梳棉机用双齿型锡林金属针布使用实践
2017-04-20赵克波杨红重河南新野纺织集团公司河南新野473500
赵克波,杨红重(河南新野纺织集团公司,河南 新野 473500)
梳棉机用双齿型锡林金属针布使用实践
赵克波,杨红重
(河南新野纺织集团公司,河南 新野 473500)
为了探究梳棉机用双齿型锡林金属针布的使用效果,详细介绍其分梳机理及性能特点,对比分析不同纺纱品种在不同梳棉机、不同针布配置、不同工艺参数等条件下的双齿型与单齿型针布所纺生条质量和成纱质量;优化梳棉机工艺参数、优选与双齿型针布相配套的弹性盖板针布;探讨双齿型针布的使用管理及维修保养的方法。指出:双齿型针布能降低生条棉结杂质、短绒率、成纱10万m纱疵,提高成纱条干水平和强力;在原棉品级较低、含杂较高情况下,其成纱质量和稳定性较好;在质量要求不变时车速可提高约20%;纺织企业要探索双齿型针布的管理方法,优选配套针布,使之更好地发挥分梳作用。
梳棉机;分梳;双齿型针布;单齿型针布;弹性盖板针布;生条;配套
0 引言
锡林针布在梳棉机中承担主要的梳理任务,对生条及成纱质量有决定性作用。近年来,新型锡林金属针布应用越来越多,极大地提升了梳棉机的生产效率和成纱质量。现将金轮针布(江苏)有限公司制造的梳棉机用双齿型锡林金属针布(以下简称为“双齿型针布”)齿条在我公司的应用实践做简单探讨。
1 分梳机理
分梳方式有两种,即握持分梳和两齿面间的分梳。握持分梳是指纤维一端由固定钳口握持,另一端由分梳元件进行梳理,如梳棉机后刺辊梳理。两齿面间的分梳是指在一定隔距、相互平行且锋利的两齿面,在一定速度作用下,一齿面与另一齿面的齿尖方向相反配置,使针布完成插入、松解纤维的过程,提升梳理作用;而对应的齿面握持纤维后,互相转移梳理点和握持点,进行多次反复梳理。
双齿型针布齿条的一个齿部有两个齿:一个总高为2.0 mm的平顶高齿,一个总高为1.7 mm的尖顶矮齿,工作角均为50°。
双齿型针布齿密为1400齿/(25.4 mm)2,与盖板针布形成两齿面间的分梳。给棉罗拉与给棉板握持的纤维团,由刺辊针布开松梳理、排除大杂并分解为纤维束后,进入双齿型针布与盖板针布分梳区进行细致分梳,使纤维束松解为单纤维,并排除结杂、短绒。梳理过程中,当盖板针布握持纤维束时,双齿型针布的两个齿分别刺入纤维层,形成两个梳理点,使纤维得到充分梳理;而当其握持纤维束时,两个握持点可将纤维牢牢握持,便于盖板针布分梳。此外,在分梳过程中,双齿型针布能充分将纤维托持在齿尖,使隐藏在纤维中的细小杂质呈现在锡林—盖板工作面上,既提高了除杂效率,又减少了齿根部嵌杂、嵌花问题,提高了梳理质量。
2 技术特性
双齿型针布齿条与单齿型锡林金属针布(简称“单齿型针布”)齿条的区别如下。
a) 单齿型针布齿条只有一个齿,而双齿型针布齿条既有尖顶矮齿又有平顶高齿,属于复合齿型齿条。平顶高齿的齿背较缓长,增强了齿尖的耐磨性能,能充分托持纤维,将纤维维持在齿尖,充分梳理,从而在不降低隔距的情况下,加大分梳作用,提高梳理质量;而尖顶矮齿则提高了针布的梳理效果。
b) 双齿型针布齿条的工作角比单齿型小10°,能提高齿尖对纤维层的穿刺和纤维束的握持能力,使锡林针布与盖板针布两齿面间有充分的自由分梳作用,防止锡林针布在高速运行时纤维从齿尖滑脱,影响分梳效能。
c) 齿高降低为1.7 mm,齿密增大为单齿型针布的1.6倍以上,更有利于纤维集中托持在齿尖部分,有利于盖板针布的纵向分梳,单位面积内针齿负荷减小,梳理度提高,针布磨损小,纤维损伤小,使用寿命增加,且纤维在锡林针布工作面上的梳理区域减少,增强了锡林针布清除棉结、杂质和短绒的能力。
双齿型针布大齿距、小齿深的结构,可提高纤维转移率30%以上,生条棉结明显降低,在质量保持不变的情况下,产能可提高20%~30%;此外,对原棉的适应能力强,当配棉波动时,梳理质量稳定,特别适合机彩棉或含杂率较高的细绒棉及普梳14.5 tex以下品种[1]。
3 使用实践
