Sb/Ti复配催化半光聚酯可纺性研究
2017-04-05戴钧明张忠安王玉合
戴钧明,张忠安,刘 峰,王玉合
(1. 中国石化仪征化纤有限责任公司,江苏仪征 211900;2. 江苏省高性能纤维重点实验室,江苏仪征 211900)
研究论文
Sb/Ti复配催化半光聚酯可纺性研究
戴钧明1,2,张忠安1,2,刘 峰1,王玉合1
(1. 中国石化仪征化纤有限责任公司,江苏仪征 211900;2. 江苏省高性能纤维重点实验室,江苏仪征 211900)
通过对五种不同Sb/Ti配比半光聚酯热性能研究发现,Sb/Ti复配聚酯熔融结晶温度Tmc高于锑和全钛,50/50温度最高,复配聚酯熔体成型性能弱于锑系;复配聚酯冷结晶峰温Tc高于锑系,后加工性能强于锑系。采用UDY-DT路线的可纺性研究发现,复配聚酯原丝粘度降高于锑系聚酯,原丝强度高于锑系,DT丝的变化未表现出明显规律,纺丝温度296 ℃时,复配聚酯DT的强度可以达到与锑相当。
PET半消光聚酯 锑/钛复配催化剂 可纺性
2016年中国聚酯产能已达到近5 000万吨,成为世界聚酯大国,聚酯的加工应用中心及技术研发中心也随之向中国转移。随着对织物后整理污水中重金属的含量以及一次性卫材和包装材料对重金属迁移及残留量等的要求提高,国内越来越多企业推出非锑聚酯产品来满足需求,仪征化纤的水刺短纤维WF315、非锑中空产品、膜级切片FG650、瓶级切片BG810、BG811、SH711,上海石化的NEP聚酯切片、浙江万凯的瓶级聚酯切片WK801等。对于原料易得的锑替代品钛催化剂,在国内应用最多,相关研究开发也最多。
虽然钛与锑相比,仅是催化剂种类发生变化,聚酯的表观性能看似没有明显变化,但实际的微观结构还是有差异,加工性能还是不同于锑系聚酯。加之现在全面推广钛系产品还存在过程,很多企业采用锑钛复配的方法进行工业化生产。本文旨在通过可纺性加工研究,找到锑钛复配聚酯的工艺性能变化规律,为工业化生产提供工艺调整的基础数据。
1 试 验
1.1 样品
采用不同配比的乙二醇锑/STiC-01型钛催化剂(上海石油化工研究院)复配催化剂合成半光聚酯1#~5#,聚酯的常规性能列于表1。常规性能按国标GB/T14189-2008纤维级聚酯切片测试方法完成。

