铝合金熔焊缝的阵列涡流检测工艺
2017-04-10金翠娥周建平范晨洁
金翠娥,周建平,范晨洁
(上海航天精密机械研究所,上海 201600)
铝合金熔焊缝的阵列涡流检测工艺
金翠娥,周建平,范晨洁
(上海航天精密机械研究所,上海 201600)
由于渗透检测中的渗透剂具有较强的渗透性,需考虑残留的渗透剂与产品的相容性问题,且渗透剂喷灌中的氟利昂对环境有污染,开展了铝合金熔焊缝涡流阵列检测技术的研究工作。结果表明,铝合金熔焊缝表面缺陷涡流阵列检测工艺可替代原有的着色渗透检测工艺。
铝合金熔焊缝;渗透检测;阵列涡流检测
某航天型号产品铝合金熔焊缝表面缺陷检测一直采用着色渗透检测法,渗透检测工艺有清洗、渗透、显像、干燥、后处理等步骤,但该检测工艺存在以下问题:① 检测速度慢,检测人员劳动强度高,难以满足产品研制进度要求;② 渗透检测结果受检测部位表面情况与预清洗影响较大,若预清洗不好,缺陷易被污染,从而过清洗渗透剂时会导致缺陷漏检,检测结果可靠性受人为因素影响较大;③ 由于着色渗透检测剂含氟利昂,对大气臭氧层有危害,不利于环保;④ 渗透剂具有很强的渗透性,经检测后渗透剂会部分残留于焊缝中,对焊缝造成腐蚀;⑤ 检测部位经检测存在超标缺陷并需要补焊时,残留的渗透剂会导致大量气孔缺陷,影响焊缝质量,同时会涉及渗透剂与产品不相容的问题,需使用新的检测方法进行替代。
随着无损检测技术的进一步发展,近年来,阵列涡流检测技术得到了快速发展,并开始应用于熔焊缝表面质量检测中。笔者开展了铝合金熔焊缝的涡流阵列技术研究,结果表明,该技术可取代现有的着色渗透检测,能保证焊缝表面质量,提高试件的质量可靠性。
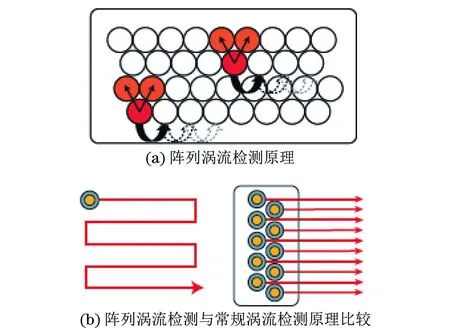
图1 阵列涡流检测原理及其与常规涡流检测原理比较
1 阵列涡流检测方法
涡流检测是以研究涡流与试件的相互关系为基础的一种常规无损检测方法,其原理是基于导电材料的成分和组织结构,缺陷通过影响材料的电导率和磁导率,进而影响涡流探头激发的导体中涡流场的强度及分布,探头和涡流场综合作用造成探头电特性变化,通过该变化判别材料的成分、组织结构和缺陷类型。