某车用调光电机异音检测识别
2017-05-15郑燕萍AntoineAUGEIX郑晓娇
张 新,郑燕萍,Antoine AUGEIX,郑晓娇
(1.南京林业大学,南京210037;2.艾默林汽车活动照明组件有限公司,无锡214000)
0 引 言
噪声问题是机械运转过程不可避免的,对于噪声国内外都规定了一定的声功率级限值。然而某汽车车灯组件厂在实际生产中发现,某型号车灯电机调光装置在工作时其噪声测量小于规定的限值60 dB(40 cm处),但人耳却能听到一种不正常的敲打声音如“卡啦卡啦”声,影响该产品声品质,称之“异音”。这些异音件会影响产品市场竞争力,因此需要借助有经验的工人凭借人耳进行质量检查。但是仅靠人主观判断的结果,不具有规范性且生产效率低,同时分选工作的人员因重复工作会心生烦躁而产生判断误差。因此迫切需要一种更加科学、更加系统、更加直观的异音故障检测装置,从而确保产品质量,提高生产效率,满足生产要求。
异音故障诊断一直以来是故障诊断领域备受关注的研究方向。研究一套异音检测设备离不开故障诊断的常用4个步骤:故障机理研究与状态监测;信息处理与故障特征提取;智能故障诊断方法;故障预测与决策技术[1]。随着计算机技术的发展,以人工神经网络和支持向量机为代表的智能诊断技术广泛应用于齿轮箱的故障诊断中。然而人工智能方法一方面需要大量的统计数据作为支撑,还需要找出充分表征故障特征的参数才能更好地进行分类,容易陷入局部最优化的问题;另一方面在产线上次品率出现机会较少,基于机器学习的诊断方法对计算机性能要求极高,不利于产线大批量操作。因此,传统模式识别或人工神经网络算法在这一环境下应用效果可能并不显著,需要另辟蹊径[2]。