表1 复配聚酯常规性能

(续表1)
Sb/Ti为100/0指Sb为200 mg/kg,Ti为0 mg/kg;Sb/Ti为0/100时,Sb为0 mg/kg,Ti为6 mg/kg。
1.2 纺丝试验
采用UDY-DT路线,在中丽纺丝机、自制平牵机上考察了复配聚酯的可纺性及可牵伸性。
主要工艺参数:UDY纺丝速度1 200 m/min,采用293 ℃和296 ℃两种箱体温度进行纺丝实验。
牵伸温度:上热辊90 ℃,下热辊110 ℃,热板170 ℃。
纤维性能测试:采用德国Statimat M型自动强伸仪,按国标GB/T 14344-93标准测试方法完成。
2 结果与讨论
2.1 由Sb/Ti复配聚酯常规结晶性能预测的可加工性能
聚酯的结晶性能与聚酯加工性能直接相关,结晶性能的快慢直接影响聚酯加工的可完成性及制品性能。由表1、图1中数据可以看出,随着Sb/Ti复配催化剂中Ti比例的升高,聚酯的熔融结晶峰温Tmc先升高后降低,最高点位于50/50处,即50/50复配比例时,聚酯熔体的结晶速率最快,聚酯熔体预制品成型及后加工方面将会难度最大。与结晶程度对应的ΔHmc的数值也是50/50最大,预示其预制品的结晶度将最高。
随着Sb/Ti复配催化剂中Ti比例的升高,冷结晶峰温Tc逐渐升高,拉伸时结晶能力逐渐降低,后加工能力增强;从反映预制品结晶程度的ΔHc+ΔHm数值来看,50/50数值最高,结晶程度最大,但Tc却高于其他样品,减弱了熔体成型结晶程度较高会继续诱发结晶的程度,加工性能弱化的程度有所缓解。
与锑相比,全钛聚酯的熔体结晶速率下降,结晶程度下降,全钛聚酯熔体成型工艺窗将比锑加宽。纯钛聚酯的结晶性能低于锑系聚酯,与文献报道[1-3]一致。
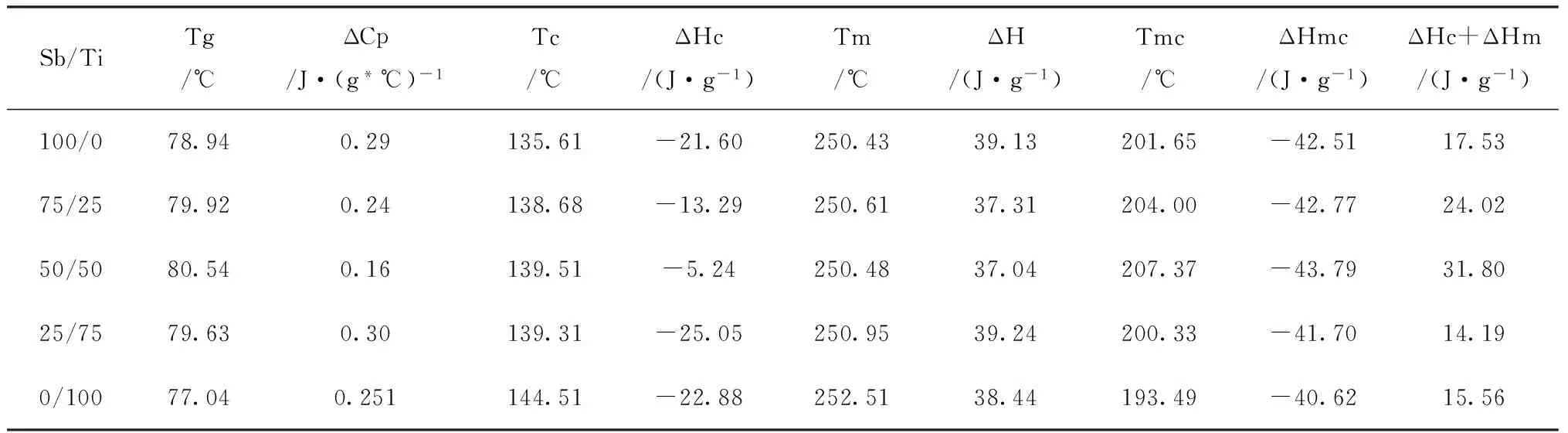
表2 复配聚酯消除热历史后升温及降温线数据

