调质球墨铸铁活塞环的技术研究
2017-03-30肖恭林
肖恭林,刘 宇
(中车戚墅堰机车车辆工艺研究所有限公司,江苏常州213011)
·应用研究·
调质球墨铸铁活塞环的技术研究
肖恭林,刘 宇
(中车戚墅堰机车车辆工艺研究所有限公司,江苏常州213011)
主要研究了调质球墨铸铁活塞环的材料、铸造工艺及热处理工艺等,确定了化学成分、球化孕育、800 rpm的固定转速、2 mm~3 mm涂料层厚度、冷却方式、930℃×(8~10)h油冷+630℃×4 h空冷的热处理等关键工艺参数,从而开发出一种值得推广应用的优质活塞环,具有较好的经济效益和市场价值。
球墨铸铁;活塞环;热处理
内燃机车柴油机的工作稳定性及其技术经济特性在很大程度上取决于活塞环的工作性能。由于石墨型铸铁材料中的石墨具有特殊的工作性能,会形成保护性润滑层,该保护层能够防止发动机汽缸组件发生粘性磨损现象,因此灰铸铁和球墨铸铁是当前国内外运输用发动机活塞环的主要材料[1]。铸铁活塞环的生产目前大多采用离心铸造,而且工艺成熟、生产稳定,因此在国外发达国家的大型内燃机车中球墨铸铁活塞环得到了广泛的应用。目前我公司生产的活塞环材料主要有普通合金铸铁、高强度合金铸铁以及高强度球墨铸铁三种,尚缺乏中等强度的球墨铸铁材料。普通合金铸铁活塞环采用单体铸造工艺生产,高强度合金铸铁以及高强度球墨铸铁活塞环均采用离心铸造工艺生产。高强度合金铸铁筒体环由于采用整体热处理后再进行切片加工,因而成品率高且加工简单方便。高强度球墨铸铁筒体环由于硬度偏高,只能先切片后进行等温淬火处理,环体变形大,废品率高。
为此,我公司开发出中等强度的球墨铸铁材料用于活塞环生产,达到简化加工工艺,降低制造成本,增加活塞环材料品种,提高环体成品率的目的。经过认真分析研究与一系列分析与试验,开发出中等强度的球墨铸铁材料,其与高强度球墨铸铁、高强度合金铸铁活塞环的材料性能对比见表1.
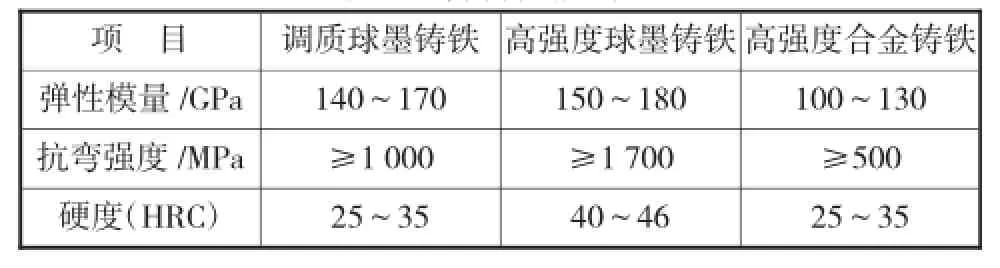
表1 材料性能对比
从表1中可以看出,调质球墨铸铁的材料性能是介于后两者之间,从目前国内大功率机车柴油机活塞环材料应用情况来看,开发调质球墨铸铁活塞环材料,可以丰富我公司活塞环材料品种,适应市场发展需要。
1 试验方案及过程
1.1 化学成分选择
碳和硅:碳、硅元素对球墨铸铁的组织、性能有很大的影响。综合考虑活塞环铸件断面模数、冷却速度、白口倾向等因素,认为碳当量控制在4.5%~4.8%范围较合适,其中碳质量分数为3.4%~3.8%,硅质量分数为2.0%~2.6%.
锰:锰是中等反石墨化元素,能稳定和细化珠光体。锰在球铁中偏析严重,主要分布于晶界上,严重时会产生碳化物,降低材质的塑性和韧性。因此,活塞环中的锰量不宜过高,通常控制在0.4%~0.6%的质量分数为宜。
磷和硫:磷和硫在球铁中均为有害元素,要求越低越好。一般要求磷的质量分数低于0.07%,硫的质量分数低于0.03%.
