浅谈径锻机模具对产品的影响
2017-06-05何雪龙
何雪龙
(兰州兰石能源装备工程研究院有限公司,甘肃 兰州 730050)
浅谈径锻机模具对产品的影响
何雪龙
(兰州兰石能源装备工程研究院有限公司,甘肃 兰州 730050)
通过对现场产品的研究发现,径锻机的夹爪和锤头对于整个径锻工艺有很重要的作用。通过对夹爪和锤头的理论分析,了解模具对产品可能产生的影响,通过合理的模具设计,工艺编排规避不良影响,使产品尺寸精准度更高,表面质量更佳。
径锻机;夹爪;锤头;模具
径锻机作为一种先进的锻造设备,具有锻打频率高、速度快、每次变形量小等优势[1]。径锻机利用夹头夹爪夹持坯料,被周围分布的多个(2~8个)锤头进行快速、同步锻打,锻件处于三向压应力状态,有效提高金属塑性[2]。
径锻机通过各种锤头和夹爪等模具,使其能够适用于各种外形(圆、方、六方等)的实心或空心长轴类锻件及内部轮廓复杂(内螺纹、内花键、枪膛线等)或内孔直径很小的长直空心轴锻件的加工锻打[3]。如图1所示圆截面工件,工作时一边低速旋转,一边夹头轴向进给;若工件为非圆截面,则只轴向进给而不旋转[4]。

图1 径向锻造二维视图
径锻机在每道次锻造过程中,坯料变形量较小,使得变形时需要的力和功较小,变形更加容易。在单位时间内,坯料受到锻打次数高,轴向进给速度快,生产效率更高。而坯料周围受到多个锤头的同步打击,这种锻打方式,使坯料处于多向压应力状态,有利于提高金属的塑性[2]。一般对低塑性金属脉动加载要比连续加载时金属塑性提高2.5~3倍。
本文阐明我公司在实际操作径锻机锻打的过程中,夹爪和锤头作为与锻件直接接触的模具,其设计好坏是产品品质的关键保障。
1 夹爪
1.1 夹爪对工件的影响
1.1.1 温度
坯料被锻打时,夹爪加持的部分降温非常迅速,此时锻打时产生的抗力更大,内部组织流动性不佳,导致产品性能不合格,甚至内部产生裂纹。
1.1.2 夹持力
夹爪夹持坯料边旋转边锻打时,如夹持力不足,夹爪会和工件之间产生相对滑动,导致产品表面划伤,甚至工件从夹爪中直接脱落,产生掉料。
如夹持力很大,但又小于锻锤打到锻件上的锻造力时,工件和夹爪之间会产生滑动,导致工件表面打滑甚至起皱[5],工艺欠佳,如图2所示。
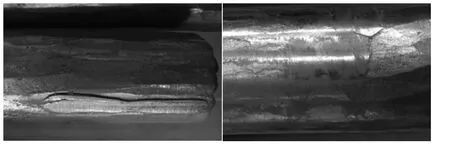
图2 夹持力对工件表面影响示例图
1.2 夹爪的分类
根据夹头连接方式,夹爪分为单销夹爪(图3)和双销夹爪(图4)。
1.3 夹爪的选择
1.3.1单销夹爪
单销夹爪作为万能夹爪,其设计更简单,使用更广泛,适用于各种形状的坯料。但单销夹爪为将坯料夹至更紧,需与工件有更长的接触面,因成品在夹爪与工件接触区域面的质量不好,导致材料利用率下降;同时单销夹爪可以绕销轴转动,夹头夹料时,会产生一个夹爪立夹而其他三个平夹的现象,如图5所示,此时需重新夹持,影响生产效率。