本文所研究的车灯电机调节装置,采用的是塑料材质的小模数齿轮传动,而非传统的齿轮箱机构,因小模数塑料齿轮有着重量轻、噪声低、自润滑良好、生产效率高和制造成本低等优点,现已广泛应用于汽车电器等各领域[3]。但是我国在塑料齿轮箱传动的电机异音故障诊断分析研究不够深入,加上小模数塑料齿轮是注塑成型的,其精度等方面不如金属齿轮,易出现制造误差,导致装配后其运行过程中的不稳定性,从而引起产品异音。这种异音产生原因复杂,产生位置多样,但总体来说并非大的故障,因而在实际生产中不需要做产线上故障定位,仅需要分选出正常件和异音件即可。而异音本身就是一个相对主观的存在,是人耳对产品声音品质的感受。在选择特征参数不够准确的情况下,利用机器学习方法有时候反倒分辨率不高。基于以上分析并通过实践,本文在诊断方法上利用将主观决策数学化的层次分析法(AHP)对调光电机进行异音识别,在识别的有效性、可靠性、可行性、简明性和广泛的适应性方面具有良好的工程应用价值。
1 异音检测方案与数据采集
1.1 检测方案制定
异音的检测常用的是基于噪声的检测和基于振动的检测。设计出一套自动化的异音检测系统对此调光电机进行在线的异音检测,来代替人工识别应用于产品生产线中是厂家迫切需求的。然而产线上背景噪声过大,采用对声音的检测不可取,因此采用测试振动的方法更加合理。为了获得更多信息,传感器选择压电式加速度传感器,其位置布置要合理考虑振动传播方向和易于检测的方向,由于该调光电机需要通电工作,电机安装在内部,综合考虑,将传感器用螺栓固定在接口的夹具处,如图1所示,接合时即贴紧机构,既能在检测时保证传感器位置固定不变,同时又不影响正常操作,并且与产线流水线上接口检测步骤一致。