图1 半光聚酯结晶峰温随Sb/Ti比例变化曲线
2.2 Sb/Ti复配聚酯原丝成型性能研究
(1) Sb/Ti复配聚酯成型温度研究
不同复配催化剂聚酯,在不同成型温度下,降解特征指标-无油丝粘度降数据如图2所示。由曲线可以看出,随着Ti比例增加,无油丝粘度降逐渐增大,且到25/75及0/100时增加更为明显;成型温度提高3 ℃,
100/0、50/50复配比例聚酯的无油丝粘度降增加不大,而25/75增加明显,75/25、0/100更是明显突变,与前期笔者所作降解动力学研究得到规律一致[4]。总体来说,含钛复配聚酯的粘度降均高于锑系聚酯,且钛的比例越高,粘度降越大。
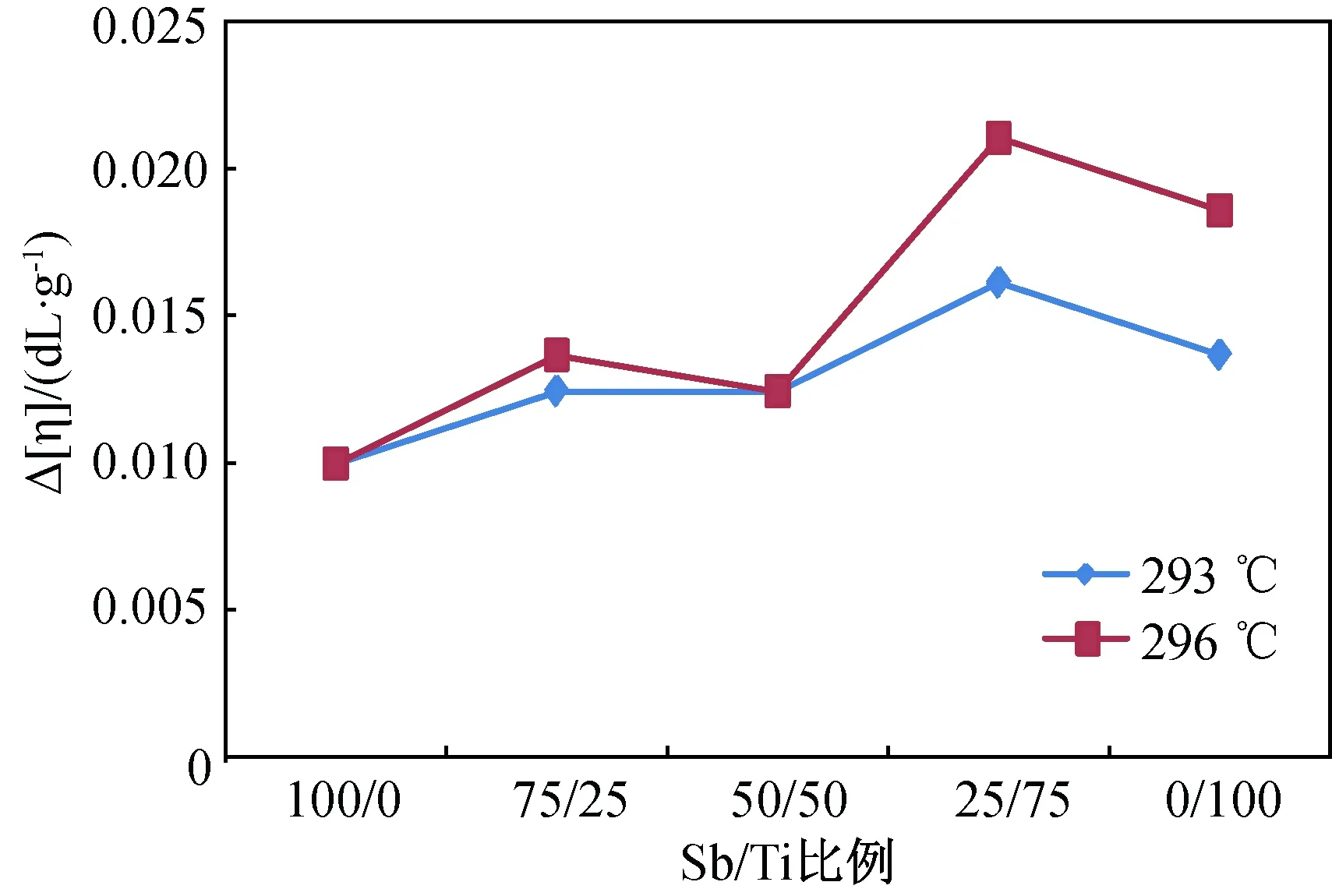