图3 单销夹爪
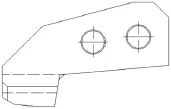
图4 双销夹爪
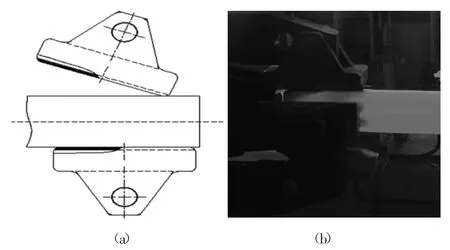
图5 夹爪夹料示意图
1.3.2 双销夹爪
双销夹爪为满足多种规格坯料的夹持,工作面不能为一个平面,而是多个面,因而设计更加复杂,适用于大批量、同规格的坯料。此夹爪与坯料接触面少,夹料时更加平稳,夹持力可以比单销夹爪小,有利于产品表面质量,材料利用率更高,生产效率也更高。
2 锤头
在坯料四周,对称分布着两对或多对锤头,对坯料沿径向进行高频率往复锻打,坯料作轴向送进,从而使坯料按工艺要求变形[3]。
2.1 锤头的结构形式
锤头作为直接接触工件的模具,根据锻件形状可采用不同的锤头,图6为通用锤头,可锻圆截面锻件,也可锻方截面锻件;图7为矩形锤头,只能锻矩形截面锻件。此外还有六方锤头及异形锤头,可锻造六方等异形件。
2.2 锤头工作面形式
锤头工作面分为预锻面和成形面。目前常用的锤头形式有两种,如图8、9所示。这种设计使得坯料在较长的预锻面上均匀平稳地变形,内部晶粒变形缓慢,变形易深入内部,锻造效果更好,质量更佳。因锻件先经过预锻面后才经过成形面锻打至目标尺寸,因此设备承受的反力更小,使用寿命更长,动力消耗也更小。

图6 通用锤头图

图7 矩形锤头
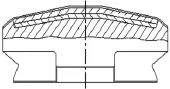
图8 两端带预锻面
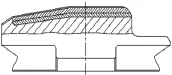
图9 一端带预锻面
2.3 锤头横断面的形状
锤头横截面为4°或6°的斜面,如图10所示,坯料边旋转边进给,四个锤头的斜面与坯料的旋转方向一致,以避免卡伤坯料,并保证锻件有更好的锻透性,如图11所示。

图10 4°斜角的工作面

图11 锻造原理

图12 锤头与锻透深度的关系

图13 表面啃料现象
锤头工作面在锻打一段时间后,横截面会成为凹圆弧状,锤头在锻打坯料时,工件变形情况如图12所示[6]。如果圆弧半径太小,锤头两侧会出现啃料现象,如图13所示,锻造时易使工件表面出现折叠。圆弧如果过大,锻造时工件与锤头接触面变大,导致相同压下量时,锻造功率上升,导致工件表面的工艺更差,此时需对锤头进行修理[7]。
3 结论
对径锻工艺研究表明,其应用范围很广,可以实现多种锻造工艺。通过对夹头夹爪和锤头进行深入理论研究、设计,结合对现场锻打状况的深入研究,优化工艺、模具设计,节省材料消耗,降低生产成本,提升自动化生产水平。
[1] 周海东.精锻机工艺特点及生产管理体会 [J].科技信息,2009,(18):614-615.
[2]胡 妍.CNC高精度全自动旋锻机的设计与研究[D].西安:陕西科技大学,2009:10-11.
[3]夏 华,胡亚民,袁 亮.精锻的工艺原理和精锻机的应用[A].首届锻压装备与制造技术论坛论文集[C].广州,2004.
[4]沈阳第一锻造厂.精密锻轴工艺[M].北京:机械工业出版社,1974.
[5]吕 炎.锻件缺陷分析与对策[M].北京:机械工业出版社,1999.
[6]余 琼,董湘怀,吴云剑.径向压下率与送进率对径向锻造工件质量的影响[J].锻压技术,2015,40(8):64-70.
[7] 洪慎章.回转成形实用技术.北京:机械工业出版社,2013.
Preliminary discussion about influence of tool product for radial forging machine
HE Xuelong
(Lanzhou Lanshi Energy Equipment Engineering Institute Co.,Ltd.,Lanzhou 730050,Gansu China)
It is found that the clamping jaw and hammer of the radial forging machine play very vital roles in the whole radial forging process by use of study on the on-site products.Through theoretical analysis of the clamping jaw and hammer,the possible influence of tool to the product has been understood.The highdimensional accuracy and better surface finish of the product have been obtained by use of reasonable tool design and process layout to avoid the bad influence.
Radial forging machine;Clamping jaw;Hammer
TG315.5+2
B
10.16316/j.issn.1672-0121.2017.01.012
1672-0121(2017)01-0052-02
2016-10-12;
2016-12-06
何雪龙(1986-),男,助工,从事径锻机设计研发。E-mail:hxl_5358@163.com。