阵列涡流(Eddy Current Array,ECA) 检测技术是涡流检测技术中新兴的分支,其原理及其与常规涡流检测比较如图1所示。该技术无需机械扫描装置即可对试件进行展开的或封闭的受检面的大面积高速扫描检测,其探头由多个独立工作的线圈单元构成,这些线圈单元按照特殊的方式排布,且激励与检测线圈之间形成两种方向相互垂直的电磁场传递方式,有利于发现不同方向的缺陷,大大提高了检测效率、检测灵敏度和抗干扰能力[1]。
阵列涡流检测技术在熔焊缝表面及近表面缺陷检测方面,相比原有渗透检测技术具有以下优点[2]:
(1) 阵列涡流可检测表面开口裂纹,也可检测不开口的近表面缺陷,如裂纹、气孔等,相比原有渗透检测工艺,降低了漏检率。
(2) 阵列涡流检测可在检测区域实时成像,且可保存数据,便于缺陷识别。
(3) 阵列涡流检测不需耦合剂,不需要对焊缝表面进行预处理,且检测无污染,不会对材料造成腐蚀,也不会有残留渗透剂与工件中承装的溶剂不相容的隐患,符合未来绿色环保化无损检测发展的方向。
2 阵列涡流检测工艺
对检测结果影响的阵列涡流检测工艺参数主要包括:探头激励频率、信号激励电压、增益、平衡及提离校正等[3]。在铝合金熔焊缝阵列涡流检测工艺试验中采用Eddyfi公司的Ectane-E64型阵列涡流检测仪。
2.1 探头激励频率 为了模拟线性缺陷,分别在试块的焊缝和热影响区刻有横向、斜向和纵向(从左至右)的槽(长6 mm,宽1 mm,深1 mm),图2为刻槽试块及刻槽部位放大图。采用不同激励频率对试块上的刻槽进行检测,检测结果如图3所示。信号激励电压设定5 V,增益42 dB。
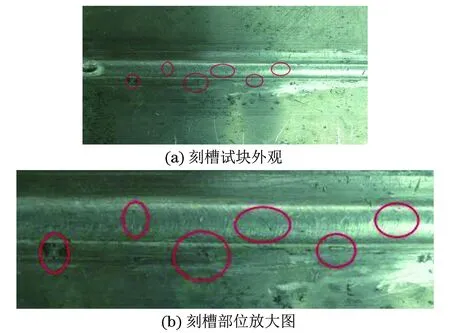
图2 带有不同方向刻槽的模拟线性缺陷试块外观及刻槽部位放大图
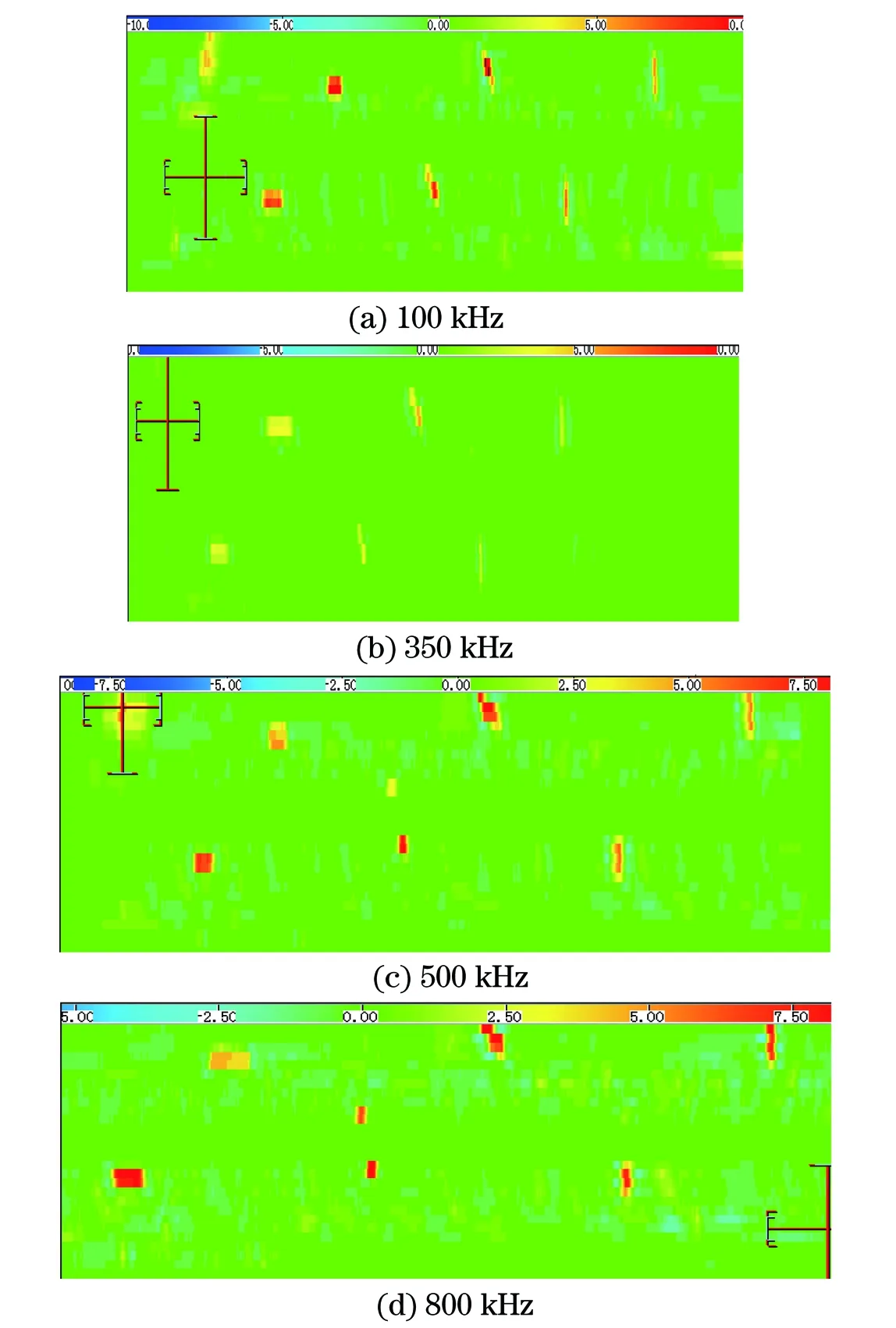
图3 不同检测频率对检测结果的影响
从上述检测结果可知:随着激励频率的增加检测灵敏度同时增高,但检测图像信噪比降低,为兼顾检测灵敏度和信噪比,激励频率应选择350 kHz。

图4 人工模拟裂纹槽试块外观
2.2 激励电压
