大型铸件渐变壁厚尺寸检测方法的研究与应用
2017-05-18沙学录
沙学录
(共享铸钢有限公司,宁夏银川750021)
大型铸件渐变壁厚尺寸检测方法的研究与应用
沙学录
(共享铸钢有限公司,宁夏银川750021)
本文主要介绍大型铸件渐变壁厚尺寸检测方法的研究与应用,该方法打破传统尺寸测量方法,通过人工计算及计算机软件成功应用将产品图纸转换成检验图纸的检测表,杜绝无法检测或检测错误的现象,能更好更准确地为前序工艺改进提供可靠依据,为后续处理提供返修基准、范围以及返修量,并能全面、准确地反映铸件尺寸问题,大大提高尺寸检测质量。
渐变;壁厚;尺寸;检测
随着科学技术的发展和制造水平的提高,为获得高品质铸件,顾客对铸件产品尺寸检测要求越来越高,常规的尺寸检测方法已不能满足检测需求。如何高效准确地对铸件尺寸、形状、外观进行检测,全面检出铸件尺寸、形状问题,为前序改进提供可靠依据,且为后续承修提供参考,保证铸件品质是公司目前在尺寸检测中应重点关注的问题。
铸件产品种类繁多、结构复杂,存在部分尺寸无法用划线仪直接测量,如内腔尺寸、变径尺寸以及其他变化无规律的尺寸,而且部分尺寸在图纸上没有明确给出,用以前的常规检测方法按照图纸进行检测,存在很多的盲区,尺寸检测部位不全面,存在很大的质量隐患。
1渐变壁厚尺寸检测方法研究
对于铸件有规律渐变的壁厚尺寸检测,通过计算将专项检测表纳入到产品检测方案中,无规律的渐变壁厚通过人工计算及各类软件成功应用将产品图纸转换成类似检验图纸的专项检测表,每个点的理论尺寸标注清楚,检测人员拿到这张检验图纸的专项检测表进行直接划线测量,检测结果直接写在图表上,前序按照图表上结果进行改进,后续承修直接按照图表评审意见进行承修,能对铸件达到全面检测,暴露所有尺寸问题,从而有效的减少工序中出现不合格品的概率。
2渐变壁厚尺寸检测方法应用及实施过程
2.1无规律性无法计算的渐变壁厚分析与应用
以蒸汽轮机铸件为例进行分析,其比较大且重、形状复杂、曲面尺寸较多,部分尺寸图纸上没有标注。曲面壁厚都是渐变的,大小不一样,没有什么规律性,无法计算测量;通过CAD截取铸件的立体图确定坐标值和渐变壁厚值,用三维划线仪定好坐标值,划好坐标点,再用壁厚仪测量壁厚情况,来反映铸件的真实问题,如图1所示。经过对蒸汽轮机铸件渐变壁厚反复检测验证、讨论及对尺寸检测人员进行定期培训,最终确定了渐变壁厚尺寸专项检测表的应用,如图2所示。在外腔每测量1个点对应的测厚仪测量壁厚的1个点,壁厚尺寸是通过CAD截取立体图后确定的,假如外腔轮廓尺寸多肉10 mm,用测厚仪测量绝对壁厚尺寸合格,反映出此件产品内腔相对尺寸缺肉。将每次划线和测厚仪测量的点固定不变,无论何人何时测量时,都站在同一个基准上反映问题。例如:若在177.81 mm距离的部位理论壁厚尺寸281.18 mm,实际测量301.18 mm,比理论尺寸多20 mm,前序工艺人员对此处模型减量20 mm,保证下次加工出的铸件尺寸合格;后续承修人员对此处尺寸气刨掉20 mm,从而保证铸件合格。若在177.8 mm距离的部位理论壁厚尺寸281.18 mm,实际测量261.18 mm,比理论尺寸少20 mm,前序工艺人员对此处模型加量20 mm,保证下次加工出的铸件尺寸合格;后续承修人员对此处尺寸焊接20 mm,从而保证铸件合格。承修单位每次承修完成后,使用测厚仪核实壁厚情况,如果不合格继续处理直到合格为止,这样能更准确地反映铸件真实尺寸,提高划线精度,保证产品尺寸合格。

图1蒸汽轮机铸件壁厚图纸
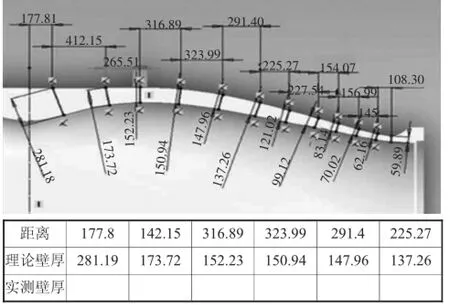
图2蒸汽轮机铸件壁厚专项检测表设计
2.2有规律性能计算的渐变壁厚分析与应用
通过对无规律性无法计算的蒸汽轮机铸件渐变壁厚的研究与应用后,我们将上述方法延伸推广到有规律性能计算的渐变壁厚检测,这样更准确地反映铸件真实尺寸。以下是阀体的渐变壁厚的专项检测方案,内腔半径是给定的1 790 mm,外腔半径是以圆心偏心95 mm,通过计算得出R为1 935 mm,如图3.
