一种能自动定心的环缝焊机
2017-06-05贾瑞婷米亚如
李 凌,贾瑞婷,米亚如,傅 强
(河海大学机电工程学院,江苏常州213022)
一种能自动定心的环缝焊机
李 凌,贾瑞婷,米亚如,傅 强
(河海大学机电工程学院,江苏常州213022)
针对大直径管板环缝焊接中工件体积大、管子无法转动的问题,研制一种包括自动定心和焊枪旋转机构的环缝自动焊接设备,通过3组曲柄滑块机构实现焊枪旋转中心与管子中心的快速准确对齐,并设计了基于AVR单片机的自动控制系统,实现定心和焊接过程的自动化,且该系统能够适应管径变化范围大的应用场合。
环缝焊机;自动定心;曲柄滑块;AVR单片机
0 前言
大直径钢管和平板类构件对接在焊接过程中工作量大,且焊缝有一定规律,通常配备大型变位机或者焊接机器人实现其自动焊接[1-3],但现有自动焊机体型庞大、结构复杂、采购成本和使用成本很高,中小型企业难以承受。因此很多中小型企业仍依靠人工方法来完成此类环缝的焊接,不但劳动强度大,而且很难保证焊接质量和提高工作效率。
为此,本研究设计了一种用于环缝自动焊接的焊接专机。焊机通过定位电机和曲柄滑块机构组实现快速定心,通过CPU精准控制环缝的自动焊接过程。焊接方法有CO2焊接、混合气体焊接、药芯焊丝焊接[4]。这款自动定心的环缝焊机,适用于管子直径变化范围大且管子无法转动的大管径环缝焊接,可快速定心并精确焊接,具有自动、高效、焊接效果好的优点,并且可通过调节曲柄滑块机构的长度以适应各种不同管子。控制系统选用AVR单片机为核心,通过软硬件的良好配合来实现各种焊接参数的设置、存储与调整以及焊接过程的自动控制。
1 总体设计
焊接工件为大直径钢管和平板,如图1所示,管子直径500~2 000 mm,变化范围大,且工件体积较大,不适合转动。
设计了一套包括定心机构和焊接机构的机械系统,其中定心机构由机座、定位电机、3个曲柄滑块机构组构成;焊接机构由焊接电机、焊接齿轮系、焊枪支架构成。该系统实现了自动定心和精准焊接的功能,且焊机整体结构简单轻便,易于操作。
另外设计了一套控制系统,由CPU、开关、存储控制过程中的参数的存储器和输入设备组成。其中,CPU接收输入设备的参数,以控制定位电机和焊接电机的运行,并将参数存储在存储器上,实现定位过程的自动控制、焊接过程的自动控制、以及参数设置和存储的高度自动化。
此款环缝焊机工作流程如下:(1)将设备放置或悬挂在待焊接的管子内部;(2)定位电机带动3个曲柄滑块机构沿着机座的径向同步运动,实现定位;(3)启动焊接,引燃电弧;(4)焊接信号识别并给出电弧信号控制电机转动;在电弧引燃的条件下,启动开关时,电弧熄灭,同时电机停止。
2 机械系统设计
机械系统包括定位机构和焊接机构,如图2所示,定位机构包括机座、设置在机座上的定位电机和曲柄滑块机构组。曲柄滑块机构组由3个互成120°的曲柄滑块机构组成,定位电机带动每个曲柄滑块机构沿着机座的径向同步运动;焊接机构包括焊接电机、由焊接电机带动的焊接齿轮系和位于曲柄滑块机构组中心的焊枪支架。焊枪支架上设置一横杆,横杆另一端设置一环缝焊接的焊枪。
2.1 自动定心设计
