某艇锚机振动和异响故障的修理
2017-06-15郑江涛孟繁强
李 林,郑江涛,孟繁强
(1.92493部队,辽宁 葫芦岛 125000;2.4808工厂 威海修船厂,山东 威海 264200)
某艇锚机振动和异响故障的修理
李 林1,郑江涛2,孟繁强2
(1.92493部队,辽宁 葫芦岛 125000;2.4808工厂 威海修船厂,山东 威海 264200)
文章针对某护卫艇锚机振动和异响故障,介绍了锚机结构与原理,针对故障特征进行检测排查,分析故障原因,并提出修理方法,最终使问题得到圆满解决。
锚机;振动和异响故障;排查分析;改进
某护卫艇QDM-16型锚机采用了摆线针轮减速器与起锚系缆绞盘一体化设计,体积小、结构紧凑、功耗低、操作方便。该锚机虽然是新装备,但由于制造精度存在一定不足,使用中常出现振动和异响故障,在配套方面又无任何技术资料和配件供应,因此问题长期得不到解决,影响安全使用。为解决这一难题,我们在修理中实际测绘了该锚机图纸,通过结构和原理分析,并对关键零部件及其装配进行严格检测,终于找出了产生振动和异响的原因,并通过改进性修理彻底排除了故障。
1 结构与原理
1.1 锚机结构与原理
QDM-16型锚机结构如图1所示,机械部分由系缆绞盘、锚链轮、基座、主轴、刹车、离合器和摆线针轮减速器等组成。摆线针轮减速器通过输出轴和主轴将动力传递给系缆绞盘,主轴与绞盘之间设有牙嵌式离合器, 绞盘再通过径向凸舌式离合器带动链轮。刹车为带式制动器,通过操纵手轮、锥齿轮和传动构件实现制动功能。
1.2 摆线针轮减速器结构与原理
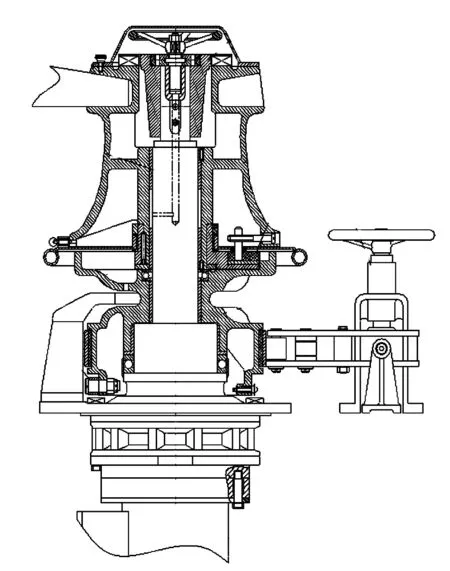
图1 锚机结构示意图
摆线针轮减速器结构如图2所示,其中针齿壳、针齿销和套组成针齿轮。动力由电机轴输入,带动偏心轴运转。偏心轴上有2个呈180°对称的偏心轮,上装有滚柱轴承,摆线轮的内孔即为滚柱轴承的滚道,并由摆线轮与针齿轮上一组环形排列的针齿相啮合,以组成齿差为1齿的内啮合减速器构。当偏心轮转动时,由于摆线轮上齿廓曲线的特点及其受针齿轮上针齿限制之故,摆线轮的运动成为既有公转又有自转的平面运动,偏心轮转动1周,摆线轮于相反方向转过1个齿,从而得到减速。再将摆线轮的低速自转运动通过销轴和套,传递给输出轴,从而获得较低的输出转速。
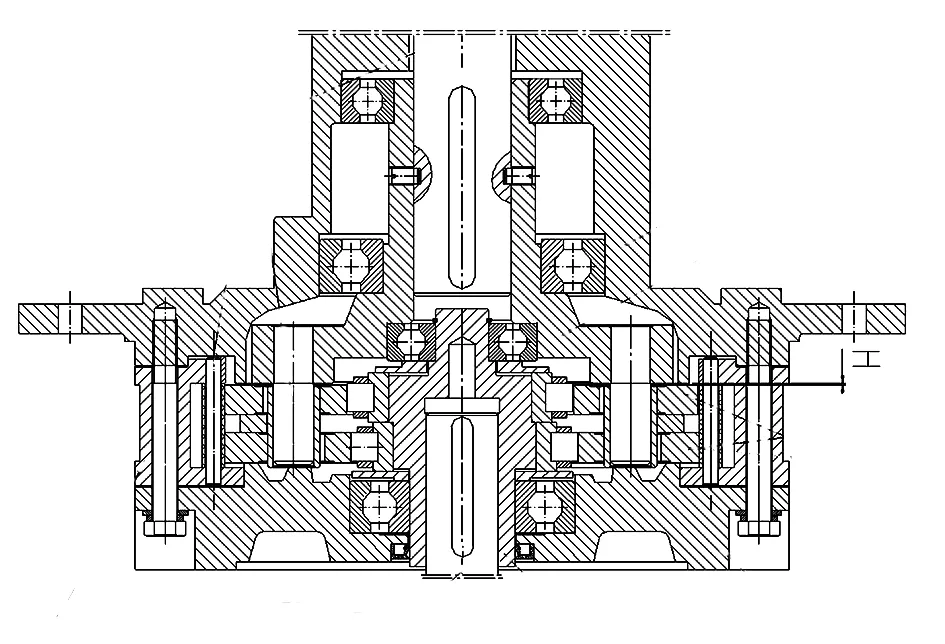
图2 摆线针轮减速器结构示意图
2 故障现象和特征
振动和异响表现有2种:一是减速器带动整个锚机振动,异响呈周期性变化,绞盘和锚链轮转1周,振动和响声由大至小循环1次;二是减速器觉察不到振动,但能看到与输出轴相连接的主轴在抖动,振动和异响呈连续状态,并使牙嵌式离合器和径向凸舌式离合器产生连续状的振动和异响。
3 故障排查和原因分析