铜:铜是中等石墨化元素,共析转变时增加其过冷度,起到抑制铁素体的生成、稳定珠光体的作用。为此,将活塞环材质中的铜的质量分数控制在0.4%~0.6%之间。
钼:钼是碳化物形成元素,但质量分数小于0.6%时,作用十分温和,仅有轻微的促进白口倾向。钼能细化珠光体,增加珠光体含量,同时还加强珠光体中的铁素体[2],提高材质的强度、硬度、组织均匀性及在550°C以下的热强性,钼的质量分数控制在0.4%~0.6%之间。
镁和稀土残留量:镁影响球铁的力学性能,特别是塑性和韧性,因此在保证球化良好的前提下,应降低镁的残留量。如果镁在球铁中的残留量过高,会使石墨球形貌恶化铸件白口倾向增大,适宜的残留镁质量分数为0.03%~0.07%.
综上,中等强度球铁化学成分见表2.

表2 中等强度球铁化学成分(质量分数,%)
1.2 球化孕育工艺
1.2.1 球化处理
球化剂采用稀土镁球化剂,稀土镁合金加入量为铁水重量的1.3%~1.6%,球化处理采用包底凹坑冲入法,上面覆盖一层硅钙孕育剂,质量分数为0.6%~0.9%,表面撒少许冰晶石粉,在上面覆盖一层稻草灰,盖上1 mm~3 mm厚的薄钢板,盖实盖严。
1.2.2 孕育处理
球铁生产过程中的孕育处理是十分重要的,通过孕育不仅缩小球铁件的白口倾向,消除渗碳体,而且还可以提高球化率,细化共晶团,增加石墨球数,使石墨球圆整、分布均匀。采用两次孕育,一次孕育剂采用SiBa合金,二次孕育剂采用75SiFe.二次孕育剂随铁水流加入,经充分搅拌,扒渣后方可浇注。
1.3 铸造工艺
离心铸造时,要获得组织致密,机械性能良好的铸件,必须选择合理的工艺参数,其中最主要的工艺参数是涂料层的厚度、铸型的转速、急冷时间的控制等。
1.3.1 转速的研究
转速的确定十分重要,转速过低离心力不足,易导致铸件充型不良,转速过高,不仅浪费资源,而且会使铸件产生纵向裂纹、成分偏析等问题[3],铸型的转速参照了长期以来积累的离心铸造经验,决定采用800 rpm的固定转速。
1.3.2 涂层方式的研究
离心铸造时,涂料的作用是防止铸件产生白口组织,提高金属型的使用寿命,防止铸件与型壁粘合,便于取出[4]。为了获得铸态无白口组织的铸件,涂料层厚度是一个重要的工艺参数。如果涂料层厚度过薄,由于急冷的作用,铸件会出现白口组织,如果涂料层厚度过厚,铸件的晶粒组织过于粗大,机械性能降低。因此,涂料的厚度将直接影响环体的质量,必须加以控制。根据以往的经验,当涂料层厚度增至2 mm~3 mm时,白口的控制效果最佳。
1.3.3 冷却方式的研究
浇注后喷水冷却时间的不同,铸件的冷却速度也就不同。加水时间过早,冷却速度过快,铸件易出现大量的过冷石墨组织;加水时间过晚,铸件的冷却速度过慢,铸件组织粗大,因此选择合适的喷水冷却时间,才能获得晶粒组织致密细小、性能良好的筒体铸件。喷水开始时间在浇毕8 s~10 s,喷水持续时间应持续1 min,喷水时应注意观察铸件颜色,喷水结束时应为暗红色。