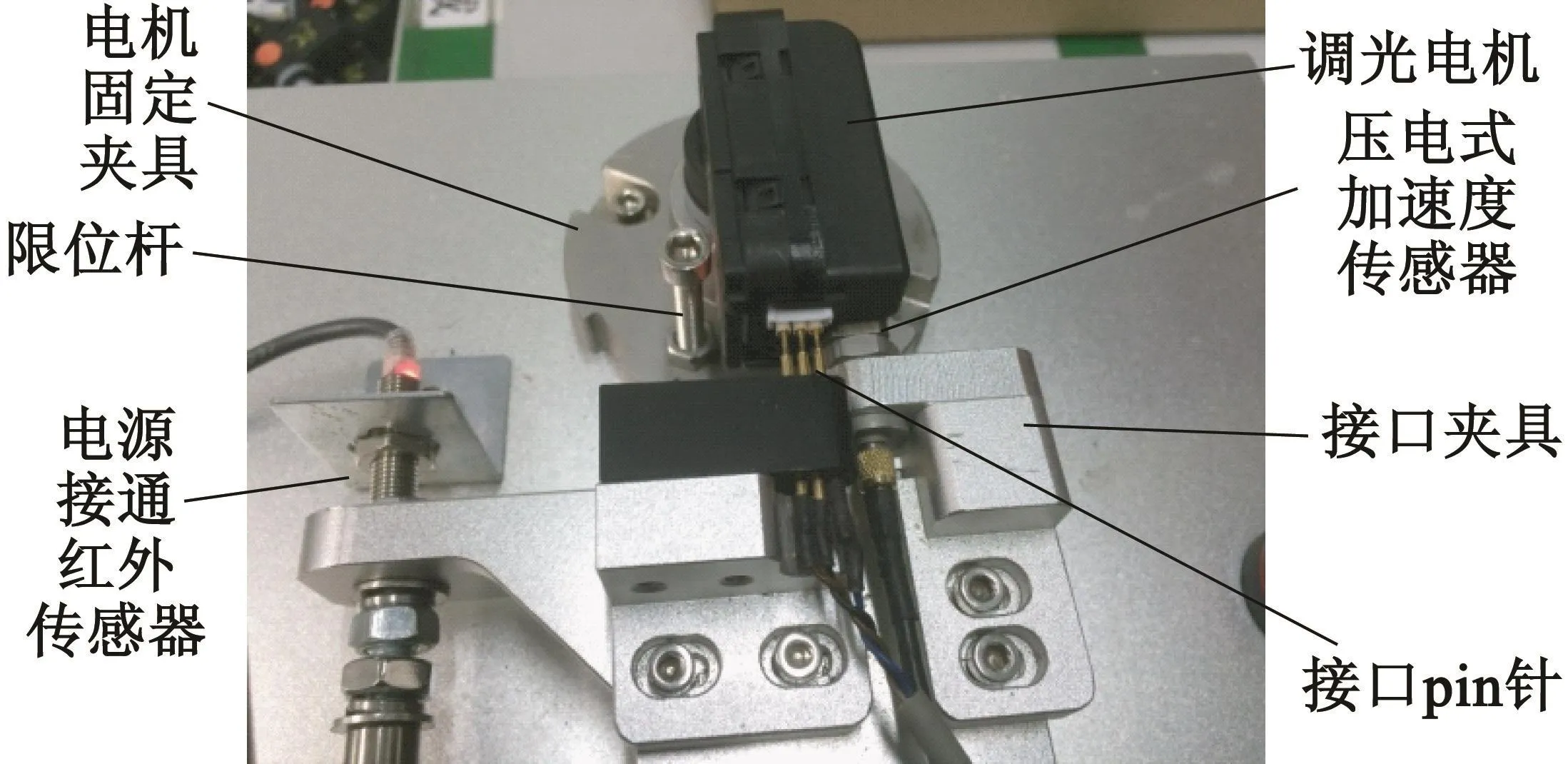
图1 振动检测装置布置图
1.2 信号数据采集
电机的转频和最高啮合频率均在230 Hz左右,振动检测装置的一阶固有频率约在2 000 Hz,因而采样频率选择10 kHz。该调光电机装置一个工作循环包含两个行程,球头杆的伸出与缩回运动。因此在这两个行程结束后采集的时域信号波形为一组信号。原始的信号波形包含大量干扰噪声信号,经过高通滤波、均值化等信号预处理后,得到最终测试信号如图2所示。
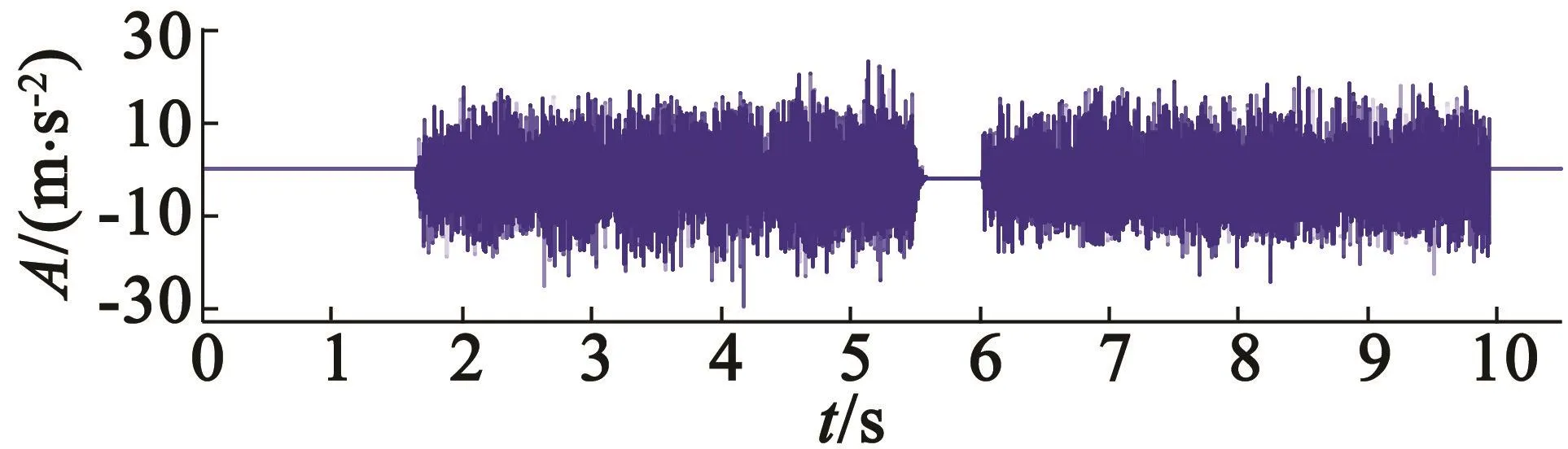
图2 振动信号时域波形
2 特征参数的选取
异音诊断中的特征提取是要选择合适的特征参数来描述和区分该调光电机的正常状态和异音状态。由于各特征参量的不确定性及其对不同故障类型的敏感程度不一样,为了增加检测系统的可靠性,必须综合考虑信号的各种特征。一般时域信号可以直观评价振动大小,频域信号则能提供故障产生位置的信息。鉴于需要区分出异音与正常件,本文对采集的时域信号的几个特征参数进行提取。文献[4]研究表明,在分类准确率得到保证的前提下,使用的特征参数越少越好,为寻求最佳的特征参数集,需要对特征参数进行组合迭代。经过不一致率的迭代表明:峰峰值xp-p,波峰因素Cf,峭度Ku这3个时域参数对于此款调光电机异音识别有着较好的一致率。