首先分解锚机,次序从上至下,最后分解摆线针轮减速器。分解中要注意观察有无异常磨损和其它特殊情况,如针齿销、针齿套、销轴断裂或针齿套、摆线轮异常磨损等。若有异常情况,应查清原因并更换损坏的零件;若看不出异常情况,分解后重点检查部分关键零部件的尺寸和形位误差,有些项目需在机床上检测完成。
1)上下端盖和针齿壳各工作内外圆同轴度及相互配合尺寸。按照装配顺序,下端盖是减速器及锚机中心定位的起始点,其内孔定位偏心轴轴承,外止口定位针齿壳,检测内孔与外止口的同轴度,以及装配端面的垂直度。上端盖既是减速器端盖,又是锚机安装底座和支架,是输出轴、链轮、绞盘以及离合器的定位基准,检测上端盖各内外圆与止口圆的同轴度,以及装配端面的垂直度。上述各同轴度和垂直度要求不低于 6~7级精度 。同时要检测上下端盖与针齿壳止口配合尺寸,应符合H7/h6。
2)偏心轮偏心距。通过实测和统计分析,该减速器偏心轮理论偏心距为1.25 mm。检测偏心轮实际偏心距,其与理论值的偏差应不超过±0.02 mm。
3)针齿壳同轴度及针齿销孔相邻孔距。检测针齿壳上下止口和上下端面与针齿销中心圆的同轴度和垂直度。外圆同轴度偏差应不超过0.03 mm,内孔同轴度偏差应不超过0.04 mm,垂直度偏差应不超过0.05 mm。检测针齿销孔相邻孔距,其偏差应不超过0.05 mm。
4)摆线轮柱销孔相邻孔距。检测摆线轮柱销孔相邻孔距,其偏差应不超过0.042 mm。
5)输出轴各工作面形位误差。输出轴各工作面形位关系复杂,制造容易出现偏差。图3是输出轴检测示意图,检测工作在车床上进行。第一步,床头夹住Z面,找正C面和D面,检测A、B面的同轴度;第二步,床头夹住A面,找正C面和D面,检测Z面、G孔,销轴中心圆的同轴度和E面的垂直度。其中A面、B面同轴度误差应小于0.04 mm,G孔同轴度误差应小于0.03 mm,E面垂直度误差值小于0.05 mm,销轴中心圆同轴度误差应小于0.06 mm。再检测销轴相邻中心距,偏差应不超过0.05 mm,累计偏差不超过0.10 mm。

图3 输出轴检测示意图
通过以上检测,发现该型摆线针轮减速器在制造和装配方面确实存在精度低、质量差的问题,其中输出轴、偏心轴和上下端盖等零件问题较多,主要问题如下。
1)G孔和销轴中心圆同轴度误差严重超标,分别达到0.20 mm和0.40 mm。
2)偏心轮的偏心距误差超标,误差达0.10 mm。
3)上下端盖与针齿壳止口配合尺寸严重超标,个别配合间隙达到0.40 mm以上,装配时无法精确定位中心。各止口内外圆同轴度误差也有超标,个别达到0.25 mm。
由于零部件制造误差严重超标,致使摆线针轮减速器轮齿啮合及轴承运转产生振动, 并发出异响。如果是上下端盖与针齿壳止口同轴度超差,最终表现为偏心轴中心与针齿壳针齿中心圆的同轴度偏差,致使摆线轮与针齿啮合在绕针齿壳1周内,啮合间隙大小不均,并变化循环1次,振动和响声的变化也循环1次,减速器整体产生振动。如果是偏心轮偏心距超差,或输出轴销轴中心圆同轴度超差,致使偏心轴和输出轴运转划圈,输出轴和主轴每转一转就抖动1次,并引起牙嵌式离合器产生连续状的振动和响声。上述分析正好与故障特征相吻合。