3.1 纺CJ 14.5 tex纱
3.1.1 生产验证
试验条件:品种为CJ 14.5 tex纱;原料为新疆细绒棉,平均品级为2.6级,平均长度为29 mm,马克隆值为4.7,棉结杂质为1.7%,短绒率为14.8%。
梳棉机为DK760型,主要梳理隔距:刺辊—给棉板为0.56 mm;刺辊—分梳板为0.50 mm;机前、机后棉网清洁器—锡林分别为0.40 mm、0.50 mm;锡林—回转盖板由前到后依次为0.20 mm、0.16 mm、0.17 mm、0.20 mm;前、后固定盖板—锡林分别为0.25 mm、0.30 mm。
主要工艺参数:生条定量为21 g/(5 m),出条速度为120 mm/min,刺辊转速为1080 r/min,锡林转速为480 r/min,盖板速度为200 mm/min。
针布配置:刺辊针布为AT5010×05030V型,回转盖板针布为MCH45型,道夫针布为AD4030×02090型,固定盖板针布为GFB300C型。
AC2040×01850D-II-52双齿型针布与AC2030×01550D单齿型针布使用效果对比见表1和表2。
由表1可知,双齿型针布相比单齿型针布生条短绒率较高,但结杂及结杂清除率效果好。说明双齿型针布齿条的梳理力较大,易扯断纤维,但其特殊的齿型设计,使纤维集中于两齿之间接受梳理,相当于齿深降低1/2,增加了梳理次数;尖齿进行分梳,平齿托持纤维,使其被梳理的概率增加,梳理更充分精细;此外,高齿采用平顶弧背齿型,齿尖的耐磨性能好,使用寿命延长。因此,虽然使用时间长,但双齿型针布的梳理效果并没有变差。
表1 不同齿型锡林针布纺CJ 14.5 tex纱生条质量对比
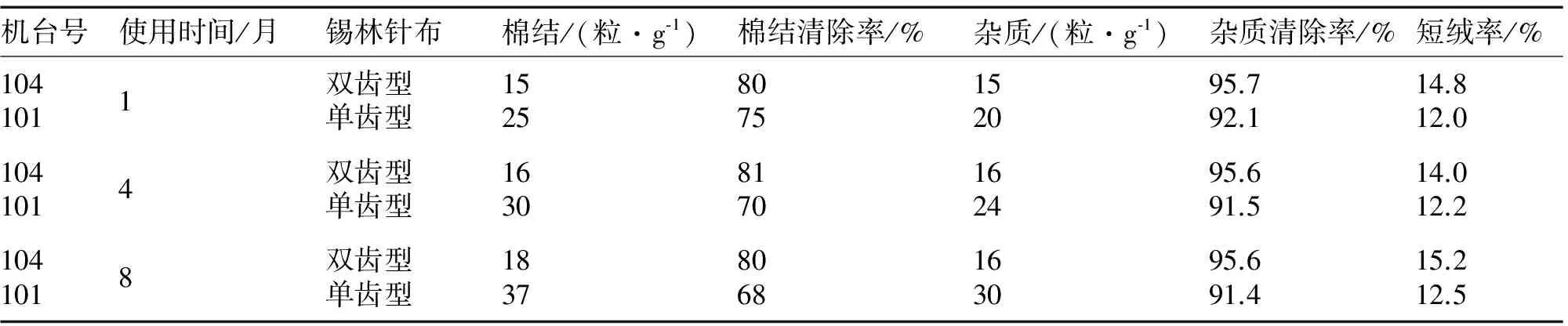
机台号使用时间/月锡林针布棉结/(粒·g⁃1)棉结清除率/%杂质/(粒·g⁃1)杂质清除率/%短绒率/%1041011双齿型单齿型15258075152095.792.114.812.01041014双齿型单齿型16308170162495.691.514.012.21041018双齿型单齿型18378068163095.691.415.212.5
表2 不同齿型锡林针布纺J 14.58 tex K成纱质量对比

机台号使用时间/月锡林针布条干CV/%细节粗节棉结个·km⁃1最小强力/cN1041011双齿型单齿型12.011.800132044421751861041014双齿型单齿型11.811.900142540421801811041018双齿型单齿型11.812.00114263844183178
由表2可以看出,随着使用时间的延长,双齿型针布成纱质量优于单齿型针布,原因是双齿型针布的纤维分离度、伸直度、平行度好,结杂少;虽然生条短绒率略高,但在精梳工序能排除60%,因而在粗纱、细纱工序牵伸加捻过程中,纤维的浮游动程缩小,其变速点更靠近前罗拉钳口,纤维相互扭结问题减少,纤维正常运动规律被破坏的概率降低,附加牵伸不匀减少,成纱条干均匀度及成纱强力满足生产要求。
3.1.2 梳棉工艺优化
根据上述试验可以看出,尽管使用双齿型针布纺纱的生条结杂及成纱条干比较理想,但生条短绒率一直居高不下,不仅影响纺纱制成率,加重精梳负担,而且影响成纱强力和毛羽,因此,有必要对梳棉机部分工艺参数进行优化调整。
在配棉、生条定量、出条速度,刺辊针布、双齿型针布、盖板针布和道夫针布配置等相同的情况下,在104号机台进行工艺参数调整试验。不同工艺参数下生条质量和成纱质量测试对比,结果见表3。
从表3可以看出,虽然第2组工艺生条棉结比第1组高5粒,但生条短绒率却最少,成纱条干质量较好,成纱强力达到最高。这是因为当刺辊和锡林转速过高、且使用双齿型针布时,梳理度高,纤维损伤严重;而转速过低不能有效排除结杂,且使纤维束及单根纤维分离困难;机前棉网清洁器本身也有排除短绒的作用,故其与锡林的隔距不能太大或太小;锡林—回转盖板隔距由前到后逐渐增大,渐进梳理的工艺参数设置符合清梳联盖板反转的梳理原理。