定位电机通过定位齿轮组带动曲柄滑块机构组运动,如图3所示。当定位电机带动从动齿顺时针转动时,3个曲柄滑块机构沿着机座的径向同步靠近管壁运动。由于3个曲柄滑块机构之间互成120°且始终保持同步运动,即每个曲柄滑块机构沿着管子径向运动的速度始终保持一致且运动的起始时刻和结束时刻也始终保持一致,任意时刻每个曲柄滑块机构的端部距离曲柄滑块机构组中心的距离相等,所以当3个曲柄滑块机构同时触碰到管子内壁时可确定焊枪支架位于管子内部中心,并且可利用曲柄滑块机构的自锁作用使定位挡块夹紧管子内壁而不回弹。此时焊枪可实现在管子外侧旋转一周,进行环缝焊接;当定位电机带动从动齿逆时针转动时,3个曲柄滑块机构远离管子内壁,可快速恢复初始状态。
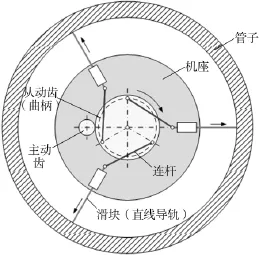
图3 自动定心示意
2.2 焊枪转动系统
焊接转动系统中的焊枪支架与曲柄滑块机构组、从动齿的中心重合。焊枪支架上设置一横杆,横杆另一端设置环缝焊接的焊枪,使用时将设备放置在待焊接的管子内部或悬挂在管子内部,其中设备的位置是可移动的。因此,焊接过程中可以设置成横杆沿着焊枪支架旋转或焊枪支架旋转而横杆固定;优选在机座上设置一个焊接电机,焊接电机通过焊接齿轮组带动焊枪支架转动。
3 控制系统
根据控制系统实现定位过程的自动控制、焊接过程的自动控制、参数的设置和存储要求,选用AVR单片机作为控制核心[5],控制系统如图4所示。系统接收的输入信号包括按键、开关、参数设定;输出信号包括焊机驱动信号、步进电机驱动信号等。
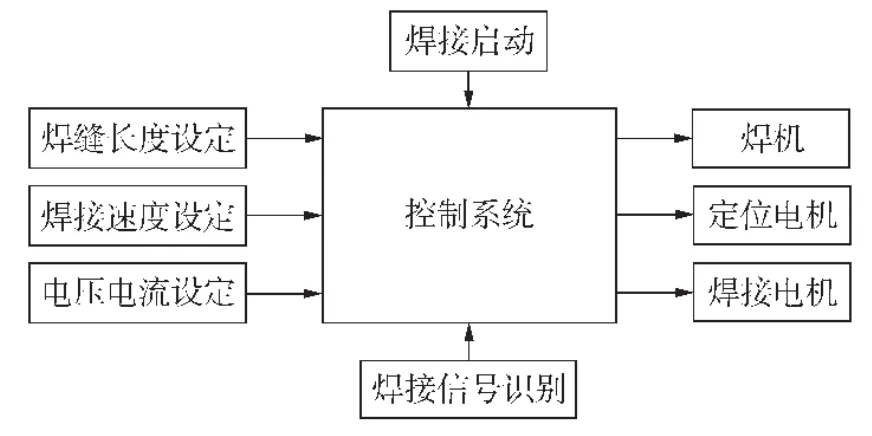
图4 控制系统结构
3.1 单片机控制步进电机
由于步进电机具有惯量低、定位精度高、无累积误差、控制简单的优点,广泛应用于机电一体化产品中。而本系统中对自动定心机构和焊枪旋转机构的位置和距离精度要求不高,所以均采用开环精度较高的步进电机作为驱动元件[6]。选用42BYGH-5402型步进电机,静力矩0.6 N·m,配套驱动器为WZM-2H042MH。
步进电机驱动器的输入信号来自于单片机,如图5所示,OPTO为共阳端,接+5 V;CP为脉冲信号,脉冲频率决定步进电机的转速,脉冲个数决定步进电机转动的圈数,即行走距离;DIR为方向信号:1为正转,0为反转;FREE为锁紧信号,1为锁紧状态,0为自由状态。
在实际运行中,控制系统中预置4种速度:自动定心速度、定心释放速度、正常焊接速度、快速返程速度,可通过操作开关切换速度。
3.2 焊接过程控制系统
焊接过程由焊前准备和焊接操作两部分组成。
焊接准备工作:将设备放置在待焊接管子内部或悬挂在管子内部,其中设备的位置是非固定、可移动的。参数输入,CPU接收输入设备的参数后控制定位电机和焊接电机的运行,并将参数存储在存储器上。
焊接操作流程:启动焊接,引燃电弧;CPU识别焊接信号并给出电弧信号来控制电机转动;在电弧引燃的条件下,按启动开关时,CPU控制电弧熄灭,同时电机停止工作。在任何位置启动时,焊机焊接一周便会自动停止。
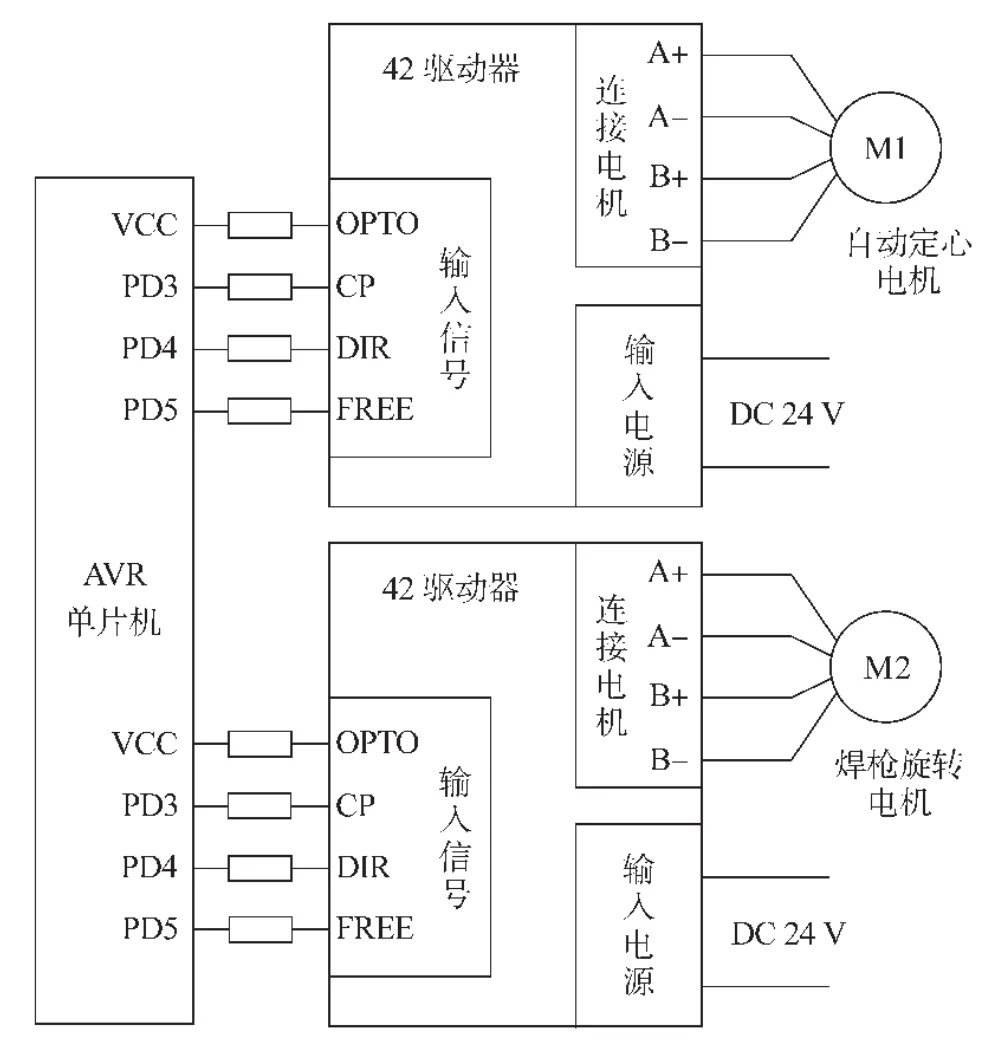
图5 步进电机与单片机的连接
4 结论
该环缝焊机适用于管子直径变化范围大且管子无法转动的环缝焊接,可实现快速定位并精确焊接,具有自动、高效的优点,而且可通过调节曲柄滑块机构的长度来适应各种不同的管子。实现了定位过程的自动控制、焊接过程的自动控制、以及参数设置和存储的高度自动化。
[1]何天刚,吴南君,张龙华.带激光的焊接机器人系统在铝合金油箱焊接中的应用[J].电焊机,2011,39(4):71-75.
[2]周林,张育林,盛连才.无轨式大口径管道自保护全位置自动焊[J].水利水电施工,2012,(2):84-85.
