VC棕榈酸酯的合成及工艺研究
2017-05-30杨波
杨波

摘要:文章以直接酯化法制备VC棕榈酸酯,采用L-抗坏血酸和棕榈酸为原料在浓硫酸的催化下反应,观察反应温度、棕榈酸与Vc勺摩尔比、搅拌时间、硫酸加入量对产率的影响,利用正交实验法优化工艺条件,最终得到较适宜的工艺条件为:反应温度为30℃,n棕榈酸:nvc=1.2:1,搅拌时间为3h,硫酸加入量为35mL,通过产品外观、熔点及红外光谱对产品进行表征。
关键词:VC棕榈酸酯;合成;直接酯化法
VC棕榈酸酯因其特有的功能,已经广泛被添加在油脂或食品中用做脂溶性抗氧剂及营养强化剂[1]。全世界现在每年对于VC棕榈酸酯的需求大约为5000 t,但VC棕榈酸酯的高成本阻碍了它在各个行业的进一步推广应用。工业化生产中大部分采用的是濃硫酸直接酯化合成VC棕榈酸酯,但其分离困难、产品纯度低、成本昂贵等问题严重影响生产[2],使得经济效益不高。因此,拓展VC棕榈酸酯市场的有效途径是解决目前制备VC棕榈酸酯存在的这些问题[3-6]。
1 实验部分
1.1实验步骤
本实验以浓硫酸催化L-抗坏血酸和十六酸合成L-抗坏血酸棕榈酸酯。首先确定L-抗坏血酸的量,再调节十六酸的量,使得L-抗坏血酸与十六酸的摩尔比介于1:1~1:1.4。在三口烧瓶里加入加入硫酸和十六酸溶解后,再加入VC,搅拌加热反应,反应结束静置18 h,用冰水浴冷却结晶。
1.2产品表征
1.2.1颜色
VC棕榈酸酯的外观:淡黄色固体。
1.2.2熔点
熔点测定也就是我们所谓的测量晶体的熔点。本实验选用的是熔点显微仪来测定L-抗坏血酸棕榈酸酯的熔点。物料比不同的情况下合成产物的测定数据如表l所示。
通过表1可以看出,第3组实验数据与理论值比较接近,其熔点为107.1~111.5℃与理论值107~117℃比较接近,纯度较好。
1.2.3红外光谱
VC棕榈酸酯的红外光谱如图1所示。
图谱分析:2920 cm-1和2852 cm-1为甲基和亚甲基特征吸收峰;1700cm-1为羧酸酯的羰基伸缩吸收峰;在1230cm-1为醚键特征吸收峰。
1.3实验的方案
根据上述实验步骤,以棕榈酸与VC的摩尔比、搅拌时间、反应温度和硫酸加入量为实验因素,每个因素取5个水平。本实验采用正交L25(54)表安排4因素5水平实验,控制其他反应条件不变,设计正交实验方案。
2 结果与讨论
2.1反应物料比的影响
酯化反应是可逆反应,所以不同的物配比对反应的产率有一定的影响。在反应过程中,当一种反应物过量时,另一种反应物就会尽可能地反应完全,使反应能够向着正反应方向移动,从而提高产率。另外,此法还能有效降低反应成本,通常我们选择过量的反应物是反应物中较为廉价的一种或几种,由于L-抗坏血酸比棕榈酸价格高,所以先确定L-抗坏血酸的量,再对棕榈酸的量进行调整,使得L-抗坏血酸尽可能地参与到反应中,这样就降低了整体反应的成本。产率如表2所示。
由表2可知,反应产率随棕榈酸用量增大而增大,但并不是无限制增大,当反应物料配比1.2:1时,产率达到最大。这是由于棕榈酸的加入量较大时,VC易被硫酸氧化,不仅增加了反应成本,而且产率降低。
2.2搅拌时间的影响
合成VC棕榈酸酯的反应是可逆放热的过程,为了使反应物能够充分混合,提高反应的转化率,减少副产物的生成,应选择适宜的搅拌时间。产率如表3所示。
