30CrMnSi活塞堆焊铜作导向环的工艺探索
2017-06-01武丽明薛永锋武向宇贺胜通甄延波
武丽明 薛永锋 武向宇 贺胜通 程 良 王 胜 李 健 甄延波 李 玲
30CrMnSi活塞堆焊铜作导向环的工艺探索
武丽明1薛永锋2武向宇3贺胜通1程 良1王 胜1李 健1甄延波1李 玲1
(1. 长治清华机械厂,长治 046012;2.上海沿锋汽车科技股份有限公司,上海 201204;3.山西汾西工程建设有限责任公司建安公司,介休 032000)
采用MIG堆焊方法在30CrMnSi活塞上堆焊铜合金来代替导向环,通过理论分析、接头宏观检验及油缸试验等方法,得到了合理的工艺参数及工艺流程。采用该工艺参数及工艺流程,成功解决了堆焊铜导向环划伤缸筒的问题,得到一种在特殊结构活塞上功能相当于标准导向环的焊层。
30CrMnSi;油缸;导向环;堆焊;工艺参数

1 引言
导向环安装在活塞上,高于活塞基体,具有精确导向的作用,同时可吸收活塞运动时产生的侧向力,改善活塞与缸筒的同轴度,使间隙均匀,保护密封圈,增加密封圈寿命,减小泄漏。同时导向环有良好的支承力、耐磨性与减磨性,既减小活塞磨损,又避免缸筒划伤,是活塞与活塞动密封装置中不可缺少的零件。
某油缸由于功能与结构需要,活塞宽度受限,无法满足活塞上安装标准件所需宽度尺寸,需要用活塞表面堆焊耐磨减磨材料替代标准导向环。
铜及铜合金有较高的强度、弹性、耐磨性,低硬度,在摩擦时会产生金属流动,使摩擦面更平整,压强变小。铜及铜合金有自润滑特性,有异物侵入会镶入其中。具有良好的减摩属性,适合作为堆焊材料[1]。
铜与钢的原子半径、晶格类型、晶格常数及原子外层电子数目等都比较接近,且铜与铁在液态时无限互溶,在固态下,虽为有限互溶,但是并不形成脆性金属化合物。因此理论上,可以形成正常的焊接接头[2]。但是,由于铜与铁的熔点、导热系数、线膨胀系数和力学性能等物理特性都有很大的不同,铜-钢焊接时容易在接头处产生应力集中,导致焊接裂纹产生。
铜表面的裂纹与气孔中会聚集铁屑等异物,容易划伤缸筒表面。结合面间有裂纹,会引起渗漏。因此选择适合的焊接和热处理工艺来探索铜在钢上堆焊的可行性很有必要。
2 实验内容及方法
2.1 材料选择
油缸活塞材料为30CrMnSi,主要化学成分见表1。

表1 30CrMnSi钢的化学成分 %
30CrMnSi是一种高强度调质钢,淬透性高,热处理后有较高的强度与足够的韧性,用来制造轴、齿轮等重要用途的零件,同时具有较好焊接性能。
常用的具有耐磨减摩铜材料有锡青铜、铝青铜和硅青铜三种。锡青铜液-固温度范围宽,偏析较严重,易生成粗大而脆弱的枝晶组织,使焊缝疏松,甚至构成气孔。此外,锡青铜高温强度和塑性低,具有较大热脆性,故焊接时易产生热裂纹。铝青铜的主要困难是铝的氧化,生成致密而难熔的Al2O3[3],不易形成组织均匀的焊缝。硅青铜是铜合金中最易焊接的一种,因导热系数比其他铜合金低,焊前不需预热,液态金属流动性好,硅还具有良好的脱氧作用。因此选择硅青铜作为堆焊材料,焊丝选用硅青铜焊丝SCu6560-GB9460,直径1.2mm,具体化学成分见表2。

