铬铁矿珍珠砂在铸钢件中的应用
2017-05-18张朋涛,刘敏娟,程锋涛
铬铁矿珍珠砂在铸钢件中的应用
张朋涛,刘敏娟,程锋涛
(中冶陕压重工设备有限公司,陕西西安711711)
铸件在热节处、大圆角处容易产生裂纹、粘包砂、砂眼、气孔及低的溃散性等铸造缺陷。本文提出了将铬铁矿砂和珍珠砂以一定的比例混合后放在铸钢件的热节处和大圆角处的造型方法,试验证明铬铁矿砂和珍珠砂以一定的比例混合后使用可有效降低铸钢件的粘砂、包砂和裂纹缺陷,同时提高了型砂的透气性和溃散性,降低了铸件成本。
珍珠砂;铬铁矿砂;铸件热节
现代工业生产的发展对铸件的要求越来越高,随着加工中心、数控机床和自动加工线的使用,要求铸件不仅拔模斜度小、加工余量也应尽可能的小;而且内在质量也有了较高的要求,这些就给铸件的生产增加了难度。而型砂的质量对铸件起着决定性的作用,因型砂的质量不好而造成的铸件废品约占铸件总废品的30%~50%.通常对型砂的要求是:①具有较高的强度和热稳定性,以承受各种外力和高温对型腔的烘烤及热辐射;②良好的流动性,即在风冲子等设备舂砂时,砂粒间相互移动以提高砂芯的紧实度和强度;③一定的可塑性,即型砂在外力作用下变形,当外力去除后能保持所给予的形状的能力;④较好的透气性;⑤高的溃散性,又称出砂性。如我公司的产品BW8004轴承座16件,材质:ZG35CrMo;煤矿采煤机机壳3件,材质为ZG275~485H,都是由于铸件的热节和大圆角处有粘包砂和裂纹问题使产品质量受到很大影响,严重地影响了生产进度和公司的声誉。
1目前情况分析
在我国目前的铸造行业中,解决铸件在热节处、大圆角处容易产生裂纹、粘包砂、砂眼、气孔及低的溃散性等铸造缺陷的方法是放置铬铁矿砂或珍珠砂,但是铬铁矿砂我国产量很少,大部分从南非进口,价格比较昂贵,且铬铁矿砂粒度较细,透气性差,尤其是在拐角等部位气体很难排出,形成皮下气孔,铸件只有经过抛丸处理后才能被发现,轻者降低铸件强度,严重的可使铸件报废。而珍珠砂作为芯砂,其芯子的强度较低,容易碎,经过钢水的高温烘烤及热辐射容易产生掉砂,掉在钢水中的砂粒随着钢水在型腔中的流动,卷在钢水中,很大一部分无法从冒口中浮出,最终留在铸件内,形成表皮掉砂或内部缺陷,造成超声波探伤不合格。这是铸造行业中普遍存在的一项技术难点。
表1为石英砂、铬铁矿砂、珍珠砂的主要性能,可以看出铬铁矿砂和珍珠砂具有较高的耐火温度和较低的莫氏硬度,高的耐火温度使得其性能稳定,低硬度又便于清砂,两者混合可适当降低铬铁矿砂的耗酸值,并提高造型的操作性。所以将铬铁矿砂和珍珠砂按照一定的比例混合后,用在铸件的圆角和热节处,从而改善了型砂的强度和透气性,极大地消除了铸件的裂纹、粘包砂、气孔及溃散等缺陷,提高了铸钢件的质量,明显降低了成本。

表1石英砂、铬铁矿砂、珍珠砂的主要性能数据
2试验方法
首先将铬铁矿砂和珍珠砂按比例进行混合,再倒入铬铁矿砂和珍珠砂总质量5%~6%的水玻璃,碾砂搅拌5 min~10 min,使水玻璃与铬铁矿砂、珍珠砂均匀混合,直到无干砂、无结块为止,得到混合好的铬铁矿砂和珍珠砂混合砂。如图1所示,将该混合砂设置在木模5铸造面的铸件热节处3和铸件大圆角处4的对应部位,得到混合砂层2,混合砂层2的厚度根据铸件热节处3和铸件大圆角处4的情况不同进行设置,混合砂层2的厚度为20mm~50 mm[1].