上述检测和排查中没涉及到摆线轮、针齿、针齿套、轴承等,这些零部件都是由专业厂家生产的标准件,制造精度和质量有保证。
4 修理改进
修理改进方法是自行设计研制新配件,重点把控以下3点:一是对不合格的零部件作精确测绘,部分尺寸和要素需通过设计和测绘共同确定;二是正确选择零部件的材料和热处理方法;三是制造精度要符合摆线针轮减速器相关技术标准。以上工作需要技术人员熟知摆线针轮减速器结构与工作原理,以及设计方法。
1)输出轴。输出轴材料为45#钢,并经调质处理,硬度为HB187~229。轴与轴颈不应有裂纹、毛刺、划痕等缺陷。轴承孔和销孔制造公差分别为G7和R7。销轴中心圆同轴度偏差应小于0.06 mm。销轴孔相邻中心距偏差应小于0.05 mm,累计不超过0.10 mm。
2)偏心轴。偏心轴材料为45#钢,并经调质处理或正火处理,硬度为HB170~217。两偏心轮偏心距的偏差应不超过±0.02 mm。偏心轴输入端内孔圆度和轴颈外圆、偏心轮外圆圆度的精度等级分别不低于7级和6级。
3)上下端盖和针齿壳。如果是上下端盖与针齿壳止口配合间隙超差,或止口内外圆同轴度超差,可以采用焊补止口方法修复。即在止口外圆或内圆上,沿圆周360°对称均布焊补8段与母体相同或相近的材料,然后按要求的间隙和同轴度车削出新止口。为防止端盖和针齿壳焊接变形,应采用热量输入较低的电阻焊、电火花焊、精密亚弧焊和激光焊等焊接方法。
如果是针齿壳针齿销孔相邻孔距偏差超差,针齿壳应报废换新。针齿壳的材料为不低于HT200灰铸铁,并进行人工时效处理。针齿销孔相邻孔距的公差0.05 mm,针齿销孔和止口内孔尺寸公差H7,止口外圆尺寸公差h6。
5 结束语
通过按上述方法进行检测、排查、分析和改进修理,最后经试验验证,多艘该型艇锚机振动和异响故障都得到了圆满解决,消除了装备隐患,提高了工作可靠性。
兴 船 报 国 创 新 超 越
打 造 精 品 做 强 主 业
The structure and working principle of anchor machine are introduced because of its vibration and abnormal sound.By inspecting and culling,the faults are analyzed and removed.
anchor machine;vibration and abnormal sound;culling analysis;improvement
李林(1979-),男,山东荣城人,工程师,大学本科,主要从事舰船装备修理工作。
U672
10.13352/j.issn.1001-8328.2017.03.002
2016-12-12