Mg质量分数对ER5356焊丝焊后接头组织性能的影响
2017-06-24徐振贾品峰侯忠霖郭菁庞启航于德川
徐振,贾品峰,侯忠霖,郭菁,庞启航,于德川
(辽宁科技大学材料与冶金学院,辽宁鞍山114051)
Mg质量分数对ER5356焊丝焊后接头组织性能的影响
徐振,贾品峰,侯忠霖,郭菁,庞启航,于德川
(辽宁科技大学材料与冶金学院,辽宁鞍山114051)
为了提高焊丝焊后接头力学性能,研究了Mg质量分数对ER5356焊丝焊后接头组织性能的影响,优化了焊丝成分。焊接母材选用7A52铝合金板材,采用钨极惰性气体保护焊进行板材对接焊,观察焊接接头的显微组织,进行力学性能实验。研究表明,焊缝区是上述焊接接头最为薄弱的环节。随着焊丝中Mg质量分数的增加,焊接接头的强度不断增强,延伸率随之下降。
ER5356焊丝;焊接接头;显微组织;力学性能
近年来,随着国内外建筑、船舶、低温工程、车辆、桥梁、化工机械和航空航天事业的发展,各领域对铝合金焊接结构件的需求也日益增多。但由于铝合金自身特殊的物理化学性质,如热膨胀系数大、对氢的溶解度随温度变化大、极易氧化等,铝合金焊接过程中极易存在一些难以解决的问题。使用铝合金焊接铝合金结构时,热输入量较高,焊后接头软化严重,这极大地制约了铝合金焊接件在各个领域中的应用[1-6]。大量研究表明,在不改变焊接母材与焊接工艺的条件下,优化焊接填充材料成分可以有效提高焊丝焊接性能[7-10]。赵志浩等研究发现,在ER5183焊丝和ER4043焊丝中添加微量的Zr、Sc、Mg等可以大幅提高ER5183焊丝焊后焊接接头的强度,增强ER4043焊丝焊后堆焊层的耐磨性[11]。基于此,本文以传统Al-Mg焊丝(ER5356)合金成分为基础,改变焊丝中主合金元素Mg质量分数,配合使用金相显微镜、扫描电镜、透射电镜、万能拉伸实验机等设备研究了Mg质量分数对传统ER5356焊丝焊后焊接接头组织与性能的影响。
1 实验方法
实验用ER5356焊丝直径为3.1 mm,对接焊用铝合金母材为7A52铝合金板材,厚度为4 mm,板材为T6态,母材与焊丝合金成分如表1所示。焊接试验采用手工钨极惰性保护焊,焊接形式为板材对接焊,单面焊接,双面成形,焊接用母材的尺寸规格为250 mm×100 mm×4 mm。
焊接前,配合使用物理与化学的方法对母材进行焊前预处理,先用机械打磨的方式去除母材表面及坡口附近的氧化膜,再使用丙酮等有机溶剂清洗母材表面,去除母材表面的油污,之后将处理后的母材装入密封袋中密封,在15 min内进行焊接实验。焊接工艺参数为焊接电流190 A,电压9 V,速率0.8 mm/s,保护气流量15 L/min,使用100%氩气进行保护。

表1 母材与焊丝合金成分,%Tab.1 Chemical composition of base metal and welding wires,%
从焊缝处截取金相试样,截取试样时应垂直于焊缝方向,试样经机械抛光和Kerell试剂腐蚀后在Leica DMI5000M光学金相显微镜下观察焊接接头的显微组织,同时采用岛津SHIMADZU SSX-550扫描电子显微镜观察焊后焊接接头组织,使用能谱测试分析组织中的物相成分。利用TECNAI G220型透射电子显微镜观察并分析合金的微观组织形貌时,使用线切割机在焊缝处切取出1 mm的薄片后,在2000#粒度的砂纸上减薄至80 μm,最后用双喷法化学减薄。使用SANS CMT-5150微机控制电子万能拉伸实验机对焊丝焊后焊接接头进行常温拉伸试验,每组数据均为三次测量结果的平均值。