表3 不同工艺参数下的生条质量和成纱质量对比

工艺参数转速/(r·min⁃1)隔距/mm生条成纱刺辊锡林机前棉网清洁器—锡林锡林—回转盖板棉结/(粒·g⁃1)短绒率/%条干CV/%最小强力/cN110804800.50.20,0.16,0.17,0.201515.612.018029804500.30.14,0.16,0.17,0.202012.011.819038804000.20.18,0.16,0.17,0.204514.013.0176
3.2 纺C 36.6 tex赛络纱的生产实践
由于C 36.6 tex赛络纱属于我公司的重点产品,故将筒纱10万m纱疵做为重点指标进行考核。因此,相关试验也需重点关注生条棉结和自络10万m纱疵质量指标的测试。
试验条件:原料为新疆细绒棉,平均品级为3.1级,纤维平均长度为27.8 mm,马克隆值为4.9,结杂为2.2%,短绒率为15%。
立达C51型梳棉机,工艺隔距:刺辊—给棉板为0.40 mm;刺辊—分梳板为0.60 mm;机前、机后棉网清洁器—锡林分别为0.50 mm、0.70 mm;锡林—回转盖板(由前到后)为0.16 mm、0.18 mm、0.20 mm、0.20 mm、0.22 mm,前、后固定盖板—锡林分别为0.30 mm、0.40 mm。
主要工艺参数:刺辊转速为1088 r/min;锡林转速为478 r/min;盖板速度为220 mm/min;生条定量为24 g/(5 m)。
针布配置:刺辊针布为AT5010×05021型,回转盖板针布为MCH45型,道夫针布为AD4030×02090型,固定盖板针布为GFB300C型。
AC2040×01850D-II-52双齿型针布与AC2030×01550D单齿型针布,不同车速下的使用效果进行对比,结果见表4和表5。
从表4中可以看出,在相同的梳棉工艺,不同的梳棉车速下,双齿型针布的生条结杂及结杂清除率明显优于新型单齿型针布;且双齿型针布在较高车速情况下的结杂及其清除率显著优于新型单齿型针布在较低车速下的指标值。这是由于双齿型针布齿条的工作角较小,增强了握持梳理纤维的能力,且齿密比单齿型针布增加600齿/(25.4 mm)2,梳理度大大提高,纤维的分离度及排除结杂的能力增强,因此,尽管原棉品级较低,结杂较高,但生条的结杂及清除率比单齿型针布效果理想。
表4 不同齿型锡林针布纺C 36.6 tex赛络纱生条质量对比

机台号出条速度/(m·min⁃1)锡林针布棉结/(粒·g⁃1)棉结清除率/%杂质/(粒·g⁃1)杂质清除率/%207107120单齿型双齿型50348086141386.091.2207107135单齿型双齿型52358086161485.091.0207107150单齿型双齿型54387885151482.090.3
表5 不同车速10万m纱疵质量指标对比

机台号出条速度/(m·min⁃1)锡林针布棉结(+220%)/[个·(10万m)⁃1]长粗节(+45%)/[个·(20cm)⁃1]长细节(-30%)/[个·(20cm)⁃1]短粗节(+170%)/[个·(15cm)⁃1]1.0cm链状纱疵(25%)/[个·(10万m)⁃1]207107120单齿型双齿型3.63.22.01.55.03.0928000207107135单齿型双齿型3.83.52.21.55.13.0958100207107150单齿型双齿型4.03.22.51.75.53.11028000
普梳赛络纱每克生条结杂数及其清除率不但决定着成纱结杂含量,而且诠释着生条纤维的分离度和伸直度,对成纱牵伸过程中纤维的正常运动起着重要作用,因此,对成纱疵点如粗细节、棉结的产生有关键作用。由表5可知,虽然车速不同,但双齿型针布的分梳能力较强,生条中单根纤维的分离度和伸直度较好,有利于后工序的并合、伸直、牵伸和加捻,故成纱棉结、粗细节较少,且络筒工序中10万m纱疵也较少。