如图3所示,简谐振动x=Asin峰值xp=A;峰峰值xp-p=2A,单位为m/s2,峰值只对上下对称的信号才有意义,选取峰峰值则能较好地反映信号中突变成分和能量大小;波峰因素Cf=xp/xrms,其中xrms是有效值,Cf可以敏感捕捉信号中的冲击成分;峭度其中μx是均值,Ku用来检验信号偏离正态分布的程度,振动信号的幅值分布接近正态分布,峭度指标值Ku≈3。考虑到该调光电机运行的特殊性,有两个行程,补充参数r=其中1表示球头杆做伸出运动,2表示球头杆做缩回运动,r为两行程峰峰值的比值。此参数可以表明两个行程之间运行的稳定程度。这4个特征参数除峰峰值是有量纲的参数,其余3个皆无量纲。图4是采集到50组正常样本和50组异音样本的特征参数值的折线图。
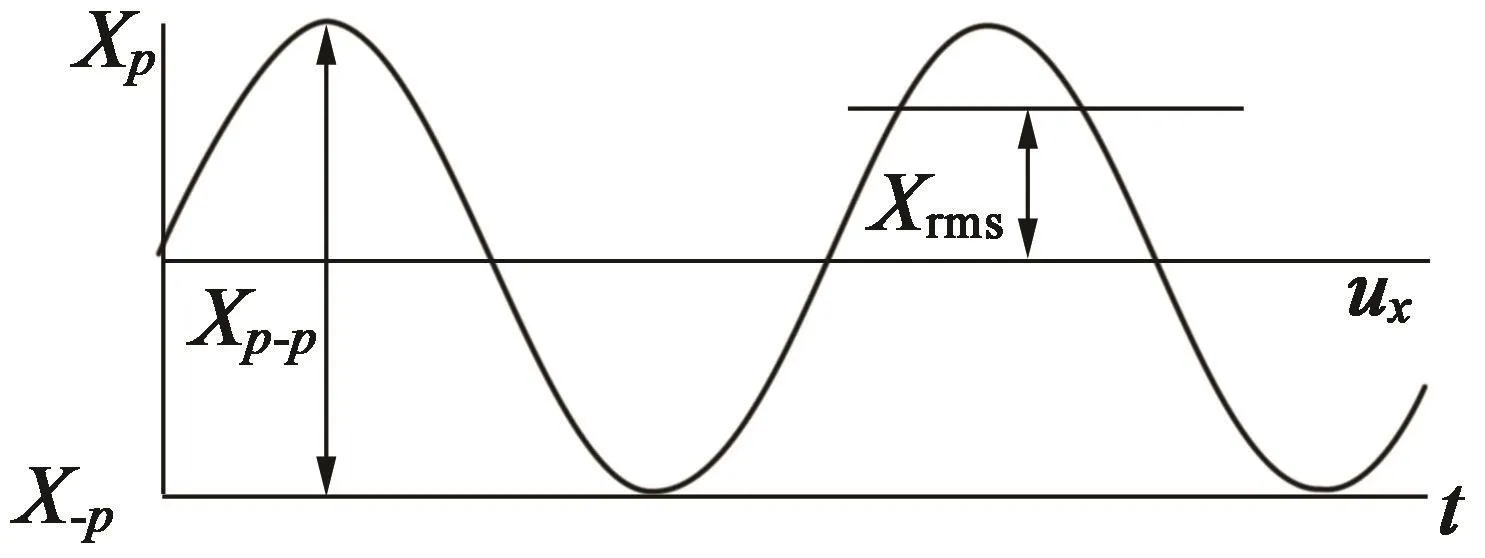
图3 简谐振动示意图
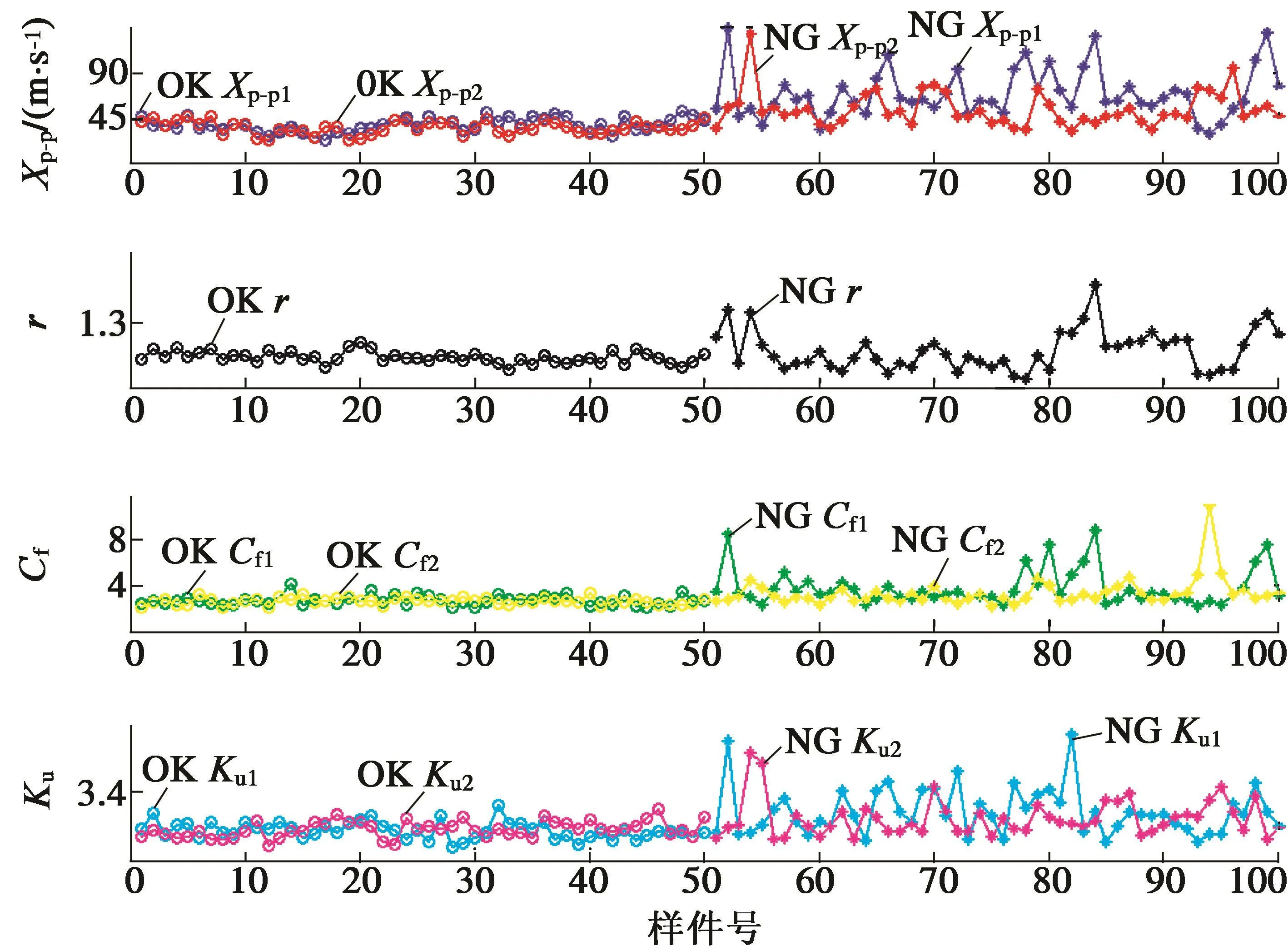
图4 50组正常样本与50组异音样本的各特征参数值折线图
1号~50号是10组正常样本,51号~100号则是10组异音样本。从折线图上可以直观看出,正常样本的各参数范围均比异音样本范围小,据统计正常件Xp-p范围大致不超过60,r在0.8~1.25之间,Cf不超过4,Ku不超过3.2。但这个限度范围并不完全能够划分正常件与异音件,正如前文所述每种特征参量对不同振动情况的敏感程度不同。异音本身是一个主观性评价的产物,不同人耳对异音的敏感程度不一样,同一个人也会因时间地点环境甚至主观情绪对异音感知产生差异。