采用如图4所示人工模拟裂纹槽试块,裂纹尺寸为(长×宽×深)5 mm×0.2 mm×0.5 mm。将探头放置于裂纹中心上方,激励频率为350 kHz,当激励线圈电压从1 V增加到19 V时,得到线圈感应电动势幅值变化与缺陷扰动信号的相对变化量曲线如图5所示。由图可知,随着线圈激励电压逐渐增大,线圈感应电动势幅值曲线呈线性增加,而缺陷扰动信号相对变化量曲线几乎保持不变,可见激励电压的大小只改变线圈电动势幅值而不影响缺陷扰动信号相对变化量,过大的电压有可能对线圈的寿命有所影响,试验中统一采用5 V激励电压。
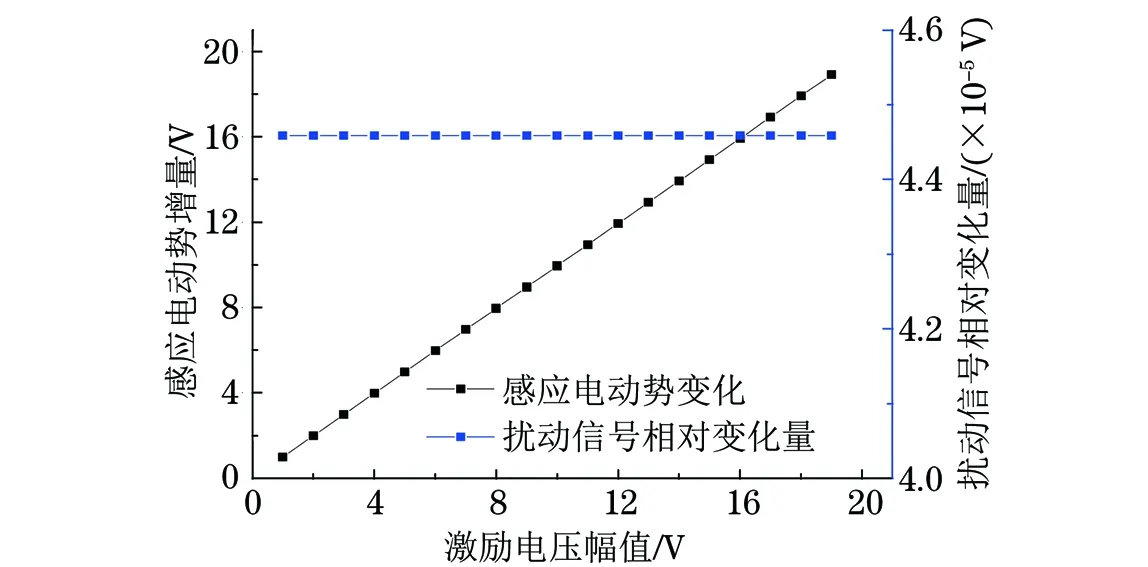
图5 感应电动势幅值变化和扰动信号相对变化量曲线
2.3 提离校正
涡流阵列检测技术以被检工件感应出的涡流为基础,通过测量其相应的磁场变化得到检测信号,提离效应是指检测线圈与被检试件之间因距离变化而引起的检测线圈阻抗变化[4]。在检测过程中提离发生变化时,涡流产生的磁场在空间中衰减越大,检测到的磁场就越小;提离变化对检测结果影响较大,反应在检测图像上会产生提离效应显示,提离校正不良产生的提离效应显示如图6所示。
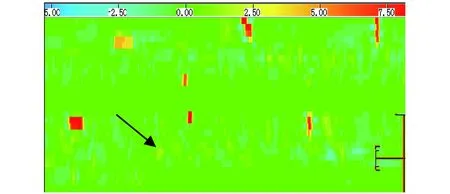
图6 提离校正不良产生的提离效应显示
仿真及实际检测结果表明,为消除提离效应,检测探头应尽量紧贴被检焊缝表面,从而证明采用柔性可变阵列探头可检测带有余高熔焊缝表面缺陷的可行性。
2.4 平衡校正
平衡校正是涡流检测开始前必须的操作步骤,是指将探头放置于所检测焊缝表面,按仪器“平衡”按键,主要保证检测状态与实际检测一致,确保检测结果的可靠性。
3 试验过程
采用阵列涡流检测方法对铝合金熔焊缝试件表面点状缺陷及自然裂纹进行检测,再采用着色渗透检测法对试板进行检测验证。
3.1 点状缺陷检测
对编号为21的试件(见图7)上不同尺寸的点状缺陷进行阵列涡流检测,其中缺陷1、缺陷2、缺陷3直径分别约为φ1.5,φ1,φ0.5 mm。检测图像可明显显示出缺陷情况,阵列涡流检测图像如图8所示。之后用着色渗透检测方法对试板进行检测,检测结果见图9,可见两种检测方法的结果是一致的。
