添加SAC微粒对SnBi锡膏焊后性能的影响
2017-04-20刘灵涛申雪亭
王 敏,刘 洋,李 昭,刘灵涛,王 野,申雪亭
添加SAC微粒对SnBi锡膏焊后性能的影响
王 敏,刘 洋,李 昭,刘灵涛,王 野,申雪亭
(哈尔滨理工大学材料科学与工程学院,黑龙江哈尔滨 150040)
采用机械混合的方法,向Sn58Bi(SnBi)共晶锡膏中添加不等量的Sn-3.0Ag-0.5Cu (SAC)微粒,制备SnBi-SAC复合锡膏。在不改变SnBi锡膏低温焊接工艺的前提下,改善SnBi锡膏焊后合金硬脆缺陷。实验结果表明:SnBi-SAC复合锡膏中SAC微粒含量分别为质量分数0,3%,5%,8%时,采用180℃低温焊接均可获得良好的钎焊效果。与SnBi共晶锡膏焊后合金相比较,SnBi-SAC复合锡膏中SAC微粒含量的增加促使焊后合金微观组织中的β-Sn相含量与晶粒尺寸增大,改善了SnBi焊后合金中富Bi相的致密网状结构。当锡膏中SAC微粒含量由0增大至质量分数8%时,合金硬度从213.9 mPa下降到117 mPa,对SnBi锡膏焊后合金硬脆缺陷起到改善效果。
SnBi;复合锡膏;Sn-3.0Ag-0.5Cu;机械混合;微观组织;力学性能
目前,电子产业已进入无铅化多年,Sn-Ag-Cu (SAC)系无铅钎料成为微连接领域取代传统SnPb钎料的主流焊接材料,针对SAC系钎料的开发及性能改善获得了大量的关注与研究进展[1-3]。然而,作为SAC钎料的次级焊接材料——低温钎料的研究则进展缓慢。一方面,可以用于低温焊接的金属与合金系相对单一,选择性低。另一方面,部分低温合金体系中的组元成本较高,限制了其发展与应用,如Sn-In系合金[4-5]。所以,当前行业内低温连接领域仍以SnBi系合金为主[6-8]。然而,由于Sn58Bi (SnBi)共晶合金中Bi含量较高,导致焊后合金存在硬、脆等缺陷,其钎焊接头力学性能改善及长期服役可靠性的提升成为亟待解决的主要问题之一。
SnBi共晶合金熔点为139℃,其钎焊温度为180℃左右。目前有关钎料合金性能优化的主要方式是通过合金熔炼方法向钎料中添加其他组元,以改变合金成分,使其组织与性能得到改善[9-10]。根据SnBi二元合金相图,如果通过合金熔炼方法增加SnBi共晶合金中Sn的含量,虽然可以减少合金中脆性富Bi相的相对比例,但获得的SnBi亚共晶合金液相线温度将大幅提升,导致钎料温度提升,难以用于低温钎焊。同理,通过合金熔炼等方法向SnBi钎料中添加Ag、Cu等金属组成三元或多元合金也会导致合金体系液相线温度提升。例如目前市面中存在的SnBiAg钎料,当钎料中Ag含量为质量分数1%时,虽然Ag的添加对钎料润湿性及力学性能有一定改善效果,但其钎焊温度已提升至200℃以上。
为了解决上述问题,获得适用于电子元器件低温封装的高性能钎焊材料,本文创新性地采用机械混合方法向SnBi锡膏中添加SAC微粒,以改善SnBi的硬脆缺陷。SAC微粒中的Sn主要用于提升复合锡膏焊后合金中Sn的含量,降低合金硬度。微量Ag、Cu的添加一方面可以改善复合锡膏润湿性及力学性能,同时能够对钎焊时基板中Cu等金属向钎料中的熔解以及服役过程中的界面扩散起到改善效果。所获得的SnBi-SAC低温复合锡膏可采用与SnBi共晶锡膏相同的钎焊工艺参数进行焊接,通过钎焊过程中熔融SnBi合金与固态SAC微粒之间的冶金反应,获得优化的钎焊接头,研究SAC微粒添加对复合锡膏焊后微观组织及力学性能的影响规律。