采用目前主流的支持向量机分类,一方面信息冗余造成过度学习,另一方面难以找到合适的核函数等参数,需要大量实验数据反复测试,对硬件要求高,也不能完全表达主观感受,这是厂家不愿意去使用的原因。因而本文创新性使用统计学AHP法来对以上各参数进行权重分配达到综合测定的目的。
3 基于AHP法的异音识别
层次分析法(Analytic Hierarchy Process,以下简称AHP)是一种可以计算某件复杂问题的各影响因素权重的实用方法。它是由美国运筹学家、匹兹堡大学T.L.Saaty教授在20世纪70年代初期提出的,沿用至今,能将复杂的主观决策问题客观化,将各因素之间内在联系数学化,具有高度的有效性、简明性、可行性、可靠性和广泛的适应性[5]。
AHP步骤[6]:1)模型的建立。分析待解决问题,建立层次指标体系;2)因子分析,对各层次之间,结合统计根据所学知识与经验,对影响因子的差异性重要性进行判断。在这里层次分析法引入1~9标度法,将判断定量化,具体可参见文献[7];3)写出判断矩阵。通过计算判断矩阵,得出最大特征值及其对应的特征向量,完成一致性检验,得出该层各影响因素对上层的相对重要性权值。4)综合加权。从最底层开始依次对上一层因素本身的权值进行加权综合,最终可以得到最底层影响因子对整体的相对重要性权值。
在异音识别问题决策上,利用层次分析法对已提取出的4种特征参数进行权重分配。依照上述步骤首先要将问题层次化:最顶层是异音件识;第一层把样件分为伸出和缩回两个行程,在产线上不论哪个行程有异音都判断该样件为异音件,所以第一层B1,B2权重相同,如此可以简化省去第一层;第二层C层即是判断异音对应的4种属性即xp-p,r,Cf,Ku,也是最底层。