酒品质的关系研究[J].中国酿造,2014,33(1):44-47.
[19] 凌杰,吴群,徐岩,等.酱香型白酒发酵中地衣芽孢杆菌与酿酒酵母的相互作用[J].微生物学通报,2013,40 (11):2014-2021.
[20] 吴建峰,徐岩.白酒细菌酒曲固态培养条件下B.subtilis S12产四甲基吡嗪的合成机制[J].食品与生物技术学报,2014,33(1):8-15.
[21] 黄永光,杨国华,张肖克,等.产酱香风味芽孢杆菌类菌株发酵代谢产物及其酶分析研究[J].酿酒科技,2013 (1):41-45.
[22] 钱冲,廖永红,张弦,等.白酒生产机械自动化技术应用进展[J].中国酿造,2013,32(12):5-8.
[23] 钟怀利.改进架式曲工艺提高架式曲质量[J].酿酒科技,2004(5):46-48.
[24] 陈少杰,张亮,王浩.大数据背景下视频风险管理的问题与对策[J].食品研究与开发,2014,35(18):224-227.
[25] 何宏魁,李安军,万春环.物联网技术在白酒行业应用综述[J].酿酒科技,2012(2):91-96.
[26] 曹敬华,陈枫,刘彬波,等.自动化制曲生产线控制系统的开发[J].酿酒科技,2016(9):89-93.
Production and Development Prospects of Wuliangye Bulgy Daqu
ZHONG Li,ZHENG Jia,PENG Zhiyun and ZHAO Dong
(Wuliangye Co.Ltd.,Yibin,Sichuan 644000 China)
The production procedures,quality control strategy,technical features and technical innovation of Wuliangye bulgy Daqu were reviewed.The essence of traditional production technology of bulgy Daqu as well as its technical prospects were described from the aspects including modern analysis&detection technology,molecular biology,mechanized starter-making,etc.In addition,the concept of bulgy Daqu production based on big-data platform was put forward.
Wuliangye;bulgy Daqu;production features;prospects
TS262.6;TS261.7
A
1001-9286(2017)06-0037-07
10.13746/j.njkj.2017032
2017-02-22
钟莉(1966-),女,酿酒工程师,现为五粮液股份有限公司制曲车间主任,在酿酒行业从事了20余年的技术、分析和管理工作。
赵东(1964-),男,教授级高工,中国酿酒大师,研究方向为微生物发酵工程和白酒酿造技术,发表论文30余篇。