2 实验结果及讨论
2.1 力学性能
不同Mg质量分数的ER5356焊丝焊后接头进行常温拉伸实验,断裂均发生在焊缝处,这表明焊缝区是上述焊丝焊后焊接接头最为薄弱的环节。具体实验结果如图1示。随着ER5356焊丝中Mg质量分数的增加,焊丝焊后焊接接头的抗拉强度和屈服强度随之增大,但延伸率随之下降。当焊丝中Mg质量分数由4.8%增加到5.1%时,焊丝焊后焊接接头的抗拉强度和屈服强度分别提高了2.9%和5.9%,延伸率下降了2.2%;当焊丝中Mg质量分数由5.1%增加到5.4%时,焊丝焊后焊接接头的抗拉强度和屈服强度仅分别提高了1.0%和1.9%,延伸率则下降了5.6%。上述结果表明,提高ER5356焊丝中Mg质量分数有利于提高焊丝焊后焊接接头的强度,但会降低焊接接头的延伸率。此外,当焊丝中Mg质量分数较高时(5.1%),进一步增加焊丝中Mg质量分数无法再显著提高焊接接头的强度,同时还会造成焊接接头延伸率的明显下降。
2.2 显微组织
焊接接头主要由焊缝区(WZ)、熔合区(FZ)、热影响区(HAZ)以及母材(BM)所组成,其中焊缝区、熔合区合热影响区均可以成为焊接接头的薄弱环节。图2为不同Mg质量分数的ER5356焊丝焊后焊缝区组织。焊缝区组织由明显的等轴晶组成,不同Mg质量分数的ER5356焊丝焊后焊缝区组织晶粒尺寸无明显区别,但组织中非平衡相数量随着焊丝中Mg质量分数的增加而增多。

图1 不同Mg质量分数的ER5356焊丝焊后接头常温拉伸强度Fig.1 Tensile strength at room temperature of welded joints welded by ER5356 welding wires with different Mg contents
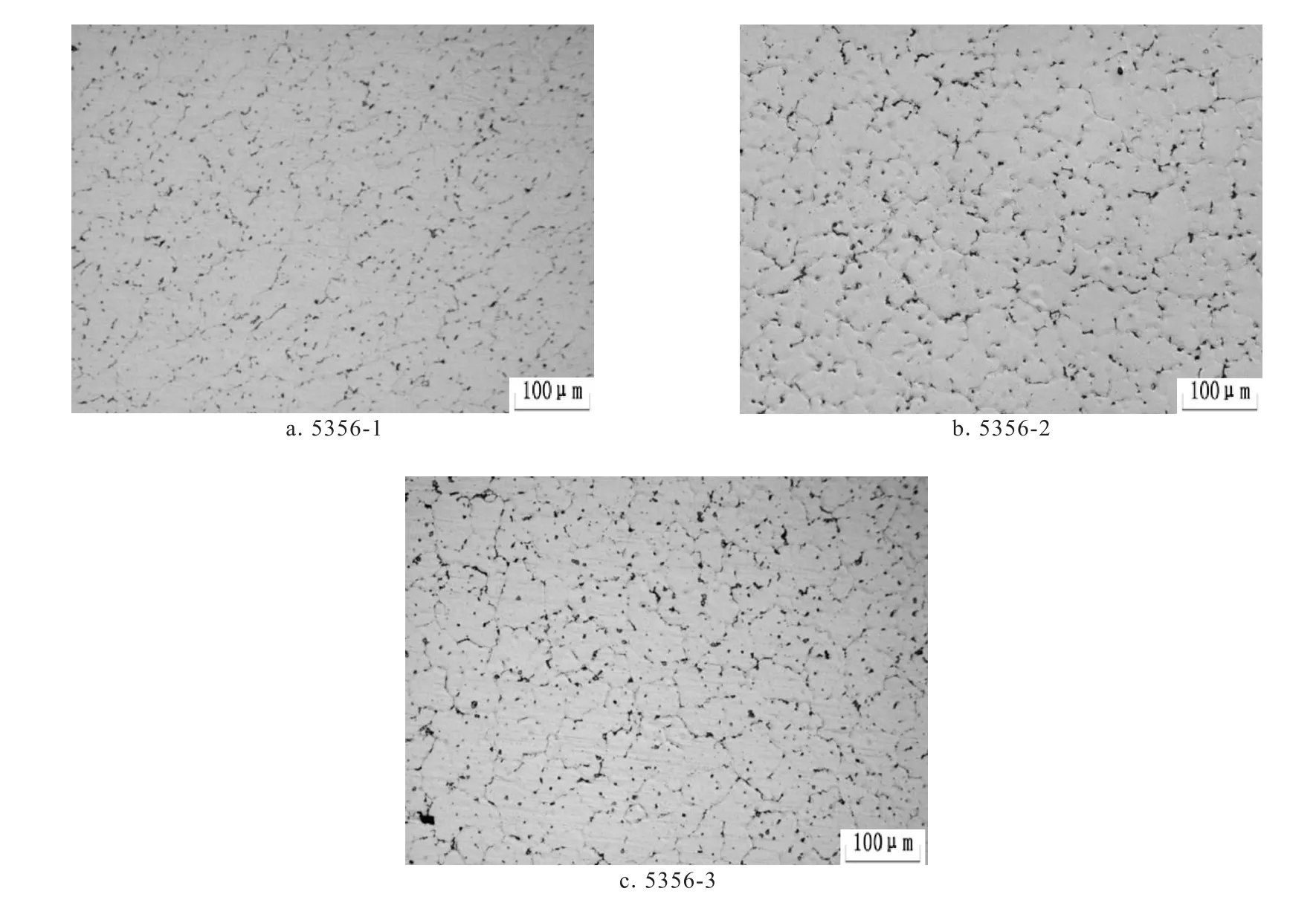
图2 不同Mg质量分数ER5356焊丝焊后焊缝组织Fig.2 Microstructures of WZ with ER5356 welding wires with different Mg contents
使用扫描电镜观察焊缝组织中的非平衡相,如图3所示。焊缝组织中存在非平衡相主要为Al3Mg2相。Al3Mg2相的存在主要是由于焊接时焊缝冷却速度较快,合金中的Mg元素不能完全固溶于基体中,从而导致部分的Mg与Al结合生成了Al3Mg2相。使用透射电镜观察焊缝组织,如图4所示。焊缝组织存在纳米级的析出相,能谱分析结果表明这些析出相是含Mn相,并不是含Mg相。

图3 ER 5356-2焊丝焊后焊缝组织扫描电镜图像及能谱分析结果Fig.3 SEM image and EDS analysis result of WZ with welding wire ER 5356-2
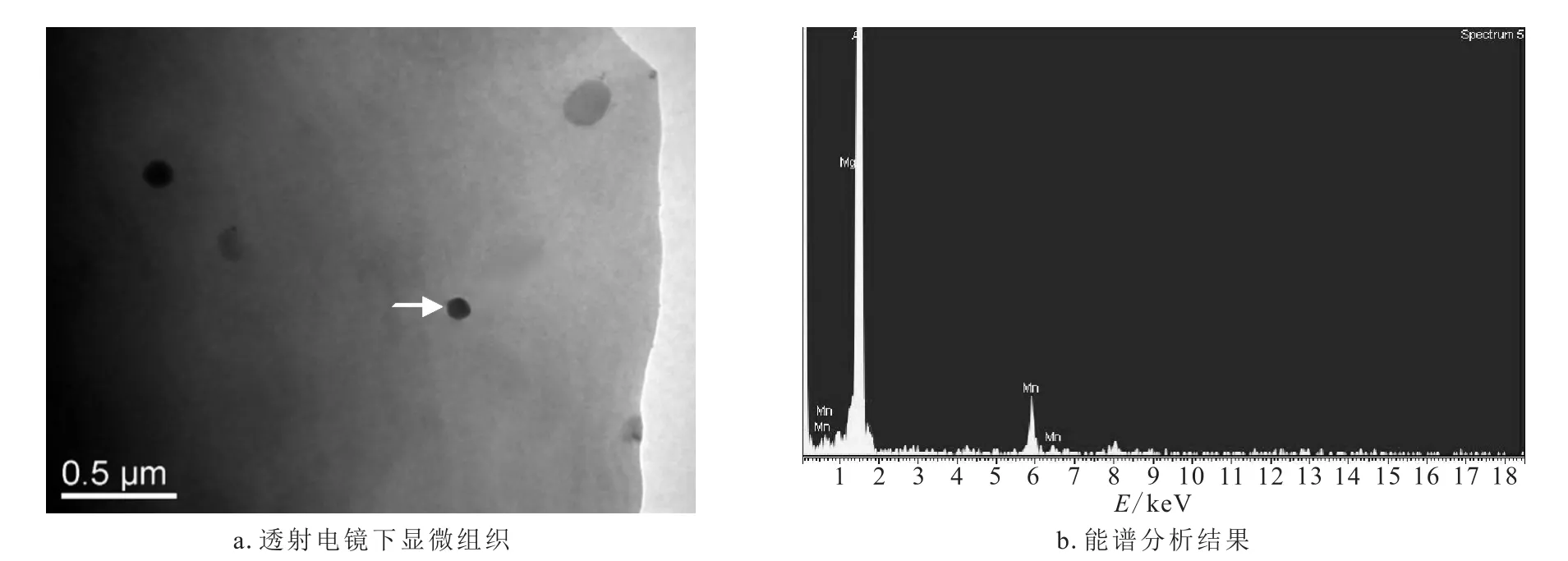
