浅谈对PPAP的理解及应用
2017-05-13郝秋艳
郝秋艳
(陕西法士特齿轮有限责任公司,陕西 西安 710119)
浅谈对PPAP的理解及应用
郝秋艳
(陕西法士特齿轮有限责任公司,陕西 西安 710119)
文章旨在阐明对PPAP定义的理解,及对重点项目的解释。
提交时机;提交项目;PPAP;FMEA;PSW
CLC NO.:U461 Document Code: A Article ID: 1671-7988 (2017)08-192-02
引言
越来越多的企业认识到PPAP的重要性,都在提交或者审核PPAP文件,但由于主机厂和供应商对PPAP了解程度不足、产品质量或文件准备工作不到位等原因,最后使PPAP流于一种形式,这样会掩盖零部件设计、制造及批量供货能力方面的不足,给主机厂投产产品质量及批量生产带来风险。针对此种现象,我想进一步讨论一下PPAP的提交几个关键点。
1、正文
对制造业的从业者来说PPAP应该不会陌生。PPAP是生产件准备控制程序,ISO/TS16949:2009标准里是这样来描述PPAP的目的:“PPAP是用来确认组织是否正确的理解了顾客工程规范的所有要求,并且在执行所要求的生产节拍条件下的实际生产过程中,具有持续满足这些要求的潜在能力”。这里特别强调“理解”这个词,就是按国际标准规定的模板来向顾客表达自己生产的产品在尺寸、外观、材料、性能、产能等各方面均能满足顾客要求的能力证明文件。
2、PPAP提交时机
ISO/TS16949:2009生产件零组件核准程序(第四版)中规定了PPAP必须适用于提供生产件、服务件、生产原料或散装材料的组织的内部或外部现场,散装材料不要求PPAP,除非由经授权的顾客代表规定。
一般来说,提交PPAP的条件分三种: 新产品 、 工程变更零件 、 供应商处发生变化。而新产品时提交则是最常见,最多使用的形式。
PPAP提交时机(新产品)
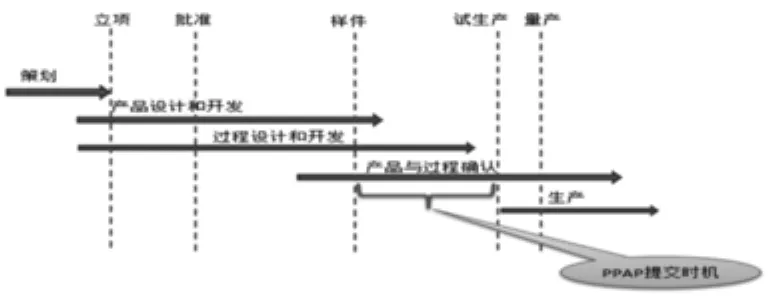
如上图所示:新产品PPAP的提交时机,为样件提交与试生产之间,是对产品及过程的符合性进行确认,以确保生产者已经充分识别了顾客的所有需求,并有足够的制造、设备及技术等方面的能力来保证正式投产后能持续稳定地提供合格产品。
对于其余几种情况下的提交,则要在变更前征得顾客同意并在变更后及时按顾客要求提交所需材料或样件。
3、PPAP提交项目
PPAP提交材料因顾客需求和产品的特殊性等因素提交的内容不尽一致,对一般制造业来说,主要包括以下几个方面:
1、设计记录 2、工程变更文件 3、顾客工程批准
4、设计FMEA 5、过程流程图 6、过程FMEA
7、控制计划 8、MSA 9、全尺寸测量
10、材料性能试验 11、初始过程研究 12、试验室文件
13、外观批准报告 14、生产件样品 15、标准样品
16、检查辅具 17、顾客特殊要求
18、PSW 19、顾客特殊要求
前18个项目,是基本的PPAP模板,内容可根据客户需求及产品的特殊性进行增减,第19项《顾客的特殊要求》, 则需要充分和顾客沟通,按顾客要求提交(PPAP文件模板、CPK水平、其它临时要求资料等等)。
4、FMEA应用举例
国内的多数企业对FMEA目前还处于学习效仿阶段,没有从源头做好,也没有对现场及售后的失效模式进行积累,形成“失效数据库”,这是做好FMEA的关键,没有真正起到对失效模式及潜在失效模式的发现及后期预防,都是发现问题消除问题的“打一枪换一个地方”的随机模式。
例如:售后反馈:一轴盖漏气,用FMEA进行分析如下:
潜在失效模式:装配后漏气
潜在失效后果:无法装配,返工,顾客抱怨
