新型装卡定位工装在钢管钻孔工艺中的应用
2017-05-15竹涛
□竹涛
河南能源化工集团永煤公司机电制修厂河南永城476600
新型装卡定位工装在钢管钻孔工艺中的应用
□竹涛
河南能源化工集团永煤公司机电制修厂河南永城476600
以DSJ1000型带式输送机为研究对象,对钢管钻孔加工工艺中装卡定位困难问题进行了分析,设计制作了一种新型装卡定位工装,可以实现预加工钢管的快速装卡和精准定位,进而达到高效钻孔的目的。
在机械加工技术中,经常需要对钢管进行钻孔处理。由于钢管为圆筒状,在对其进行钻孔时,定位难度较大,钻孔位置定位准确度也不高,定位方式复杂,费工费时。沿钢管径向钻孔时,需要使钻杆穿过钢管圆心,在轴向上与轴线垂直。如果一根钢管上需要多次钻孔,则所有钻孔的中心线保持平行。由于轴线是条虚拟线,钻杆在钻多个孔时都满足穿过钢管圆心且与轴线垂直,加工难度很大。传统的方法是在钢管上将要钻孔的中心位置做标记,然后使用钻杆对标记点进行钻孔[1]。这种加工方法手段落后,精度不高,主要靠工人经验工作,加工出的零件中一大半因为所钻孔位置偏差很大而报废[2]。在直接使用立式钻床进行钻孔时,由于没有专用夹具,致使钢管钻孔时定位、装卡难度大,定位不准确,影响装配质量。笔者通过设计制作装卡定位工装辅助加工,提高了生产效率,保障了加工质量[3]。
1 待加工钢管工艺特性分析
如图1所示为DSJ1000型带式输送机下运料H架上用于连接托辊的钢管,钢管外径为60 mm,管壁厚度为3.5mm,长度为140mm,管体上有两个直径12 mm的通孔需要钻削。设两孔分别为D1、D2,两孔的中心距为(54±0.2)mm,D1孔的中心距离钢管右端面90 mm。

图1 DSJ1000型带式输送机下运料H架钢管
安装一条带式输送机需要使用上百件该型钢管,钻孔工作量很大。如前所述,使用传统方法加工困难。
2 新型装卡定位工装的结构设计
新型装卡定位工装主要由定位基体、压紧装置和定位销三部分组成。
图2所示为定位基体,定位基体上设计有辅助通孔,分别为F1、F2,两孔孔径和孔中心距均与图1中待钻钢管D1、D2孔径及两孔中心距相同,辅助通孔F2的中心距立挡板端面距离与图1中D1孔距钢管右端面距离相同,即为90 mm。槽钢座材料为14Q型槽钢,限位板为一块长方形钢板,定位台是两件倒置的30 mm×30 mm等边角铁,立板为一块竖起的长方形钢板,板上预留一个安装孔,立挡板亦为30 mm×30 mm等边角铁,所有零件拼焊为一体。
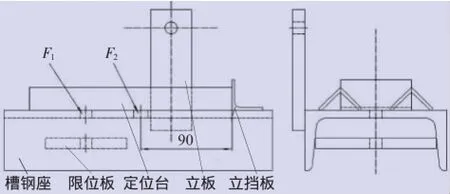
图2 工装定位基体
图3所示为压紧装置,由握杆和压紧板按尺寸位置焊接而成,握杆材料为圆钢,压紧板材料为30 mm×30 mm等边角铁。

图3 工装压紧装置
图4所示为定位销,由拉环和销棒焊接而成,拉环为普通垫片,方便定位销的拿取,销棒材料为圆钢,通过车削加工至所需直径。
综上所述,笔者制作的新型装卡定位工装设计简单,结构新颖,所用材料均为边角余料,大大节省制作成本[5]。