1 实验
采用机械混合的方法向SnBi锡膏中添加SAC合金微粒,制备复合锡膏。其中,SAC微粒添加量分别为质量分数0,3%,5%,8%。采用ZB500S型锡膏搅拌机进行机械搅拌30 min,转速400 r/min。本文重点研究焊后钎料合金微观组织与力学性能。为避免钎料与基板界面反应的影响,采用与钎料不润湿的铝板作为基板,借助熔融钎料表面张力的作用,制备球型焊点试样。通过钢网印刷的方式在清洁铝板上印刷体积均匀的锡膏点。采用HP-2020等温加热设备进行回流焊,控制回流温度为180 ℃,回流时间90s,获取焊后合金试样。对试样分别进行镶嵌、打磨、抛光、腐蚀等处理。采用FEI Quanta 200扫描电子显微镜(SEM)与能谱分析(EDS)对焊点进行微观组织观察及成分分析。借助于岛津211S纳米压痕机对力学性能进行表征。设定参数最大载荷100 mN,加载时间10 s,加载速率10.2492 mN/s,为了减小测试误差,对每种焊点分别进行10次压痕测试取平均值,获取其微观力学性能参数。
2 结果与分析
2.1 复合锡膏焊后合金微观组织
SnBi锡膏焊后合金微观形貌如图1(a)所示。由图可知SnBi焊后合金主要由Sn-Bi二元共晶组织组成。图1(b)、(c)所示能谱测试结果表明,图1(a)中不规则网状组织为富Bi相,位于富Bi相界面位置的主要成分为Sn,结合SnBi二元相图进行分析,证实该组织为β-Sn相。
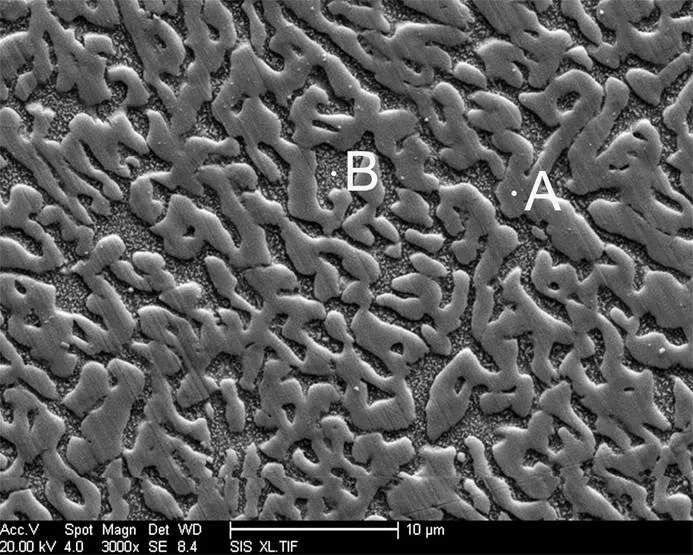
(a) SEM微观组织形貌
(b) A点能谱结果
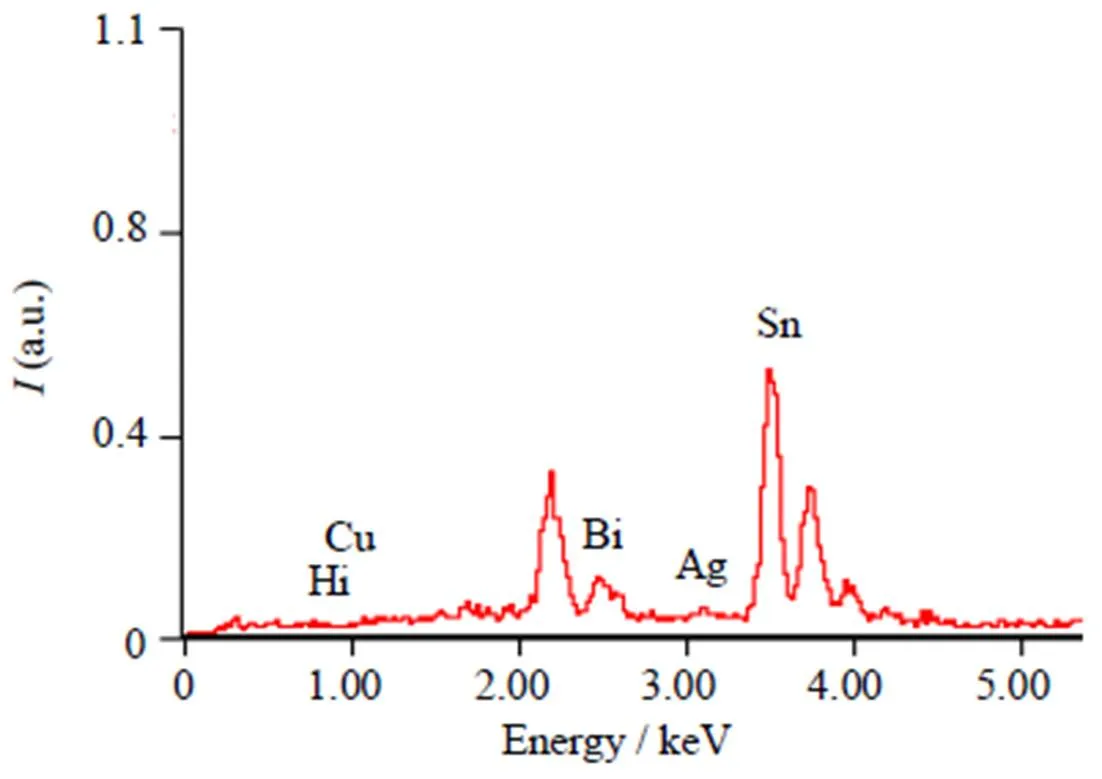
(c) B点能谱结果
图2 (a)、(b)、(c)、(d)所示分别为SAC微粒含量为质量分数0,3%,5%,8%的焊点微观组织形貌。随着复合锡膏中SAC微粒含量增加,锡膏焊后合金微观组织形貌发生显著变化。与SnBi共晶锡膏焊后合金组织相比,SnBi-SAC复合锡膏焊后合金组织中富Bi相与β-Sn相晶粒尺寸显著增大。此外,随着复合锡膏中SAC微粒含量由0增大至质量分数8%,锡膏焊后合金组织中β-Sn相含量增大,富Bi相比例相对减少。

(a) SnBi (b) SnBi-3SAC
(c) SnBi-5SAC (b) SnBi-8SAC
图2 SnBi-SAC复合锡膏焊后合金微观组织
Fig.2 Microstructure of the as-reflowed SnBi-SAC composite solder pastes
根据Sn-Bi二元共晶相图可知,SnBi共晶锡膏在180℃的钎焊条件下助焊剂挥发,锡膏中的SnBi合金微粒熔融并转变为液态L。冷却过程中液态钎料温度降低至139℃时发生L-β-Sn+Bi的二元共晶反应,凝固并形成Sn-Bi二元共晶组织。当SnBi锡膏中添加了质量分数3%的SAC微粒时,在180℃的钎焊条件下助焊剂挥发,锡膏中的SnBi微粒熔融。由于SAC微粒熔点约为217℃,此时复合锡膏中的SAC微粒以固态形式存在。