浅析快速成型技术在铸造中的应用
2017-05-18陈鹏,刘继波,董志鹏等
浅析快速成型技术在铸造中的应用
陈鹏1,刘继波1,董志鹏1,李永刚1,秦鹏2
(1.潍柴重机股份有限公司,山东潍坊261108;2.潍柴动力股份有限公司,山东潍坊261061)
随着快速成型技术的发展,凭借其快速性、自由成型制造、材料广泛性、低成本等特点,在铸造领域中得到越来越多的关注和使用。本文通过增、减材快速制造技术制得铸造砂型/芯,完成了齿轮室铸造样件的制造。探讨快速成型技术在铸造中的应用,为同类型的铸造工艺提供参考。
快速成型;选择性激光烧结;减材制造;铸造工艺
1快速成型技术概述
快速成型(Rapid Prototyping)技术是20世纪90年代发展起来的一种高新制造技术,简称RP技术。该技术集计算机辅助技术(CAD/CAM)、激光技术、计算机控制技术、网络技术、以及新材料、新工艺等先进技术于一体,突破了传统制造工艺,不需要制造模具,即可根据三维CAD设计数据快速、准确地制造出产品原型,用于新产品的展示、验证设计、性能测试等。对于有效缩短新产品开发周期,降低开发成本与风险,生产适销对路的产品具有重要意义,被称为制造业的一项革命[1]。
快速成型技术具有高度灵活性、技术高度集成、设计制造一体化、快速性、自由成型制造、使用材料广泛性等特点。目前在国内外已广泛应用于机械、电子、家电、航空航天、汽车、摩托车、玩具、医疗、通信等领域,创造了良好的社会及经济效益[2]。
2快速成型主要工艺方法
快速成型按照增添或去除材料成型可以归为两大类,即增材制造和减材制造。对于增材制造,目前国内外生产的快速成型工艺方法按加工方式及使用材质不同主要可分为六种:激光光固法快速成型(SLA)、融丝堆积快速成型(FDM)、选择性激光切割快速成型(LOM)、选择性激光烧结快速成型(SLS)、光掩膜快速成型(SGC)、直接陶瓷壳法快速成型(DSPC).而对于减材制造则是类似于加工中心对金属件的加工原理,不同的是在数字化成型材料、刀具、软件、工艺和设备等方面有所创新。
本文探讨的是如何利用快速成型技术制造出齿轮室样件。使用的是选择性激光烧结和铸造砂块减材制造快速成型的方法,以此探索快速成型技术在铸造中的应用[3]。
3快速成型在铸造中的应用
如前所述,快速成型技术可制作出产品原型。本案例首先基于CREO2.0软件绘制齿轮室的三维模型,并根据模型设计砂型和砂芯。根据砂型/芯的形状结构选择不同的快速成型方法,得到期望的砂型/芯,依次通过组芯、研箱、浇注工序,最终得到齿轮室铸件毛坯。此过程不需要木模及模具,精简了铸造毛坯开发流程、缩短了铸造毛坯开发周期,特别适合于复杂铸件的少量的快速制造,实现了传统铸造行业的数字化制造。
3.1齿轮室建模
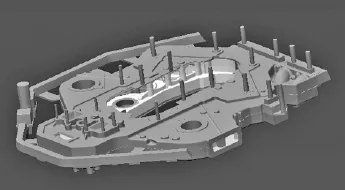
图1齿轮室铸造工艺
齿轮室为柴油机重要的组件之一,结构较为复杂。采用CREO2.0建模得到模型,并设计铸造工艺,如图1所示。根据工艺分出砂芯7颗、砂型8颗,如图2、图3所示。其中在砂型的非成型面设计了定位、转运、吊装、把合等结构。
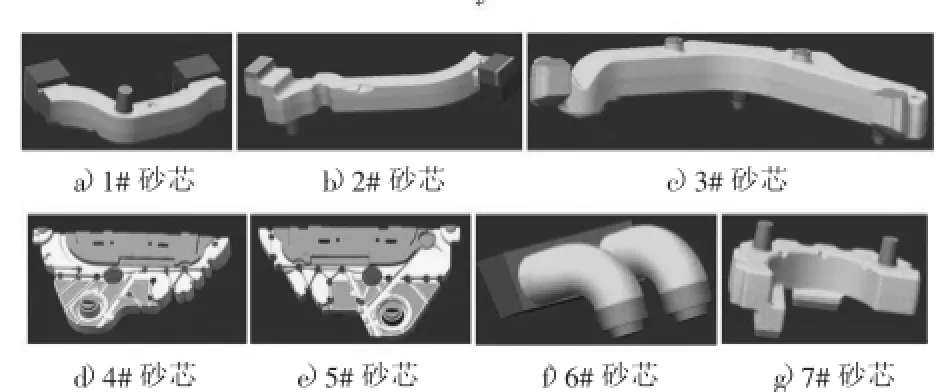
图2分出的砂芯
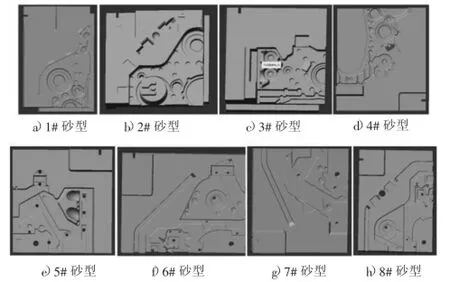
图3分出的砂型
3.2砂型、砂芯快速制造
根据现有的设备,制定加工计划:1#砂芯和7#砂芯选用选择性激光快速成型设备;其余的砂型、砂芯都选用减材制造设备加工成型。
3.3快速成型设备
3.3.1选择性激光烧结快速成型(SLS)
选取的设备如图4所示,参数见表1.