图4 工装定位销
3 新型装卡定位工装的应用
应用新型装卡定位工装时,将定位基体安装到立式钻床的操作平台上,同时保证钻床钻杆与辅助通孔F2同轴[6]。
加工图1中D1孔时,将钢管放到定位基体的槽钢座上,基于V型块定位原理[7]使钢管与定位台线性相切,一端贴紧立挡板。压紧装置中握杆的一端安装在定位基体立板的孔上,作业人员一只手握住握杆的另一端向下压,使压紧板压紧钢管,实现钢管的装卡、定位,另一只手操作钻床,完成D1孔的钻削加工,如图5所示。

图5 加工D1孔时装卡定位示意图
加工图1中D2孔时,定位基体不动,取下压紧装置,调整钢管位置,将加工好的D1孔与辅助通孔F1对应同轴,将定位销插入加工好的D1孔和辅助通孔F1内,定位销端部由定位基体限位板孔定位,实现钢管的第二次装卡、定位,作业人员便可操作钻床实现D2孔的钻削加工,如图6所示。
完成D2孔加工后,取下定位销,拿下钢管,此时钢管的装卡、定位及钻孔工序全部完成。整个工艺操作过程简单方便,高效快捷,同时可有效保证两孔之间的尺寸[8],按同样操作即可完成下一件钢管钻孔作业。
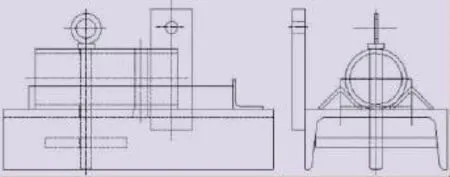
图6 加工D2时装卡定位示意图
4 结束语
装卡定位工装是钻床加工中不可缺少的辅助装置,通过工装可控制和保证加工零件的精度[9]。与现有技术相比,笔者制作的装卡、定位工装与众不同,定位准确可靠,具有组合性、可调性、柔性和经济性等特点,使用寿命长,可满足产品加工中周期短、成本低等要求[10]。新工装装卡、定位钢管速度快,极大提高了钻孔效率,节省了生产成本。同时,在进行不同直径的钢管加工时,可以调整定位台等边角铁的大小、间距,进而实现装卡、定位,也可以调整辅助通孔F1和F2的直径和孔距,以适应不同直径和孔距要求工件的钻孔加工。
[1]夏洪亮.钻孔方法初探[J].中小企业管理与科技,2010(36):205-206.
[2]武友德,卢万强,李先跃.工艺原则在划线工序中的正确应用[J].机械设计与制造,2004(2):98-99.
[3]李宁,刘峙.小型轴套类零件径向钻孔工艺的改进[J].模具制造,2016,16(7):53-54.
[4]侯红叶,刘建强.通用径向钻孔夹具设计[J].机械研究与应用,2012(3):100-101.
[5]王先奎.机械制造工艺学[M].2版.北京:机械工业出版社,2007.
[6]朱耀祥,浦林祥.现代夹具设计手册[M].北京:机械工业出版社,2010.
[7]田培棠,石晓辉,米林.夹具结构设计手册[M].北京:国防工业出版社,2011.
[8]冯丰.机械制造工艺与工装[M].北京:机械工业出版社,2015.
[9]教传艳,吴敬.轴套零件钻孔加工夹具设计[J].金属加工(冷加工),2016(4):44-45.
[10]赵秀芳.浅谈组合夹具设计应用[J].中国信息化,2013(10):173.
(编辑:丁罡)
The difficulties in drilling process for steel pipe involving chucking and positioning were analyzed with DSJ1000 belt conveyor as the object of study and a new type of tooling for chucking and positioning was designed and manufactured.This tooling can realize quick chucking and precise positioning for pre-processing of steel tubes and thus achieve the purpose ofhigh-efficient drilling.
带式输送机;钢管;钻孔;装卡;定位
Band Conveyor;SteelTube;Drilling;Chucking;Positioning
TH122;TG751.2
B
1672-0555(2017)01-030-03
2016年9月
竹涛(1988—),男,本科,助理工程师,主要从事煤矿机械设备生产制造及技术管理工作