3.3 使用管理
3.3.1 加强包卷管理
首先,包卷针布齿条前应清除锡林滚筒表面的油污和漆渍,并用磨辊磨砺筒体成圆柱形,以便包卷后齿顶面平整,各部隔距符合工艺规定,充分发挥双齿型针布齿条的分梳、转移效能。其次,调节张力器的高低位置及侧压板的前后位置,使双齿型针布齿条的包围弧长达40 mm~50 mm,侧压板与滚筒表面隔距为0.13 mm,使齿条紧密地包卷于滚筒上。最后,由于双齿型针布的密度较大,包卷时齿条张力增大,为防止锡林滚筒筒体变形,产生中凹问题,故在滚筒全幅内,张力应予以调节,如齿条两端张力为80 N~120 N,中部为60 N~70 N。
3.3.2 车间操作管理
建立双齿型针布公示维护卡,并纳入运转值车工交接班管理和白班纺织专用基础件的管理中;同时,不定时地进行检查、清刷和维修,并根据纺纱品种、纺纱吨数或纺纱时间对针布齿条进行周期更换,保持其良好的分梳性能,以达到产品质量的要求。
3.3.3 加强附加分梳元件的维修保养
加强回转盖板针布和附加分梳元件的保养检修,减少双齿型针布齿条的损伤,真正发挥其主体分梳作用。锡林针布周围的棉网清洁器、固定盖板、风管等虽为附加分梳元件,但若棉网清洁器尘刀有毛刺、吸管漏风、固定盖板倒齿或安装不良等,易使结杂、短纤集结成棉束带入双齿型针布齿条内,造成针布损伤。此外,回转盖板针布出现嵌杂、嵌花或倒针未及时清刷修复或链条不正常等问题时,不仅影响锡林针布与盖板针布之间的分梳,而且容易损伤锡林针布。因此,公司规定包机工每天刷回转盖板针布2次,并将棉网清洁器、吸管、固定盖板针布纳入日常点检任务,确保双齿型针布发挥效能。
3.3.4 科学选配弹性盖板针布
根据纺纱号数及配棉状况,选择与双齿型针布最佳匹配的弹性盖板针布,充分发挥分梳作用。梳棉机中,单纤维的梳理是在锡林与盖板针布齿条间进行的,故二者必须匹配,否则即使用浅齿、密齿、工作角小的双齿型针布齿条,配套用稀密型植针排列、植角度较大、密度小的弹性盖板针布,单纤维梳理效果仍不理想。为了优选与AC2040×01850D双齿型针布配套的弹性盖板针布,对不同型号弹性盖板针布,在车速为150 r/min,配棉品级为3.3级,纤维长度为27.6 mm,马克隆值为4.9,结杂为2.5%,短绒率为16%的C51型梳棉机上试纺C 36.6 tex赛络纱,结果见表6。
由表6可知,在原棉品级较差、含杂较高的情况下,与双齿型针布配套的BNT60型弹性盖板针布所纺生条质量及成纱10万m纱疵指标较理想。这是因为双齿型针布的齿密增加,工作角减小,与之配套的弹性盖板针布植针角度也应较小,齿密较大,底布厚度稳固,富有弹性。BNT60型比MCH45型弹性盖板针布平均齿密大150 齿/(25.4 mm)2,采用纵向渐密型斜纹排列方式,高硬度底布,柔韧性强,针齿受力回弹性好,使用寿命长;可从针布趾端稀针处开始开松至最紧处后部密针处对纤维进行充分梳理,使纤维在渐进中得到梳理,减少损伤;同时,弧形通道设计不易嵌杂、挂花,纤维进一步伸直平行,除杂去结效果好。MCB型弹性盖板针布的植针工作角大、密度小,植针属截切型,对纤维控制能力差,参与梳理的针齿少,梳理效果差,故生条棉结杂质及成纱10万m纱疵高[2]。
表6 不同型号弹性盖板针布所纺生条AFIS质量和成纱质量对比

弹性盖板针布型号生条棉结/(粒·g⁃1)棉结清除率/%杂质/(粒·g⁃1)杂质清除率/%短粗节(+170%)/[个/(15cm)⁃1]10万m总纱疵/[个·(10万m)⁃1]MCB3250682980102111MCH45468019869096BNT60358513918086
4 结语
4.1 从DK760型梳棉机纺CJ 14.5 tex纱试验发现,随着双齿型针布使用时间的延长,生条结杂及结杂清除率、成纱条干质量较好;经过工艺调整,生条短绒率和成纱强力有显著改善。
4.2 从C51型梳棉机纺C 36.6 tex赛络纱试验发现,在配棉品级较低的情况下,随着车速的提高,双齿型针布纺纱的生条结杂及10万m纱疵波动较小,且比单齿型针布所纺纱的质量好。