[3]王恩建,葛永立.焊接机器人在钢管混凝土拱桥钢管环缝焊接中的应用[J].焊接技术,2012,41(5):38-43.
[4]曾惠林,杜则裕,黄福祥.管道环焊缝多焊炬自动内焊机关键技术分析[J].焊接学报,2009,30(7):77-81.
[5]宋金虎.基于单片机的环缝自动焊机研制[J].电焊机,2011,41(9):85-88.
[6]敬岚,朱海君,张硕成,等.步进电机控制系统的设计及其应用[J].核技术,2005,28(6):479-482.
An automatic centering girth welding machine
LI Ling,JIA Ruiting,MI Yaru,FU Qiang
(College of Mechanical&Electrical Engineering,Hohai University,Changzhou 213022,China)
Due to the big volume of workpiece and unable rotating tube in the girth welding of the large diameter tube plates,it is difficult to guarantee that the rotation center of the welding torch and the pipe center are aligned.In this paper,the girth welding equipment with automatic centering and rotating welding gun is developed.Through three groups of slider-crank mechanism,the rotation center of welding gun and the center of tube can be quickly accurately aligned.And an automatic control system is designed based on the AVR microcontroller to realize the automation of centering and welding process.This system can adapt to the application which has a large range of change of the tube diameter.
girth welding machine;automatic centering;slider-crank;AVR microcontroller
TG439.9
A
1001-2303(2017)05-0059-03
10.7512/j.issn.1001-2303.2017.05.12
2016-07-25
江苏省产学研合作——前瞻性联合研究项目(BY2015030-03)。
李 凌(1974—),女,讲师,硕士,主要从事机械设计方面的研究工作。E-mail:hhdxfuqiang@163.com。
本文参考文献引用格式:李凌,贾瑞婷,米亚如,等.一种能自动定心的环缝焊机[J].电焊机,2017,47(05):59-61.