表2 硅青铜焊丝化学成分 %
2.2 工艺路线
活塞的调质硬度为HB280~320, 回火温度为550~600℃,硅青铜的焊接温度低,基体不会因热影响而软化,所以活塞可以在调质后焊接。活塞工艺流程式如图1所示。
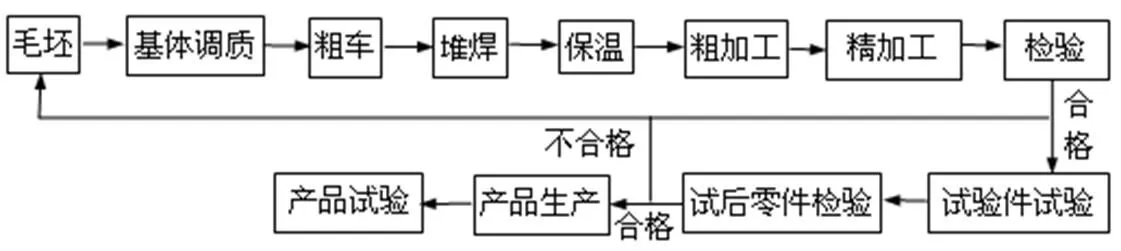
图1 工艺实验流程图
2.3 焊接方法
本实验所用焊接方法为MIG焊,MIG焊接电弧可见,便于观察,可及时调整焊接参数;自动化焊接保证焊接质量一致,没有因人为因素产生的焊接质量差异;电弧气氛中的含氢量容易控制,可以减小气孔与冷裂倾向;MIG焊热量集中,熔池小,热影响区窄,焊接变形小。采用MIG焊可有效控制焊接质量,减少焊接缺陷。
MIG焊具有较大的电弧功率,焊接前可不进行预热,但需要控制焊接参数、焊后冷却速度,以得到满足使用质量要求的焊缝[4]。焊机自带旋转工装。将活塞装卡于旋转工装上,堆焊时焊接参数可保持稳定。
2.4 焊接参数
MIG焊机之前仅使用过一种直径1.2mm的焊丝,因此活塞堆焊选用SCu6560—GB9460直径1.2mm的硅青铜焊丝,此直径焊丝找不到相关焊接参数资料,需要通过调整焊机参数进行试焊查看焊道成形情况,直到形成需要的焊接高度、工作面与层间结合质量的熔敷层。焊接参数为110~120mA,电压14~15V,焊机转速550mm/min,气体流量 13~15L/min,滑雪 4mm时,堆焊焊道成形均匀质量好,焊高可达4mm。
进行粗加工时,发现焊层与基体结合不牢固,有脱皮剥离现象,重新投入试验件。试验情况见图2。
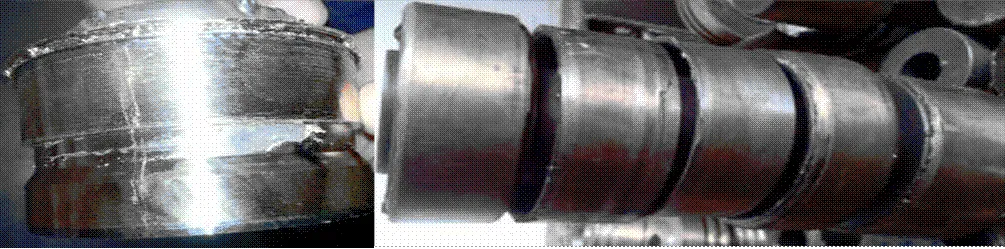
图2 剥离结合面情况
以上现象表明,焊接电流小,焊缝熔池小。重投试验件,并加大电流电压试堆。焊接参数:电流140~150mA,电压14~15V,焊机转速550mm/min,气体流量14~16L/min,滑雪5mm时,符合焊接质量要求。
2.5 试装使用
根据设计尺寸要求将活塞加工成形后装入油缸,按油缸试验大纲进行试验,试后拆检查看油缸各零部件外表,每根缸筒与活塞划伤严重,并不可修复,导致本批次缸筒与活塞全部作废。划伤情况见图3。

图3 产品表面划伤与废料图
2.6 原因分析
复查零件尺寸、形状、光洁度、缸筒硬度、配合间隙及油液的清洁度等使用与配合要素,均符合设计及相关标准要求。前面过程表明焊缝形状、内部气孔等缺陷大小数量以及熔池深度不存在质量问题,初步确定导致划缸的主要因素应为:活塞堆焊的质量存在问题,即焊缝晶体组织等化学性能与使用表面局部或全部的硬度等物理性能不能满足使用要求。
焊层机加后仅2mm,厚度薄,且熔敷在钢基体圆周上,一般硬度计不支持这种情况下测量,也就是即使有读数,所测数据不准确,同时没有晶相检测手段,因此要找到正确的焊接工艺与处理方法主要通过试验、分析、总结。
决定焊缝质量的要素有:焊缝形状;焊缝中所含气孔、白点、夹杂、裂纹的大小与数量;熔池深度;焊缝的晶体组织与力学性能共四类。焊缝的化学性能与物理性能主要由母材与填充材料的化学成份与质量共同决定,其次为焊接区中的空气、周围介质等外来因素对焊缝组织的影响。
母材选用GJB材料,焊材选用GB材料,按规定所有材料在经审核的有资质的固定生产厂购买,材料入厂后按规范每批次做相应的复验与理化分析,没有不符合项。
焊前对母材进行清洁与烘干处理,保护气体用纯氩气,这样极大地控制了外界对焊接质量的影响。通过有效控制焊材、母材与焊接过程质量得出,影响划缸的原因为焊接工艺本身。
焊接是将基材局部熔化,并用熔化焊材填充的过程。由于分子高温运动与保护气流的吹动,基体材料与焊丝材料混合,焊缝中就有两种材料成份。铜焊接加热温度高、加热时间与冷却时间短,焊缝会产生晶粒粗大与淬硬倾向,两种材料没有时间充分混合,出现了局部纯基材或焊材的不均匀情况,30CrMnSi淬火硬度高于HRC55[5],局部硬度过高,造成拉缸。
特殊结构活塞需要一定的强度,其基体不能用铜合金替代。缸筒属于压力容器,要求有一定的塑性,硬度不能太高。这样解决油缸划伤只能从降低焊缝中基材成份着手。
2.7 质量组成
重投试件,按级选6组焊接参数,其中一组为未熔合焊缝参数,各投3件。焊后对工作面的化学成份分析。工艺参数与质量情况见表3。
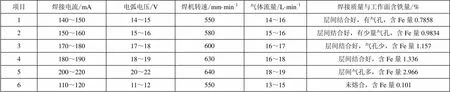
表3 焊接工艺参数
表3中最后一列为各焊接参数接头中的铁含量,结果表明随着焊接电流的增大,Fe的扩散越严重。原因为:电流增大,焊接熔池大,焊接冷却时间长,Fe的扩散时间随之增加;焊接电流大,焊接热输入大,接头的温度高,从而增加了原子间的扩散系数。