4.3 双齿型针布与单齿型针布相比,在提高生条及成纱质量方面具有明显优势。在成纱质量保持不变的情况下,使用双齿型针布后,车速可提高约20%;且在原棉品级较低、含杂较高情况下,其成纱质量和稳定性较好。
4.4 纺织企业要探索双齿型针布管理的新路子,优选与其相配套的盖板针布,充分发挥双齿型针布的分梳作用,实现生条质量和成纱质量的不断提升。
[1] 金轮针布(江苏)有限公司.双齿锡林金属针布产品说明书[Z].
[2] 陈玉峰.BNT渐密型弹性盖板针布应用体会[J].纺织器材,2016,43(2):27-30.
The Use Experience of the Double Teeth Cylinder MCC for Card
ZHAO Kebo,YANG Hongzhong
(Henan Xinye Textile Group Co., Ltd., Xinye 473500,China)
To explore the effect of double teeth cylinder MCC,introduction is made to the carding principle and performance characteristics.Comparative analysis is done of double teeth or single tooth MCC on the spinning cards for different varieties production in different clothing configuration of parameters regarding spinning sliver quality and yarn quality.Optimization is done of card specifications and the configurized flexible flat.Probing is done into use,management and maintenance of the double teeth clothing.It is pointed out that double teeth clothing can reduce neps,impurities,short fiber content,100 km yarn defects,improve yarn evenness and strength.High yarn quality and good stability can be gained under the condition of low raw cotton grade and high impurity content.Under the same quality control,the frame speed can be increased by about 20%.Enterprises should explore the double teeth clothing in management and optimization to make better use of it.
card;carding;double teeth clothing;single tooth clothing;flexible flat clothing;sliver;matching
2016-06-02
赵克波(1965—),男,河南南阳人,工程师,主要从事棉纺设备管理及工艺研究。
时间:2016-10-08 21:02
TS103.82+1
B
1001-9634(2017)02-0032-05
http://www.cnki.net/kcms/detail/61.1131.TS.
20161008.2102.076.html