图4 ER 5356-2焊丝焊后焊缝组织透射电镜图像及能谱分析结果Fig.4 TEM bright field image and EDS analysis result of WZ with welding wire 5356-2
显微组织观察与力学性能测试表明,Mg主要通过固溶强化的方式对焊接接头进行强化,而不是弥散强化。这主要是由于Mg在α-Al中的固溶度较高,在焊接接头凝固结晶过程中难以形成含Mg的过饱和固溶体,因此组织中无法析出纳米级的含Mg析出相,这使得ER5356焊丝焊后焊缝组织中无法形成纳米级的Al3Mg2析出相。随着焊丝中Mg质量分数的增加,铝基体中固溶的Mg元素质量分数增加,固溶强化效果增强,从而使得焊接接头强度提高。但是由于Mg在α-Al中的固溶度是一定的,因此当Mg质量分数较高时,进一步在焊丝中添加Mg元素已经无法明显提高基体中Mg元素的固溶量,反而会在组织中形成尺寸较大的Al3Mg2相(图3所示),此时焊后焊接接头强度提高效果较小,而延伸率则明显下降,这与拉伸试验结果相符。综合以上的实验结果可知,ER5356焊丝中较为合理的Mg质量分数为5.1%。
3 结论
(1)使用不同Mg质量分数的ER5356焊丝焊接7A52铝合金板材后发现,焊接接头的强度随焊丝中Mg质量分数的增加而增强,而延伸率则随之降低,ER5356焊丝中较为合理的Mg质量分数为5.1%。
(2)常温拉伸试验结果显示,拉伸断裂均发生在焊接接头的焊缝区,这表明焊缝区为此焊接接头最为薄弱的环节。
[1]肖亚庆.铝加工技术实用手册[M].北京:冶金工业出版社,2005:2-4.
[2]刘静安,谢水生.铝合金材料应用与开发[M].北京:冶金工业出版社,2011:1-7.
[3]黄旺福,黄金刚.铝及铝合金焊接指南[M].湖南:湖南科学技术出版社,2005:1-3.
[4]周万盛,姚君山.铝及铝合金的焊接[M].北京:机械工业出版社,2007:1-4.
[5]汤小红,钟利萍,庞涛.Al-Mg-Si 6082铝合金钨极氩弧焊焊接接头的力学性能与微观组织[J].焊接技术,2010,39(3):13-16.
[6]杜文华,王俊元,王素慧.2A12铝合金真空电子束焊工艺研究及气孔缺陷的防止[J].焊接技术,2008,37(6):32-35.
[7]XU Z,ZHAO Z H,WANG G H,et al.Microstructure and mechanical properties of the welding joint filled with microalloying 5183 aluminum welding wires[J].International Journal of Minerals Metallurgy and Materials,2014,21(6):577-582.
[8]徐振,赵志浩,韩东月,等.Sr、Mg及热处理对Al-Si铝合金焊丝堆焊层耐磨性的影响[J].稀有金属材料与工程,2015,44(5):1264-1268.
[9]徐振,赵志浩,李莹,等.钪铒微合金化对7A52合金焊缝组织与性能的影响[J].东北大学学报,2013,34(6):854-858.