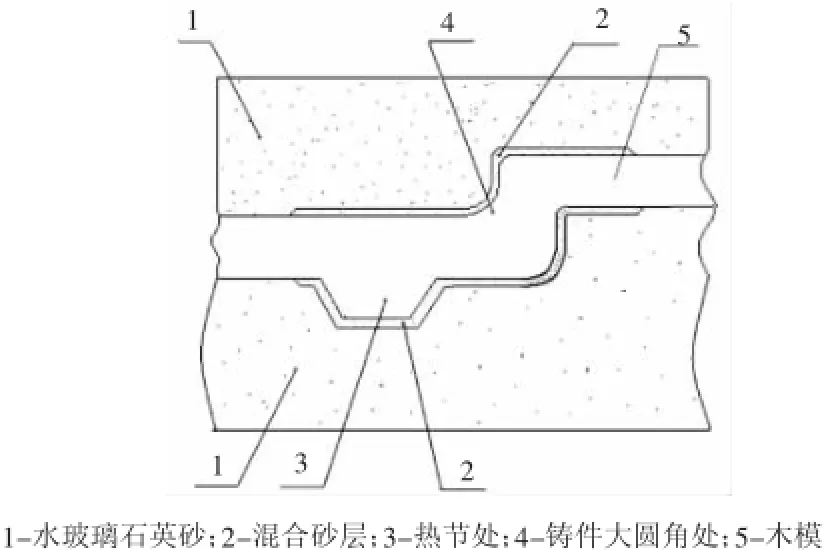
图1铬铁矿珍珠砂使用示意图

图2铬铁矿珍珠砂在采煤机机壳砂型的应用
混合砂层2中的铬铁矿砂和珍珠砂的混合比例根据现场试验结果得出,根据要浇铸铸件的重量大小而定,当铸件浇铸重量大于10 000 kg时,比例为2∶1(质量比,下同);当铸件浇铸重量小于1000kg时,比例为4∶1;当铸件浇铸重量大于1 000 kg并小于10 000 kg时,铬铁矿砂和珍珠砂的比例为2:1到4:1之间[1]。
图2是采煤机机壳合箱前的砂型图,该型腔中间凸起的三处型砂处在铸件的热节处,上面放有冒口,在高温下很容易产生粘包砂和裂纹,而且不利于清砂。在此处放置铬铁矿砂和珍珠砂的混合砂既可以提高此处的耐火度(防止粘包砂和裂纹的产生)又可增强砂型的透气性(防止气孔的出现)。造型工在木模中打芯时,在此位置放置混合好的铬铁矿砂和珍珠砂的混合砂,并按工艺要求保证足够的厚度。如图2所示浅色砂是水玻璃石英砂,深色砂是铬铁矿砂和珍珠砂的混合砂(砂型上面刷有涂料)。
3试验过程及生产实例
3.1公司产品上辊盒的生产实列
1)生产过程
矫正机的上辊盒,材质ZG20SiMn,工艺毛重7 500 kg,所需钢水量12 600 kg.
上辊盒是矫正机的主要部件,其吨位大,结构复杂,毛坯面较多,且毛坯要求UT可探性,关键部位毛坯面要求MT探伤。铸件热节较多且分散,铸件很容易粘包砂和裂纹,严重者可使铸件报废。将铬铁矿砂和珍珠砂按3∶1的比例进行混合,再倒入铬铁矿砂和珍珠砂总质量5.5%的水玻璃,碾砂搅拌10 min,且无干砂、无结块,得到铬铁矿砂和珍珠砂的混合砂。将混合后的型砂做成试块,在型砂化验室做砂型抗拉强度试验,强度平均值为0.72 MPa,满足使用要求。抗拉强度试验结束后,将混合砂放置在铸件热节和大圆角所对应的砂型处,铸件按工艺经过浇注、保温、清砂。

图3划线合格后的上辊盒
2)试验结果
图3是经过粗打磨划线后的上辊盒,表面光滑平整,基本未发现粘包砂现象,并经过专业探伤人员进行着色探伤检查,未发现表面有裂纹、龟裂、气孔等现象,MT探伤符合图纸要求。
3.2产品轴承座的生产实列
1)生产过程
轴承座,材质ZG230~450,工艺毛重360 kg,钢水重量660 kg.