熔融的SnBi合金与包裹在其内部的固态SAC微粒接触、润湿,在二者相接处的固-液界面处发生熔解、扩散行为。由于SAC微粒中的Sn熔解进入熔融SnBi合金导致液相L的成分向相图中的亚共晶方向偏移。由相图图3可知,合金液相线温度升高,熔程(Dt)增大。当冷却过程中,液相L的温度降低至合金液相线温度时发生L-β-Sn相反应,同时先析出的β-Sn相在冷却过程中晶粒尺寸逐渐增大。当合金温度降低至Sn-Bi二元共晶温度时,发生L-β-Sn+Bi的二元共晶反应,同时析出β-Sn相与富Bi相。因此,SnBi共晶锡膏中SAC微粒的添加导致焊后合金中β-Sn相的含量与晶粒尺寸增大。随着复合锡膏中SAC含量继续增大至质量分数5%及8%时,合金成分继续向亚共晶方向偏移,焊后合金中β-Sn相的含量与晶粒尺寸进一步增大。
2.2 复合锡膏焊后合金力学性能
采用纳米压痕方法对复合锡膏焊后合金硬度进行表征。四种锡膏成分焊后合金的典型纳米压痕特征曲线如图4所示。由图可知,在相同压痕载荷条件下,SnBi共晶锡膏焊后合金压痕深度最小,约为3.3 μm。随着复合锡膏中SAC微粒添加量的增大,焊后合金压痕深度增加。当复合锡膏中SAC微粒含量增大至质量分数8%时,压痕最大深度约为4.5 μm。四种锡膏成分焊后合金硬度如图5所示。其中,SnBi共晶合金硬度为213.9 mPa,SnBi-3SAC硬度为192.2 mPa,SnBi-5SAC硬度为176.9 mPa,SnBi-8SAC硬度为117 mPa。可见,随着复合锡膏中SAC微粒含量的增加,焊后合金硬度显著降低。根据图2所示各锡膏成分焊后合金微观组织形貌,SnBi共晶合金中富Bi相为致密的网状结构,由图2所示合金微观组织可知,共晶SnBi合金中富Bi相晶粒细小并呈网状组织结构。富Bi相硬、脆及其致密网状结构等特点促使合金在外力作用下不易产生形变,压痕深度较小、硬度较高。复合锡膏中SAC微粒的添加使焊后合金中硬度较低的β-Sn相含量增大,同时改善了富Bi相的致密网状结构,使焊后合金硬度显著降低,对SnBi共晶锡膏焊后硬脆缺陷起到良好的改善效果。

图4 SnBi-SAC焊后合金纳米压痕曲线

图5 SnBi-SAC焊后合金硬度
3 结论
(1) 采用机械混合的方法向SnBi共晶锡膏中添加不等量SAC微粒获得SnBi-SAC低温复合锡膏。该复合锡膏可采用与SnBi共晶锡膏相同的低温钎焊工艺进行焊接。
(2) SnBi锡膏中SAC微粒的添加使焊后合金中β-Sn相含量及晶粒尺寸增大,改善了SnBi共晶锡膏焊后合金中富Bi相的致密网状结构。
(3) 随着SnBi-SAC复合锡膏中SAC微粒含量由0增大至质量分数8%,焊后合金硬度由213.9 mPa降低至117 mPa。SAC微粒的添加对SnBi锡膏焊后合金硬脆缺陷起到改善效果。
[1] MASLINDA K, ANASYIDA A S, NURULAKMAL M S. Effect of Al addition to bulk microstructure, IMC formation, wetting and mechanical properties of low-Ag SAC solder [J]. J Mater Sci-Mater Electron, 2016, 27(1): 489-502.