图2 不同纺丝温度下粘度降随Sb/Ti比例变化曲线
(2) Sb/Ti复配聚酯UDY原丝性能
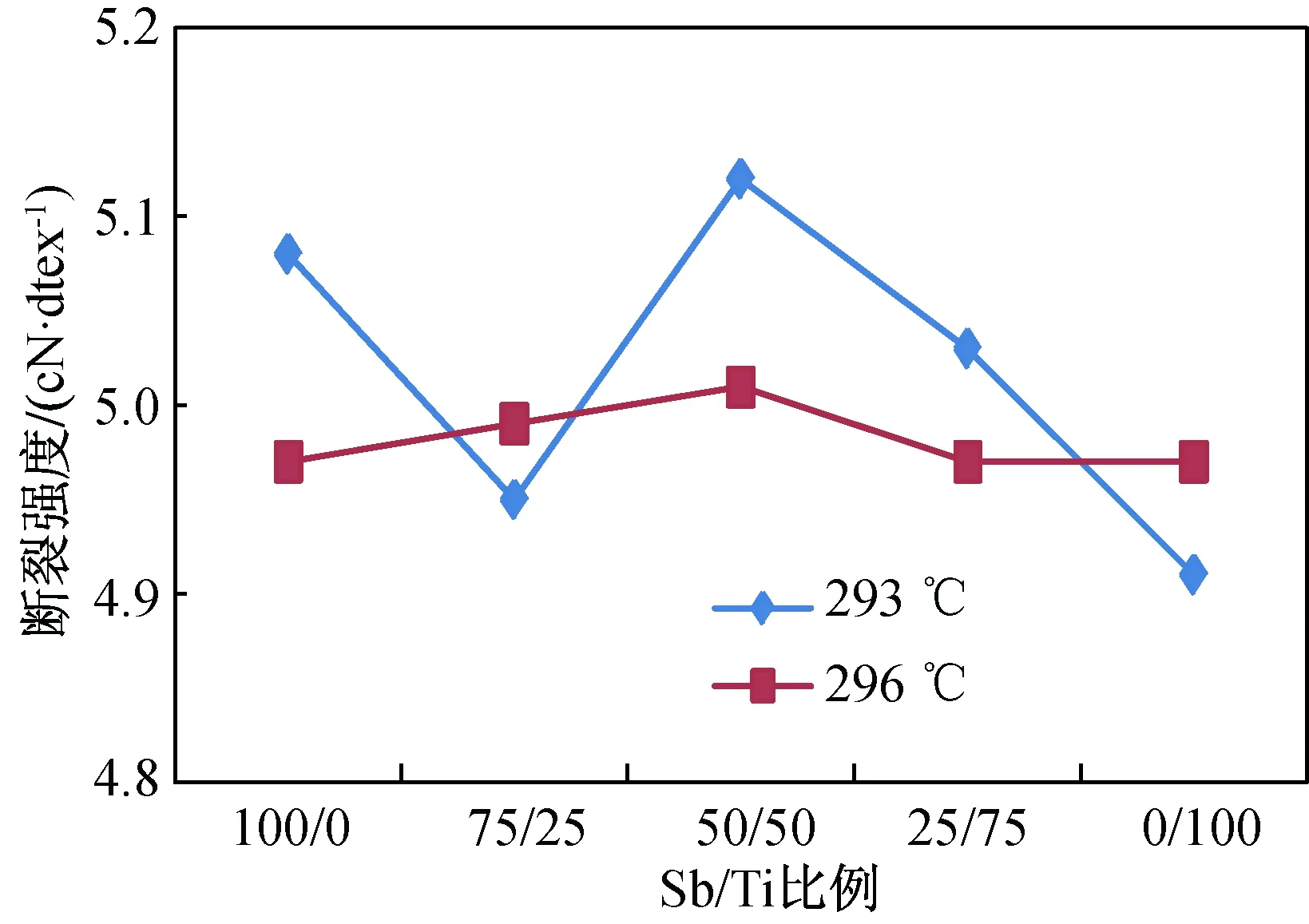
不同Sb/Ti复配催化剂聚酯UDY性能如图3所示,可以看出,随着Sb/Ti复配比例变化,293 ℃纺丝时UDY纤维断裂伸长率、断裂强度变化不大,结论与臧国强[5]在291.3 ℃和3 200 m/min下纺制POY发现钛的强度略高于锑有点差异,是否纺速等引起差异后期继续关注;但296 ℃纺丝时变化幅度明显,75/25、0/100的变化尤为突出,全钛聚酯UDY断裂伸长率、断裂强度都有下降,可能与钛系聚酯熔体高温纺丝降解大有关;复配聚酯的强度略高于锑系,与热性能数据中熔体结晶速率增大,结晶程度增大相对应。