2.3有规律渐变壁厚的计算分析
已知内圆半径是200 mm,外圆半径是300 mm并且偏心50 mm,求在30°中壁厚值,即L值,设30°对应的直角边为X,那么对应的斜边是2X,如图4所示。即:


图3阀体渐变壁厚图纸
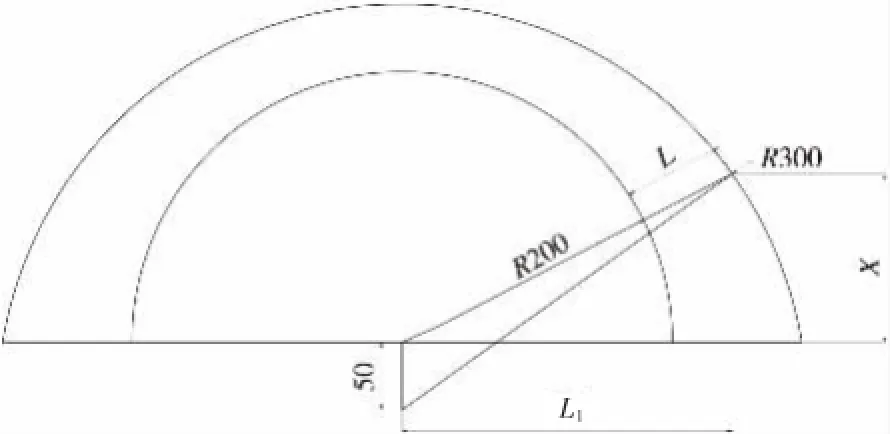
图4渐变壁厚的标注图
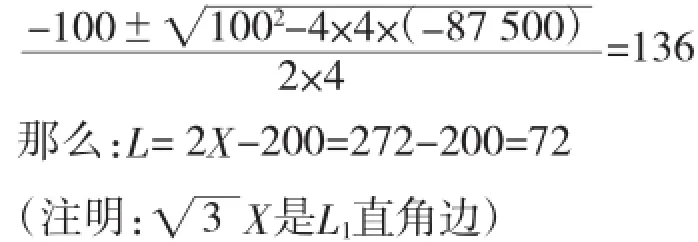
X2+100X2+2 500+3X2=90 000
4X2+100X-87 500=0
利用一元二次方程公式进行计算X值:
3在其他产品中的应用
渐变壁厚检测方法已经在蒸汽机类和阀体类中成功应用,推广到其他产品中,可以更准确反映铸件真实尺寸情况,能够更好更准确地为前序工艺改进提供可靠依据,为后续处理提供基准和范围,这样达到全面暴露尺寸问题。从而保证了产品尺寸合格。
4结论
通过对渐变壁厚尺寸检测方法的分析与应用,目前公司所有产品的渐变壁厚尺寸都能检测,这种方法能够更加全面反映铸件的尺寸问题,杜绝了尺寸漏检现象的发生,有效地减少了工序中出现不合格品的概率,从而保证了发往顾客的产品尺寸100%合格。
[1]胡立炜,陈舒拉.自由曲面形位公差的数字化检测方法[J].工具技术,2010(11):111-112.
TP206
A
1674-6694(2017)02-0045-02
10.16666/j.cnki.issn1004-6178.2017.02.015
2017-03-08
沙学录(1982-),男,助理工程师,主要从事大型铸钢件尺寸检测工作。