[2] 高鹏, 林健, 雷永平, 等. SAC系无铅钎料中银含量对接头抗冲击性能的影响 [J]. 电子元件与材料, 2014, 33(10): 67-71.
[3] 刘洋, 孙凤莲. Ni和Bi元素对SnAgCu钎焊界面金属化合物生长速率的影响 [J]. 中国有色金属学报, 2012, 22(2): 133-137.
[4] MORRIS J W, GOLDSTEIN J L F, MEI Z. Microstructure and mechanical properties of Sn-In and Sn-Bi solders [J]. JOM, 1993, 45(7): 25-27.
[5] ABTEW M, SELVADURAY G. Lead-free solders in microelectronics [J]. Mater Sci Eng R, 2000, 27(5): 95-141.
[6] LIU Y, FU H F, SUN F L, et al. Microstructure and mechanical properties of as-reflowed Sn58Bi composite solder pastes [J]. J Mater Process Technol, 2016, 238: 290-296.
[7] REN G, WILDING I J, COLLINS M N. Alloying influences on low melt temperature SnZn and SnBi solder alloys for electronic interconnections [J]. J Alloys Compd, 2016, 665: 251-260.
[8] LI X Z, MA Y, ZHOU W, et al. Effects of nanoscale Cu6Sn5particles addition on microstructure and properties of SnBi solder alloys [J]. Mater Sci Eng A, 2017, 684: 328-334.
[9] MOKHTARI O, NISHIKAWA H. Correlation between microstructure and mechanical properties of Sn-Bi-X solders [J]. Mater Sci Eng A, 2016, 651: 831-839.
[10] SILVA B L, GARCIA A, SPINELLI J E. Cooling thermal parameters and microstructure features of directionally solidified ternary Sn-Bi-(Cu, Ag) solder alloys [J]. Mater Charact, 2016, 114: 30-42.
(编辑:陈渝生)
Effect of SAC particles addition on properties of the as-reflowed SnBi solder paste
WANG Min, LIU Yang, LI Zhao, LIU Lingtao, WANG Ye, SHENG Xueting
(School of Material Science and Engineering, Harbin University of Science and Technology, Harbin 150040, China)
The SnBi-SAC composite solder pastes were prepared by adding various amount of Sn-3.0Ag-0.5Cu (SAC) particles into the Sn58Bi (SnBi) eutectic solder paste using a mechanical mixing method. The aim of this study was to suppress the hardness and brittleness of the as-reflowed SnBi solder paste without any change of the soldering process. Experimental results show that the SnBi-SAC composite solder pastes can be well soldered by the low-temperature soldering at 180℃ when the concentration of SAC particles is 0, 3%, 5%, and 8% mass fractions in the solder pastes, respectively. Compared with the SnBi solder paste, the addition of SAC particles in the SnBi-SAC composite solder pastes significantly improves the concentration as well as the grain size of β-Sn phase in the as-reflowed solder alloys. Meanwhile, the compact net structure of the Bi-rich phase is suppressed because of the addition of the SAC particles in the solder pastes. As the concentration of SAC particles increases from 0 to 8% (mass fraction) in the composite solder paste, the hardness of the as-reflowed alloys decreases from 213.9 mPa to 117 mPa. It means that the hardness and brittleness of the SnBi solder alloy are suppressed by the addition of SAC particles into the solder paste.
SnBi; composite solder paste; Sn-3.0Ag-0.5Cu; mechanical mixing; microstructure; mechanical property
10.14106/j.cnki.1001-2028.2017.04.020
TG454
A
1001-2028(2017)04-0101-04
2017-03-03
刘洋
国家自然科学基金资助(No. 51604090);黑龙江省大学生创新创业计划项目资助(No. 201610214132)
刘洋(1985-),男,黑龙江哈尔滨人,讲师,博士,主要研究微电子封装及微连接技术,E-mail: lyang805@163.com;王敏(1995-),女,黑龙江黑河人,主要研究微电子封装及微连接技术,E-mail: lyang805@163.com。
网络出版时间:2017-04-11 10:49
http://kns.cnki.net/kcms/detail/51.1241.TN.20170411.1049.020.html