1.4 热处理工艺
热处理工艺采用调质工艺,为了保证球墨铸铁活塞环具有良好的弹性,球铁环淬火时,应保证淬火组织无铁素体,必须把球铁环在共析转变临界温度Ac上限以上温度加热。为了避免组织发生严重粗化,淬火加温温度不宜选择太高,因此把热处理工艺定为930℃×(8~10)h油冷+630℃×4h空冷。
1.5 取样对象及方式
1)金相组织及机械性能的取样对象为Y型试块(220×25Y型),如图1所示。
2)热稳定试验对象为活塞环本体,见图2所示。
2 试验结果及分析
2.1 调质球墨铸铁的金相组织
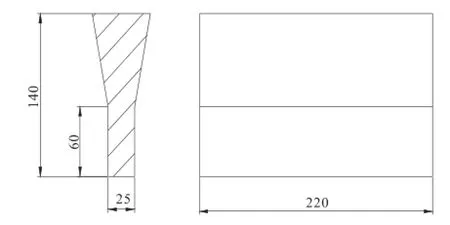
图1 Y型试块(单位:mm)
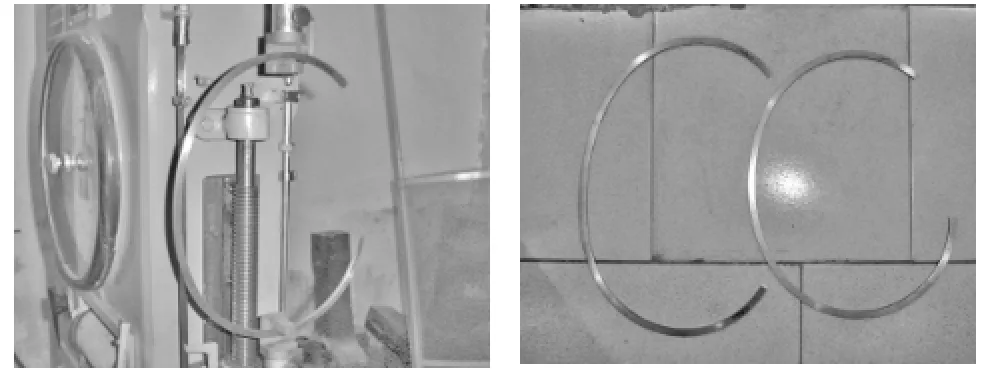
图2020901 -1,020901-2拉伸试验后未断
调质球墨铸铁的金相组织见表3.离心铸造的调质球墨铸铁活塞环铸件的金相组织见图3.
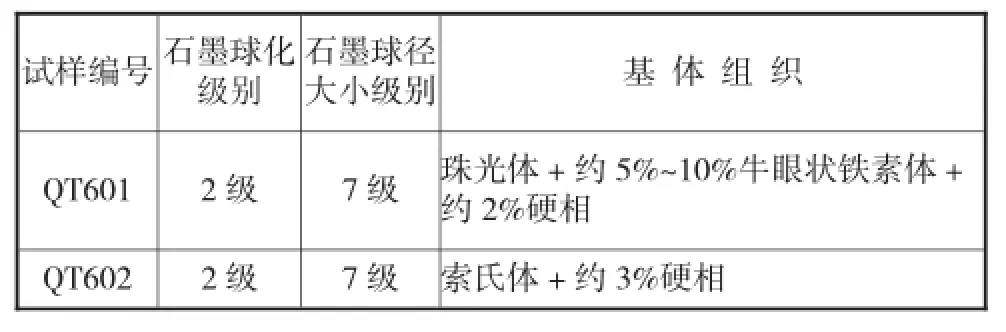
表3 调质球墨铸铁的金相组织

图3离心铸造的调质球墨铸铁活塞环铸件的金相组织
图3 表明了离心铸造的调质球墨铸铁活塞环铸件的金相组织完全达到了工艺设计要求,基体组织以珠光体和索氏体为主。
2.2 机械性能
经测试,表4为离心铸造的一组调质球墨铸铁活塞环的抗弯强度、弹性模量、弹强比及硬度数据。表5为热稳定性试验测量数据。

表4 调质球墨铸铁的力学性能
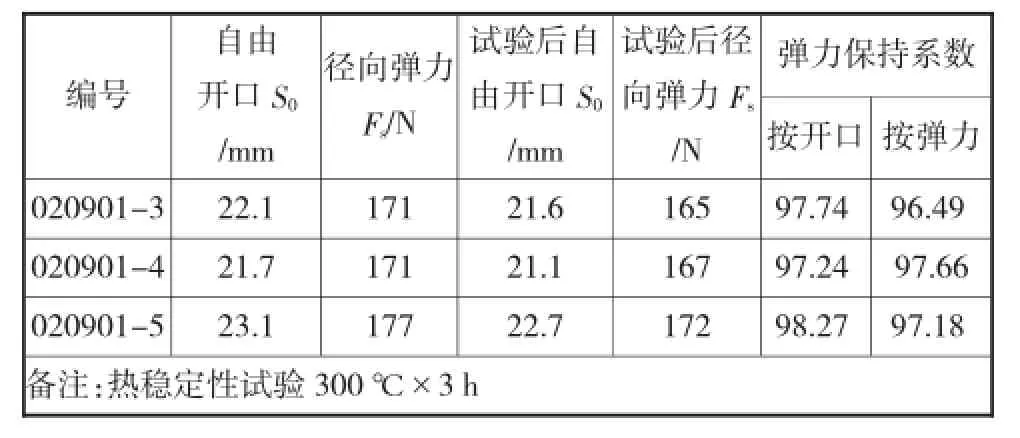
表5 热稳定性试验测量数据(公称直径228.6 mm)
从表4、表5可以看出,调质球墨铸铁活塞环环体平均抗弯强度为550 MPa,平均弹性模量为106 037 MPa,平均弹强比为193,其性能明显优于现行的单体活塞环。热稳定性试验结果显示,其热稳定性各项指标均符合要求。因此可以得出如下结论:只要成分选择合适,保证将型腔内壁涂料厚度控制在2 mm~3 mm之间,用离心铸造方式获得调质球墨铸铁活塞环是完全可行的。
2.3 调质球墨铸铁的研制可降低活塞环制造成本
调质球墨铸铁和高强度球墨铸铁活塞环粗加工工艺流程分别如下:
调质球墨铸铁:离心浇注→调质→切片→粗磨两平面→铣开口→热定型;
高强度球墨铸铁:离心浇注→预备热处理→切片→粗磨两平面→等温淬火→中磨两平面→车外圆→车内圆→铣开口→热定型。
比较上述两工艺流程可以看出,前者省略一道热处理工序和三道机械加工工序。据实际测算,在满足材料使用性能的前提下,同样生产一道活塞环,调质球墨铸铁活塞环可节省制造成本6.5%以上。
3 结论
1)离心铸造调质球墨铸铁活塞环环体平均抗弯强度为1 536 MPa,平均弹性模量为166 GPa,平均弹强比为112.1,其性能明显优于现行的单体活塞环。热稳定性试验结果显示,其热稳定性各项指标均符合要求。因此,只要成分选择合适,保证将型腔内壁涂料厚度控制在2 mm~3 mm之间,用离心页铸造方式制造调质球墨铸铁活塞环是完全可能的。