再对各影响因子分析:本文研究的异音问题,测试统计200组异音件的特征参数数值,可以发现xp-p>60约占62.5%,r超出0.8~1.25的约占50%,Cf>4.1的约占 67.2%,Ku>3.2约占50.1%。由此得出,xp-p与Cf同等重要,r与Ku同等重要。写出判断矩阵如表1。
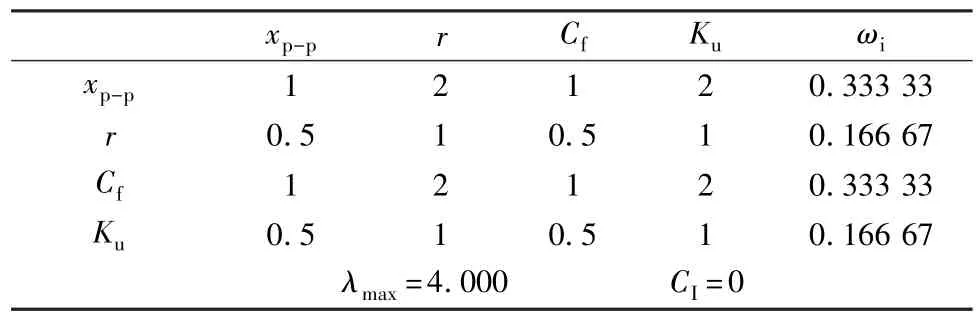
表1 判断矩阵
经计算得出CI=0,说明该矩阵具有完全一致性,通过一致性检验。最后求得各特征参数权重如表1所示:xp-p与Cf各占比重0.333 33,r与Ku各占比重0.166 67。为了更加清楚表达每个参数值在不同范围段的重要程度,结合统计和专家意见,又对各参数的不同范围进行了打分,如表2所示。
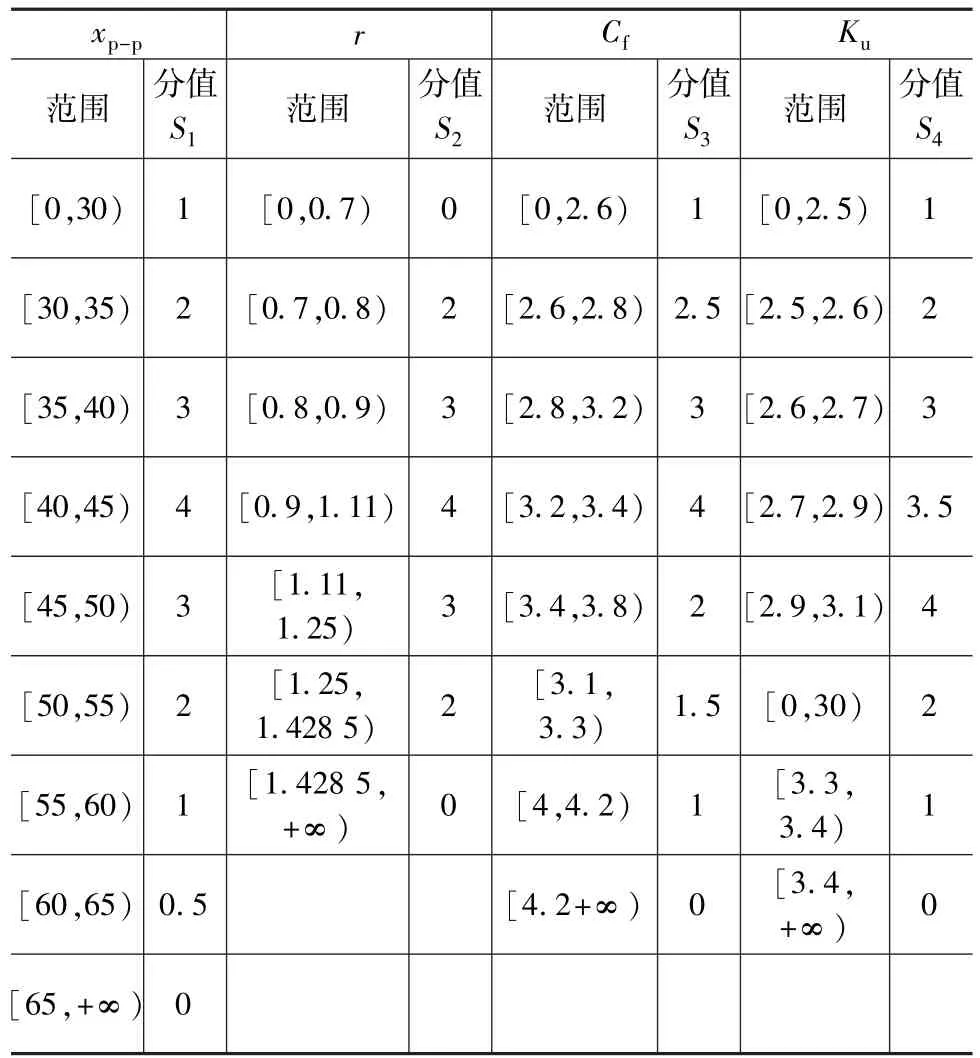
表2 各参数值范围段打分
一个参数的Si满分是4分,两个行程各占50%。最终判别方法为相应阶段分数乘以相应权重后求和,即:

Δmax=4,Δ<2.0可判断为异音件。该界限划分标准是在正常件不被误判基础上,尽可能多地判别出异音件,并尽量与人耳所听保持同步。
对上述100个样本的正常件和异音件做检验分析,计算结果表明:上述50组正常件Δ全部大于2,表示正常件没有误判。50组异音件中,除7,8两号样件没有被识别出,剩余全部识别,异音识别率尚可。