[10]XU Z,ZHAO Z,HAN D,et al.Effects of Si content and aging temperature on wear resistance of surfacing layers welded with 4043 aluminum welding wires[J]. Rare Metal Materials&Engineering,2016,45(1):71-74.
[11]赵志浩,徐振,王高松,等.微合金化4043铝合金焊丝焊接接头的组织与性能[J].金属学报,2013,49(8):946-952.
[][]
Effects of Mg content on microstructures and properties of welded joints welded with ER5356 aluminum welding wires
XU Zhen,JIA Pinfeng,HOU Zhonglin,GUO Jing,PANG Qihang,YU Dechuan
(School of Material and Metallurgy,University of Science and Technology Liaoning,Anshan 114051,China)
The effects of Mg content on microstructures and properties of welding joints welded with ER5356 aluminum welding wires were studied.The composition of welding wires were optimized to improve the microstructure and properties of the welded joints.The 7A52 aluminum alloy sheets used as base metal were welded by tungsten inert gas welding.The microstructures of welded joints were observed and the mechanical properties were tested.The result shows that the weld zone is the weakest of welded joints.With the increase of Mg content,the strength of the welded joints increase and the elongation decreases.
ER5356 welding wire;welded joint;microstructure;mechanical property
September 20,2016)
TG146.2
A
1674-1048(2017)02-0112-05
10.13988/j.ustl.2017.02.007
2016-09-20。
中央高校基本科研业务费项目(N130709001)。
徐振(1987—),男,辽宁鞍山人,讲师。