图4 试验件焊接成形分析
宏观上看,第4组参数3个试件质量稳定一致,没发现任何缺陷,比其它参数质量高。试验情况见图4。
2.8 局部试验
将不同焊接参数的试验件编号,选取硬度无差别缸筒,加工各组焊件和缸筒,做磨擦试验。
为排除磨擦力度和次数等因素对拉沟程度产生的影响,将试件分三组系列,每一组由同一人按相同次数进行试验。结果表明:表3中第5项参数三件拉沟比较严重,第6项几乎没有。试验情况见图5。

图5 局部磨擦试验
4 工艺改进
将基体直径变小,增大焊层厚度,拉开基体扩散距离,减小基材在焊缝中的含量。
钢的熔点为1515℃,铜的熔点为1083℃,所以铜与铜的焊接温度低,可以用小电流。
用表3第4组参数焊接第一层后去掉外部氧化皮,用第6组参数焊第二层,机加到使用尺寸。成份分析表明,工作面无基体材料。改进后的工艺流程见图6。

图6 改进后的工艺实验流程图
5 工艺改进后试验
工艺改进后进行局部试验、整缸试验、可靠性试验与实战试用。试验后情况见图7。
可以看出,产品摩擦表面光滑、磨损均匀,无划伤与拉沟现象。活塞表面附着物为无丝状、颗粒状固体的油脂状细沫,油滤滤网上也没有金属屑与橡胶屑等杂物。检查产品活塞直径,与装配前一致。组装后按产品试验大纲重新试验,产品各项指标全部满足大纲要求。
将工艺改进后的油缸交付部队进行联调与靶试,三年多来油缸性能良好,无任何异常现象,装备能够顺利完成各项工作任务。
6 结束语
随着焊接电流的增大,堆焊层表面的含Fe量逐渐增大,划缸情况越明显;当钢铜焊接电流为180~190mA、电压为18~19V、焊接速度为630mm/min、气体流量为16~18L/min,铜焊接电流110~120mA、电压为11~12V、焊接速度为700mm/min、气体流量为13~15L/min时,焊接质量好,可以保证高度等焊接要求;30CrMnSi活塞上堆焊两层硅青铜代替导向环,采用本文章的焊接参数及工艺路线初步可行。
1 张宝昌. 有色金属及其热处理[M].西安:西北工业大学出版社,1993:100~160
2 禹业晓,李玉龙,徐健宁.Q235钢板表面TIG法熔覆铜接头的组织和力学性能[J].航空材料学报,2014,34(1):62~67
3 潘育诚. 铸钢件基体上铝青铜的堆焊[J].科技信息,2007(23):30~35
4 李亚江,王娟,刘鹏.异种难焊材料的焊接及应用[M].北京:化学工业出版社,2004:176
5 徐天祥,樊新民.热处理实用技术手册[M].南京:江苏科学技术出版社,2001:50~100
Preliminary Discussion of Surfacing Copper Alloy onto 30CrMnSi Piston
Wu Liming1Xue Yongfeng2Wu Xiangyu3He Shengtong1Chen Liang1Wang Sheng1Li Jian1Zhen Yanbo1Li Ling1
(1. Changzhi Qinghua Machinery Factory, Changzhi 046012;2. Shanghai Yanfeng Auto Co.,Ltd, Shanghai 201204;3. Shanxi Fenxi Engineering Construction Jianan Company, Jiexiu 032000)
The guide ring is replaced with the copper alloy welded on the piston by the MIG surfacing method. The reasonable technological parameter and technological process are obtained through the theoretical analysis, the macroscopic examination of joint and the test of oil cylinder. Using the method, the problem that cylinder barrel is scratched by the guide ring of welding copper is resolved. A welding layer is acquired which amounts to the normal ring on the function of the special structure joint.
30CrMnSi;oil cylinder;guide ring;build-up welding;technological parameter
武丽明(1967-),高级工程师,工程机械专业;研究方向:特种油缸技术。
2017-03-02