又反复测试过200组调光电机,该判别法共判别出19组异音件,人耳听音筛选出20组异音件,好件无误判,坏件判别率与人耳分选同步率达95%。将该决策方法通过C++语言写入检测软件,能够保证在采集到一组样件的时域波形后得到各时域特征参数值,给出判别结果。检测软件识别界面如图5所示。
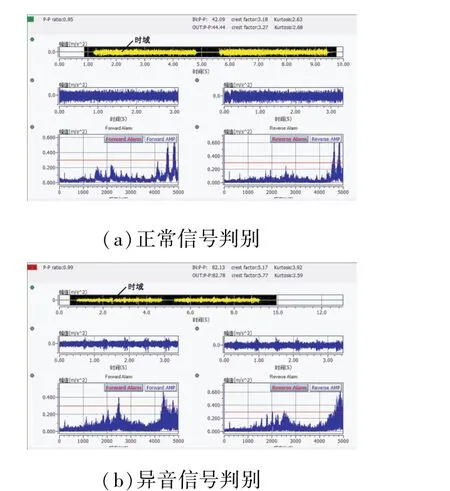
图5 异音判别界面(截图)
图5 (a)、图5(b)分别为测得正常件和异音件的两个完整行程后的时域波形;中间波形则是软件自动捕捉两个行程,将两行程分开,并且考虑到电机起动与结束的瞬间会产生较大的振动,影响特征参数值,因而将每段行程的时域信号波形前0.2 s和后0.2 s自动切掉后再显示并取值,得到的各参数数值会显示在界面的右上端,而判别结果则显示在最左侧,不合格会显示红色“NOK”,合格会显示绿色“OK”,通过计算验证可知上述机器判断结果都是正确的;最下面的图形提供的是两个行程的FFT信号,这对于今后的故障位置找寻提供便捷信息,还可以人为设定警戒线,能辅助异音检测人员更好地识别异音。应用至产线上,在隔振措施良好情况下,能够完全实现异音检测功能,与理论研究相符合。
4 结 语
异音检测是电机企业在生产和投入市场都非常关注的领域,这一领域的研究也是方法各异。本文通过AHP法,将人的听觉主观反映到各特征参数的权重上,结合专家打分制度,使车用调光电机异音判别更加可靠。并将此决策方法通过C++语言编写入检测软件中,能够实现产品在线检测完立即给出判别结果。对后期测试验证结果表明,异音件的判断准确率达90%,正常件也无误判情况,符合厂家要求。