(a) UDY丝断裂伸长率

(b) UDY丝断裂强度
图3 不同纺丝温度不同催化剂配比聚酯UDY原丝性能
2.3 Sb/Ti复配催化剂聚酯可牵伸性能研究
UDY强度低、伸长高,通过牵伸和热定型,可使大分子取向和结晶,从而使纤维具备满足后道加工要求的物理机械性能。不同Sb/Ti复配催化剂聚酯UDY原丝经牵伸定型,所得DT丝性能对比曲线如图4所示。
由图4看出,复配聚酯的断裂强度及断裂伸长变化无明显规律,锑系聚酯高温纺丝可以得到低强高伸的规律对于包括全钛在内的复配聚酯已不适用,由于钛的引入,催化剂数量的减少,异相成核个数的减小及成核中心的不同,加工过程的结晶规律已发生变化,后期将继续细化研究。纺丝温度296 ℃时,复配聚酯DT的强度可以达到与锑相当,甚至超过了锑系聚酯,与李艳玲[6]在307 ℃时50/50的纤维强度高于锑结论一样;全钛聚酯纤维强度与锑相当,与史丽梅[7]在292 ℃下通过POY-DT得到钛系与锑系相当的结论一致。

(a)

(b)
(c)

(d)
图4 不同复配基半光聚酯DT丝常规物性指标影响曲线
(a),(c):牵伸倍率3.1×1.1;(b),(d):牵伸倍率3.2×1.1
表3为DT丝的晶格尺寸数据。图5为复配聚酯DT丝的XRD图。

表3 DT丝的晶粒尺寸

图5 复配聚酯DT丝X衍射结晶图(由上至下100/0到0/100)
由表3及图5 DT纤维的X衍射数据可以看出,相同工艺下,锑系纤维的结晶度最高,与锑系聚酯结晶能力强于钛基相对应;由于结晶成核的差异,导致锑系聚酯的成核及生长均强于钛系,结果发现晶粒尺寸测试结果与此对应,钛基晶粒尺寸小于锑系;复配聚酯的结晶与晶粒尺寸介于二者之间,50/50、25/75的结晶及晶粒尺寸接近锑系,与李艳玲[6]50/50比例纤维研究结论相一致。
3 结 论
a) Sb/Ti复配聚酯熔融结晶温度高于锑和全钛,50/50温度最高,复配聚酯熔体成型性能弱于锑系;复配聚酯冷结晶峰温低于锑系,后加工性能强于锑系。
b) UDY-DT试验中发现,复配聚酯原丝粘度降高于锑系聚酯,原丝强度高于锑系,DT丝的变化未表现出明显规律,纺丝温度296 ℃时,复配聚酯DT的强度可以达到与锑相当。
[1] 王睿,关震字,熊金根,等.钛系聚酯切片固相缩聚的研究[J].石油化工,2012,41(增刊):716-719.
[2] 王玉合,戴钧明,王树霞,等.钛系聚酯预结晶性能探索[J].合成技术及应用,2013,28(4):1-5,9.
[3] 周美进,戴钧明,王玉合,等.锑钛复合催化剂半消光聚酯等温结晶性能研究[J].合成纤维工业,2016,31(1):23-26,30.
[4] 戴钧明,王玉合,张忠安,等. Sb/Ti复配催化半光聚酯热降解动力学研究[J].合成技术及应用,2016,31(1):1-6.
[5] 臧国强,郭灵通,许涌深,等.钛系复合催化剂合成聚酯的性能和纺丝试验研究[J].合成纤维,2005,34(7):1-5.
[6] 李艳玲,王朝生,陈向玲,等.钛锑复合催化剂聚酯切片的结晶性及可纺性[J].合成纤维工业,2010,33(5):31-33.
[7] 史丽梅.钛系聚酯的性能、可纺性及纤维加工中色相变化研究[J].合成技术及应用,2011, 26(2):25-28.
Study on the spinnability of semi-dulling polyester chips with Sb/Ti catalyst
Dai Junming1,2, Zhang Zhong′an1,2, Liu Feng1, Wang Yuhe1
(1.ResearchInstituteofSinopecYizhengChemicalFibreCo.,Ltd.,YizhengJiangsu211900,China;2.JiangsuKeyLaboratoryofHighPerformanceFiber,YizhengJiangsu211900,China)
The thermal performance data of Sb/Ti polyester suggested that Tmc of Sb/Ti compound catalyst polyester were higher than Sb polyester, Tmc of 50/50 was highest. Thermoformability of compound catalyst polyester were weaker than Sb polyester. Tc of compound catalyst polyester were higher than Sb polyester, drawing performance were better than Sb polyester. Through UDY-DT route, oil-free yarn viscosity drop and strength of compound catalyst polyester were higher than Sb polyester, DT hadn’t the regular charge. At 296 ℃, strength of compound catalyst polyester were corresponded to Sb polyester.
PET semi-dulliing polyester chips; Sb/Ti-catalyst; spinnability
2017-02-20
戴钧明(1967-),女,江苏泰兴人,教授级高级工程师,主要从事聚酯改性及应用研究工作。
TQ342.21
A
1006-334X(2017)01-0007-04