该轴承座重量不大,但结构复杂,外表面基本为毛坯面,且表面带有15 mm高的散热片,要求所有散热片必须铸出。此散热片间距小,容易粘砂、产生气孔,且不易清理。在此表面按4∶1的比例放置铬铁矿砂和珍珠砂的混合砂用做面砂。混合砂做砂型抗拉强度试验,强度平均值为0.79 MPa,满足使用要求。将混合砂用于轴承座的散热片及热节部位,铸件经过浇注、保温、清砂,粗打磨后划线检查。
2)试验结果
图4是经过喷丸的轴承座,各散热片全部铸出,各散热片间光滑平整,基本无粘砂、裂纹情况,外观质量较好,得到了用户的好评。
4结论

图4喷丸后的轴承座
实践证明,珍珠砂以不同的比例与铬铁矿砂混合后作为铸造用型砂的面砂,或用在厚大铸钢件的圆角、热节处,不仅提高了铸件的内在质量、也保证了铸件的尺寸要求和较高的光洁度,特别是为解决铸钢件厚大处的粘包砂问题找到了一条新的有效途径。
现在,铬铁矿珍珠砂在我公司的使用已经推广到大部分铸件的生产中,取得了良好的效果,降低了铸造缺陷,同时提高了生产效率,为工厂间接创造了可观的经济效益。
[1]王耀琨,张朋涛,田斌.一种铸造用混合型砂:中国,200820029970.4[P].2009-07-22.
[2]第一重型机械厂,哈尔滨工业大学.大型铸钢件生产[M].北京:人民出版社,1979.
[3]李龙盛,铸钢手册[M].北京:机械工业出版社,1981.
[4]李传栻.铸造工程师手册[M].北京:机械工业出版社,2002.
·环保小常识·
双碱法烟气脱硫
双碱法烟气脱硫技术是为了克服石灰石-石灰法容易结垢的缺点而发展起来的。传统的石灰石/石灰-石膏法烟气脱硫工艺采用钙基脱硫剂吸收二氧化硫后生成的亚硫酸钙、硫酸钙,由于其溶解度较小,极易在脱硫塔内及管道内形成结垢、堵塞现象。结垢堵塞问题严重影响脱硫系统的正常运行,更甚者严重影响锅炉系统的正常运行。为了尽量避免用钙基脱硫剂的不利因素,钙法脱硫工艺大都需要配备相应的强制氧化系统(曝气系统),从而增加初投资及运行费用,用廉价的脱硫剂而易造成结垢堵塞问题,单纯采用钠基脱硫剂运行费用太高而且脱硫产物不易处理,二者矛盾相互凸现,双碱法烟气脱硫工艺应运而生,该工艺较好的解决了上述矛盾问题。
双碱法是采用钠基脱硫剂进行塔内脱硫,由于钠基脱硫剂碱性强,吸收二氧化硫后反应产物溶解度大,不会造成过饱和结晶,造成结垢堵塞问题。另一方面脱硫产物被排入再生池内用氢氧化钙进行还原再生,再生出的钠基硫剂再被打回脱硫塔循环使用。双碱法脱硫工艺降低了投资及运行费用,比较适用于中小型锅炉进行脱硫改造的脱硫除尘器。双碱法烟气脱硫技术是利用氢氧化钠溶液作为启动脱硫剂,配制好的氢氧化钠溶液直接打入脱硫塔洗涤脱除烟气中SO2来达到烟气脱硫的目的,然后脱硫产物经脱硫剂再生池还原成氢氧化钠再打回脱硫塔内循环使用。
Application of Chromite Pearl Sand on Steel Casting
ZHANG Peng-tao,LIU Min-juan,CHENG Feng-tao
(MCC-SFRE Heavy Industry Equipment CO.,LTD.,Fuping Shanxi 711711,China)
To remove casting defects,such as crack,burnt-in sand,sand hole,porosity and low collapsibility,etc,appeared in the hot spot and large rounded corner,the chromite sand and the pearl sand were mixed in a certain proportion and applied in the hot spot and large rounded corner.The results showed that the defects were reduced,the permeability and collapsibility of sand improved,the casting cost reduced at the same time
pearl sand,chromite sand,casting hot spot
TG221
A
1674-6694(2017)02-0050-03
10.16666/j.cnki.issn1004-6178.2017.02.017
2017-02-14
张朋涛(1981-),男,本科,工程师,主要从事铸钢件生产技术管理工作。