图4选择性激光烧结快速成型设备

表1选择性激光烧结快速成型设备参数
覆膜砂技术要求:粒度为50/100目,粒度集中性≥75%,常温抗拉强度≥5.0 MPa,热抗拉强度≥1.2 MPa,发气量≤14 mL/g.在实际的操作中可根据覆膜砂性能、砂型/芯的尺寸大小和结构等因素来调整快速成型过程中涉及的工艺参数。主要有激光功率和扫描速度、预热温度、分层方向、分层厚度、扫描间距和扫描方向、后处理温度等。以获取必要的砂型/芯强度和表面精度。
选择性激光烧结快速成型工艺过程:
第一步,在计算机中先将三维模型创建好,将模型用切片软件进行离散—堆积切片处理,把处理后的切片信息保存为成型设备可识别的格式并输入快速成型设备中,成型设备将识别并根据切片信息开始逐层激光烧结。
第二步,烧结成型。设置相应参数:铺粉厚度为0.3 mm,激光功率为40 W,扫描速度为2 000 mm/s,扫描间距为0.1 mm,预热温度为60℃,每铺完一层砂子,激光器通过激光产生的高热能对砂面烧结一次,覆膜砂在高热能的作用下发生固化反应。成型设备将重复相同的动作,直至砂型(芯)完全烧结成型。
第三步,后处理。①清砂处理:将烧结成型的砂型/芯从成型室中取出,用毛刷和专用工具将制件上多余的未反应的砂子清理、打磨干净;②预固化:用酒精喷灯均匀喷烧砂芯表面,使砂芯及时进行预固化,喷烧时间不能过长或局部过烧,防止砂芯变形或开裂;③烘烤固化:由于刚烧结成型的砂型/芯中还有未反应的树脂和乌洛托品,砂型/芯的硬度还不是很理想,因此在预固化后还需要进行烘烤固化。烘烤时将砂型、芯放入固化箱中,用直径1 mm~2 mm的玻璃珠填埋砂芯后烘烤固化,温度180℃~200℃,时间4 h~16 h;烘烤固化后砂芯强度将大大提高;④完成砂芯的修整工作;图5为选择性激光烧结快速成型得到的砂芯。
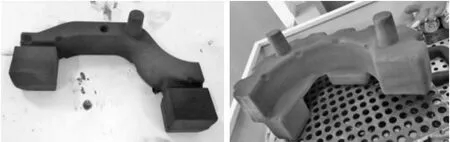
图5选择性激光烧结快速成型得到的砂芯
3.3.2减材制造快速成型
选取的设备如图6所示,参数见表2.

图6减材制造快速成型设备

表2减材制造快速成型设备参数
铸造擦洗砂技术要求:粒度70/140目,含泥量≤0.3%,粒度集中性≥75%;采用树脂砂工艺得到砂块应满足抗拉强度≥1.2 MPa,发气量≤14 mL/g.
减材制造快速成型工艺过程:
根据砂型、芯的尺寸选取使用树脂砂块避免不必要的浪费。将CREO建模得到的砂型、芯数据转换为设备能够识别的G代码驱动设备进行加工,使用专用刀具在干式条件下对砂块进行加工,在加工过程中应及时清除废砂,保证加工进程。图7所示即为减材快速成型得到的砂型/芯。
3.4研箱、浇注
在研箱前应检测砂型/芯尺寸和表面精度是否满足使用要求。考虑到本产品尺寸较大,砂型/芯较多,除正常把合外还采用了套箱生产工艺。经过修型/芯、刷涂料、套箱造型(图8、图9)、组芯(图10)、烘烤、合箱等工序后,得到最终铸型(图11).

图7减材快速成型得到的砂型/芯

图8套箱造型(下型)

图9套箱造型(上型)

图10完成组芯

图11最终铸型
完成浇注,清理得到快速成型的齿轮室铸件,如图12所示。

图12齿轮室铸件
4结论
1)增材制造:选择性激光烧结快速成型技术适用于结构复杂的覆膜砂芯制作,不易发生变形,但仍需对容易发生变形的地方设计支撑结构。
2)减材制造:加工成型的树脂砂型/芯精度及表面质量都可满足生产要求,但应合理设计吃砂量、工艺间隙等,保证砂型的把合强度。
3)利用选择性激光烧结快速成型技术和减材制造技术相结合的快速铸造技术,可以实现单件复杂零件无模具直接生产,可得到精确的产品试样,同时也可为模具设计提供有利参考。
[1]刘伟军.快速成型技术及应用[M],北京:机械工业出版社,2005.
[2]翟德梅,段维峰.模具制造技术[M],北京:北京工业出版社,2005.
[3]臧加仑,孙玉成,李闯,黎智勇.国内铸造快速成型技术及应用[J].中国铸造装备与技术,2015(4):1-5.
Application of Rapid Prototyping Technology in Foundry
CHEN Peng1,LIU Ji-bo1,DONG Zhi-peng1,LI Yong-gang1,QIN Peng2
(1.Weichai Heavy Machinery CO.,LTD.,Weifang Shandong 261108,China;2.Weichai Power CO.,LTD.,Weifang Shandong 261061,China)
With the rapid development of prototyping technology,it gets more and more attention and is used in the casting field with its fast,free-form manufacturing,materials extensive and low cost characteristics.By additive and subtractive material rapid manufacturing technology,we obtained the casting forms/cores and the gear chamber casting.The discussion of rapid prototyping technology in foundry provides a reference for the same type of casting process.
rapid prototyping,selective laser sintering,subtractive manufacturing,casting process
TG249.9
A
1674-6694(2017)02-0039-03
10.16666/j.cnki.issn1004-6178.2017.02.013
2017-01-04
陈鹏(1987-),男,本科,助理工程师,主要从事铸造工艺开发工作。