2)调质球墨铸铁在切片后、热定型之前的变形量仅0.05 mm,远小于高强度球墨铸铁在等温淬火后的近1 mm的变形量。调质球墨铸铁活塞环的“漏光”单项成品率能在高强度球墨铸铁活塞环的基础上提高约5%,这对提高活塞环全程成品率将十分有利。
3)调质球墨铸铁的研制可降低活塞环制造成本,比较高强度球墨铸铁省略一道热处理工序和三道机械加工工序。据实际测算,在满足材料使用性能的前提下,同样生产一道9英寸活塞环,调质球墨铸铁活塞环可节省制造成本6.5%以上。
[1]厉庭华,吴元正,阚正军.大缸径发动机用球铁活塞环毛坯的离心铸造[J].内燃机车与配件.2014(2):17-20.
[2]张伯明.铸造手册:铸铁[M].北京:机械工业出版社,2003.
[3]张泽磊,杨刚,杨屹.离心铸造研究现状[J].铸铁技术,2010,33(11):1517-1521.
[4]张伯明.铸造手册:铸铁[M].北京:机械工业出版社,2003.
Technology Study on Quenched and Tempered Ductile Iron Piston Ring
XIAO Gong-lin,LIU Yu
(CRCC Qishuyan Institute CO.,LTD.,Changzhou JiangSu 213000,China)
The quenched and tempered ductile iron piston ring was studied in this paper.The key process parameters such as the chemical composition,casting process and heat treatment process were determined as:fixed rotational speed 800 rpm,coating layer thickness 2~3 mm,heat treatment of oil cooling 930℃×(8~10)h and air cooling 630℃×4 h,thus a high quality piston ring was developed which is worthy of popularization and application and has good economic benefit and market value.
ductile iron,piston ring,heat treatment
TG255
A
1674-6694(2017)01-0044-03
10.16666/j.cnki.issn1004-6178.2017.01.014
2016-08-15
肖恭林(1971-),男,江西人,学士,高级工程师,主要从事铸造技术、质量、生产管理工作。