潜在失效原因/失效机制:1、一轴盖壳体铸造缺陷、砂眼;2、加工法兰面缺陷,粗糙度不合格;3、平面度不合格;4、油封问题等……
S严重度:8(返工,顾客严重抱怨,耽误生产进度)
O发生度:8(经常有漏气,发生频率约有1/50)
现行预防/检测手段:目测外观检查,装箱后气密实验(事后把关)
D侦测度:2(气密实验就能发现)
RPN风险系数:128
对此失效模式进行分析后,严重度为8,应当识别漏气为高风险的失效模式,结合风险系数128超过合理阀值,应采取措施降低发生度。
建议措施:铸造过程控制,缩短浇铸时间,加装试漏机出厂前100%检验。
经过改善措施的落实后,O发生度降低为2
改善后的RPN为32.
这样就达到了可接受的水平了。
对此问题利用FMEA方法分析解决后,要将措施落实在控制计划中及现场工艺中,并在FMEA中进行记录。这样就形成的一个完整的流程,也发挥了FMEA的作用。
5、PSW的填写关键点
1)对于每一零件编号必须完成一份单独的保证书。
2)任何信息缺失将被拒绝。
3) 设计记录的工程更改等级及日期必须与实际设计记录一致。
4)“采购订单号”处填入零件的合同编号。
顾客关注物质:根据顾客要求的不允许存在的物质如实报告是否含有,例如某零件不能包含:石棉,六价铬或铅等。
5)零件重量以千克(kg)表示,精确到小数点后4位(轮胎称重精确到小数点后两位,平均值保 留四位小数填入PSW)。用于生产的每个型腔、模具、生产线或过程都应至少选取一个零件进行称重。
6) 聚合物必须按 ISO11469《塑料制品的标识和标志》及ISO1629《橡胶和胶乳命名》相关规则进行标注。
7) 对于来自每个生产过程的零件, 如:一个以上的装配线和/或工作站、一模多腔的模具、成型模、工具或模型,在相应的保证书上及附件上指明特定的成型模/多模腔/生产过程的编号或代码。对于轮胎不要求。
8)在确保所有的测量和试验结果符合顾客要求,并且所有文件准备就绪后,供方负责人签署保证书。
9)若PPAP被临时批准,则应再给顾客提交应急方案,并补齐相关资料期待顾客的完全批准。
6、结束语
21世纪以来,随着全球一体化经济加剧,市场竞争越来越激烈,越来越多的企业认识到规范的质量管理工具对采、供双方有着深远影响,而PPAP作为一种有效的验证模式能最大限度的降低产品量产后的质量风险,最终在提高企业产品竞争力和客户满意度方面起到巨大作用。因此真实、有效的做好PPAP,利用这个先进的质量管理工具会给企业带来更大的效益。
[1] 生产件准备控制程序(PPAP)中国汽车技术研究中心,第四版.
[2] 潜在失效模式与影响分析(FMEA)中国汽车技术研究中心,第四版.
[3] 测量系统分析(MSA),中国汽车技术研究中心,第四版.
Introduction to the understanding of PPAP and applications
Hao Qiuyan
(Shannxi Fast Gear Co., Ltd., Shaanxi Xi'an 710119)
this article is to clarify the understanding of PPAP definition, and the interpretation of the key projects.
Submit the timing; Submit the project; PPAP; FMEA; PSW
U461
A
1671-7988 (2017)08-192-02
郝秋艳,就职于陕西法士特齿轮有限公司。
10.16638/j.cnki.1671-7988.2017.08.065