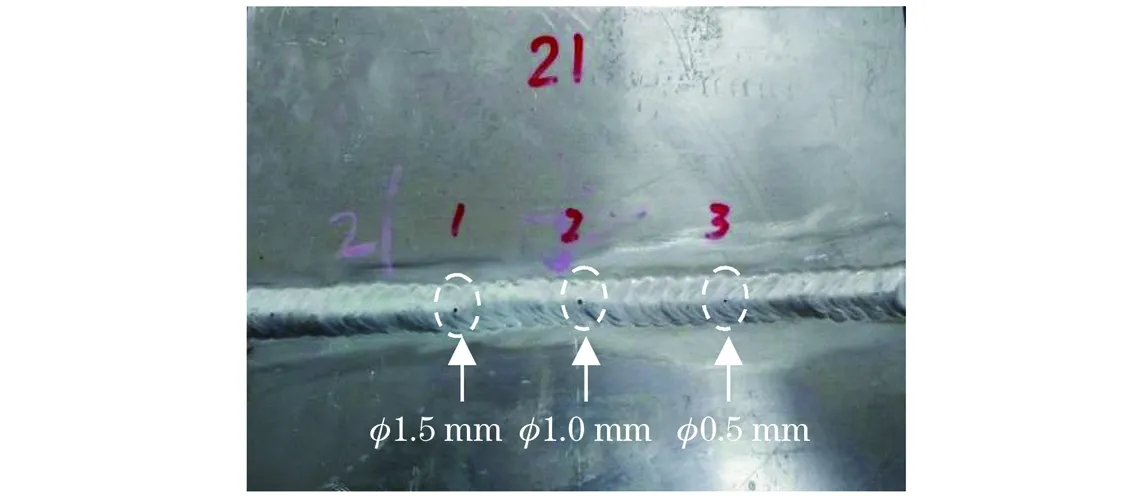
图7 点状缺陷试件外观
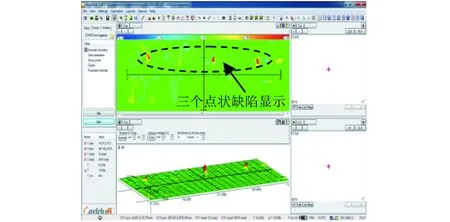
图8 点状缺陷阵列涡流检测图像
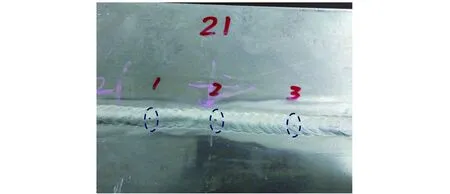
图9 点状缺陷着色渗透检测结果
3.2 表面裂纹检测
对编号为22的表面裂纹试件(见图10)分别进行阵列涡流和着色渗透检测,得到的检测结果是一致的,如图11,12所示。

图10 表面裂纹试件外观

图11 表面裂纹阵列涡流检测图像
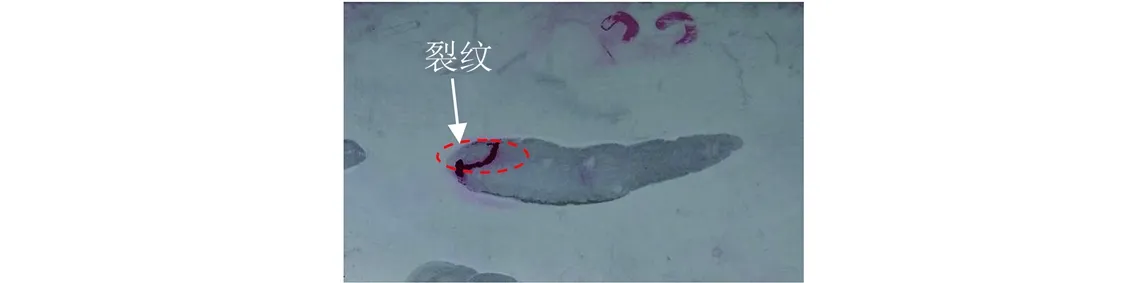
图12 表面裂纹着色渗透检测结果
由以上对比试验可以看出,阵列涡流方法可检测出φ0.5 mm的孔洞类缺陷,也可检测出裂纹缺陷,与渗透检测结果基本一致。
4 结论
经过对试件分别采用阵列涡流和着色渗透两种检测方法进行检测,得到的检测结果基本一致,证明了应用阵列涡流检测方法检测航天某型号铝合金熔焊缝表面缺陷是可行的,为实现阵列涡流检测工艺替代该系列型号产品的着色渗透检测工艺打下基础。
[1] 徐可北.涡流阵列检测技术[J].冶金分析,2004,24(S2):645-647.
[2] 周建平.阵列涡流成像技术数值仿真及应用[J].无损检测,2014,36(12):42-45.
[3] 高春法,宋凯,唐继红.涡流检测传感器提离效应的抑制[J].无损检测,2003,25(12):606-608.
[4] 吴少文,付跃文.脉冲涡流检测提离效应的抑制方法[J].无损检测,2004,36(4):45-48.
The Eddy Current Array Testing Technology of the Aluminum Alloy Welding Seam
JIN Cui-e, ZHOU Jian-ping, FAN Chen-jie
(Research Institute of Precision Machine of Shanghai Spaceflight, Shanghai 201600, China)
Dye-penetrant testing method is used to detect the surface defects of the aluminum alloy welding seam. The penetrant has a strong penetrating ability, and hence the compatibility of the residual penetrant and rocket fuel is needed to be considered. The Freon in penetrant sprinkler irrigation has pollution to the environment. The detection speed of PT is slow,and the detection results are affected by human factors.Aiming at to solve the above problems, the eddy current array testing technology of aluminum alloy welding seam is carried out, and the results showing that eddy current array testing technology of the aluminum alloy welding seam can replace the Dye-penetrant testing method.
Aluminum alloy welding seam;Penetrant testing;Eddy current array testing
2016-07-10
金翠娥(1985-),女,硕士,工程师,主要从事无损检测技术研究工作。
金翠娥,E-mail:jincuie006@163.com。
10.11973/wsjc201703012
TG115.28
A
1000-6656(2017)03-0047-04