由表3可知,搅拌3h最为合适,产率达到最高。2~3 h产率升高,说明搅拌使VC与棕榈酸充分溶解在硫酸中,使反应进行的更加完全。3~6 h产率下降,这是由于VC的化学性质较活泼,搅拌时间过长会加快VC的氧化,生成副反应;另外,也会使未反应的棕榈酸全部溶解,使得反应向逆反应方向进行。
2.3反应温度的影响
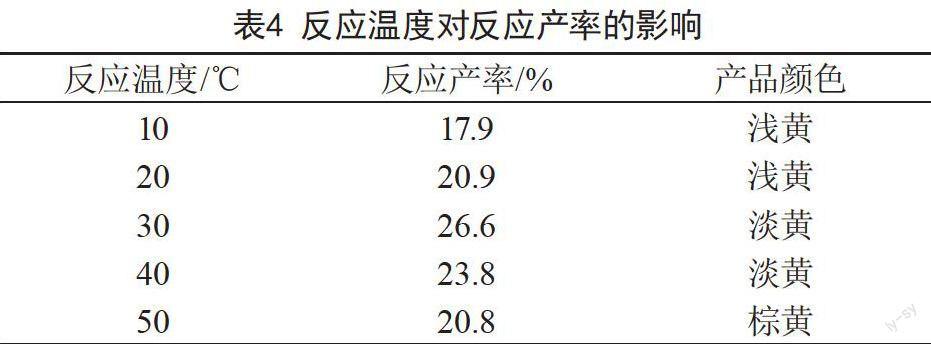
直接酯化法合成VC棕榈酸酯的反应是可逆的双分子反应,因此需要吸收热量提高该反应的反应速率。当温度升高时,可逆吸热反应的反应速率会增加。产率如表4所示。
由表4可知,温度从10℃上升到30℃,产率升高很快,30℃时产率达到最高,温度从30℃上升到50℃时,产率急剧下降。这是由于温度不仅对反应速度有很大的影响,而且对副反应的影响也很大,温度升得过高会使反应物分解或造成副反应的发生。
2.4硫酸加入量的影响
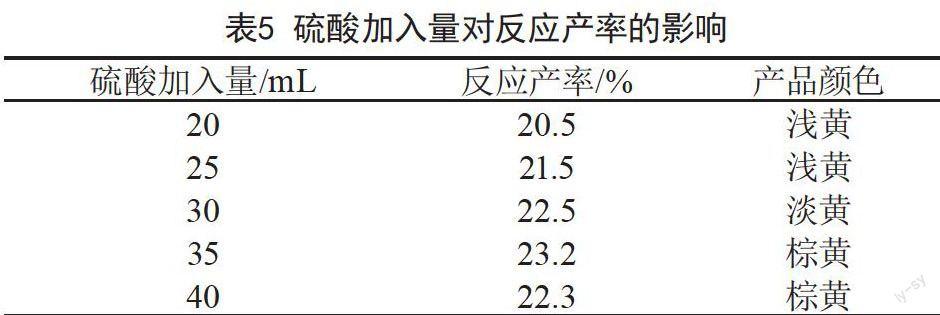
浓硫酸在较低的温度条件下,也能起到较好的催化作用,又能同时将VC和棕榈酸进行溶解,并且具有较强的吸水性。产率如表5所示。
由表5可知,硫酸加入量从20mL增至35mL,反应产率是不断升高的,在35mL的时候,产率达到最大值;之后反应产率在降低。这是由于硫酸在反应体系中同时作为催化剂和溶剂,硫酸过少时,不能充分溶解反应物,反应进行不完全;硫酸过量时,硫酸具有强的氧化性,VC易被氧化,就会有副产物产生,同时反应向逆反应方向进行。
3结语
(1)从实验结果的数据处理来分析,从极差来看因素C(反应温度)极差最大,然后是因素A(棕榈酸和VC的摩尔比),然后是因素B(搅拌时间),最后是因素D(硫酸加入量)。因此,我们发现反应温度对反应产率影响较大。
(2)因素A列中的均值3较大,因素B列中均值2较大,因素C列中均值3较大,因素D列中均值4较大。所以,A3、B2、C3、D4是各因素中影响较大的水平,即棕榈酸与VC的摩尔比为1.2:1、搅拌时间为3h、反应温度为30℃、硫酸加入量为35 mL时,对反应产率影响最大。
(3)从测到的熔点范围在107.1~111.5℃与理论范围107~117℃很相近,可以看出,实验做出的产品VC棕榈酸酯的纯度还可以;但从实验结果的数据来看,产品产率只有30%左右,可以发现实验的产率不是很高,说明这个工艺还存在着一些缺陷,有很大的完善空间。
[参考文献]
[1]章立群,曹栋.L-抗坏血酸棕榈酸酯的研究进展[J].郑州粮食学院学报,1998,19 (1):89-95.
[2]曹会兰,杨建武.L-抗坏血酸棕榈酸酯的合成及应用[J].西北农林科技大学学报(自然科学版),2003,31(5):121-122.
[3]张卫,孙乃有,李建英.L-抗坏血酸棕榈酸酯的合成工艺研究[J].食品科技,2003,32 (10):62-64.
[4]李 红,陶 静,姚小娟L-抗坏血酸棕榈酸酯的化学合成工艺优化[J].中国食品添加剂,2010,21(5):144-148
[5]高荫榆,雷占兰,谢何融,等L-抗坏血酸棕榈酸酯的抗氧化研究[J].食品科学,2007,28 (11):60-62.
[6]陆 豫,甘利军,陈葆仁.L-抗坏血酸棕榈酸酯的合成[J].精细化工.1996. 13 (3):17-18.
