基于药料膨胀和流动均匀性的单孔药模具设计
2017-03-28吕胜涛季丹丹王泽山
吕胜涛,季丹丹,廖 昕,王泽山
(南京理工大学 火药装药技术研究所,江苏 南京 210094)
基于药料膨胀和流动均匀性的单孔药模具设计
吕胜涛,季丹丹,廖 昕,王泽山
(南京理工大学 火药装药技术研究所,江苏 南京 210094)
为分析模具结构参数对发射药成型尺寸及出口速度均匀性的影响规律,基于正交优化方法,采用POLYFLOW软件对单孔硝基胍发射药的挤出成型过程进行了模拟仿真。分析了入口线速度恒定条件下模具结构参数对发射药成型尺寸及出口速度均匀性影响程度的主次关系,在此基础上优化了单孔发射药挤出模具结构。研究结果显示:对药料成型膨胀影响最大的因素为模具收缩角,其次为成型段长度,再次为压缩段长度;对出口速度分布均匀性影响最大的因素为模具收缩角,其次为压缩段长度,再次为成型段长度。基于最小膨胀率和最小出口速度极差对模具结构参数进行了优化,结果表明,优化后的药料出口速度均匀性得到提高。
发射药;模具结构;正交设计;数值模拟
现阶段发射药的制备通常采用溶剂法进行,塑化之后的药料在压伸机中很高的压力作用下通过模具挤出,此时药料进一步塑化,均匀性得到提高。药料被挤出过程中,硝化纤维素大分子沿塑性流动方向伸展取向排列,缩小了大分子间的距离,增大了次价键力,提高了药条轴向的机械强度。当药条离开模具后,随着外力的取消,已经定向排列的大分子会产生“松弛”现象,即发射药行业所称的“挤出胀大”现象。发射药通过模具后的尺寸变化导致发射药实际应用与设计参数的偏差,影响了其燃烧性能。
发射药作为火炮等身管武器的能量来源,其性能引起了国内外众多学者的高度重视。Jeenu R[1]提出了一种发射药超声波测试技术,大大提高了发射药成品的测试精度。Reshmi S[2]深入分析了某配方发射药的燃烧机理及规律,阶段性地研究了发射药燃烧过程的能量交换。王燕[3]对不同初始堆积发射药床进行了挤压破碎实验,测得了发射药床底部的挤压应力。焦旭英[4]设计了底部结构和传火管结构2种点传火结构方案,利用30 mm高压模拟火炮,研究颗粒模压发射药装药的点传火性能。张远波[5]通过改变配方中硝化棉(NC)的种类、增塑剂ZSJ-X的含量、FOX-7的含量以及RDX和FOX-7的粒度,制备了4种NC基高能低敏感发射药,采用电子万能材料试验机测试了其低温抗冲击强度。王锋[6]采用半密闭爆发器试验研究了多孔杆状发射药的解体燃烧过程,通过密闭爆发器试验和高压30 mm模拟火炮试验对比了多孔环切杆状发射药和粒状药的静态燃烧性能和膛内燃烧性能。张丹丹[7]采用POLYFLOW软件模拟了发射药药料在七孔成型模具中的挤出过程,分析了溶剂比、挤出温度、体积流量对模具内的压力分布、模具出口截面处的速度分布及挤出发射药尺寸的影响,得到制备硝基胍七孔发射药的最佳成型工艺条件。肖正刚[8-9]为研究压实装药在变容情况下的动态燃烧稳定性、安全性能及不同表面处理方法对动态燃烧渐增性能的影响,将太根小粒药表面进行解体预处理后,采用乙醇/丙酮高温热蒸汽软化法将其压实成堆积密度为1.35 g/cm3的药柱,再进行表面处理,得到待测的压实药柱样品。综上所述,国内外学者在发射药的燃烧性能、力学性能研究方面做了大量工作,取得了丰富的研究成果。然而对发射药挤出成型的分析,国内外鲜有相关报道。本文拟基于正交优化方法,确定单孔硝基胍发射药挤出模具的结构参数变量,采用POLYFLOW对单孔发射药挤出过程进行仿真分析,进一步分析影响其成型尺寸及药料出口速度分布均匀性的主次要因素,并以最小截面膨胀率和最小速度极差为优化目标,对发射药挤出模具进行结构优化。研究方法及结果可为发射药的设计、生产提供参考。
1 计算模型
1.1 模具流道
发射药挤出流道由料缸、压缩段及成型段组成,为分析药料的膨胀行为,将成型段延长等距离作为自由段。由于流道整体是轴对称结构,为提高计算效率,本文取1/4模型进行分析。

图1 流道组成
用于本文分析的模具流道参数包括收缩角α(即压缩段锥角),压缩段长度Lc,成型段长度Lm,自由段与成型段等长。取成型段内径为8.4 mm,模针直径d=2.95 mm。
1.2 控制方程
流体流动遵循质量守恒定律和动量守恒定律。对于不可压缩的发射药药料,守恒定律可通过如下控制方程进行描述。
质量守恒方程:
式中:u,v,w分别是速度矢量v在x,y,z方向上的分量。
动量守恒方程采用考虑粘性项积分形式的三维雷诺平均Navier-Stokes方程:
式中:
式中:H,v,E,p,τ,q和ρ分别为源项、速度、单位质量的总能、流体压力、黏性应力张量、热流通量和密度;i,j,k为单位向量。
2 发射药物性参数
2.1 计算模型
本文采用的仿真模型为Bird-Carreau模型,此模型描述的发射药剪切黏度与剪切速率的关系表达式为

2.2 基本假设
仿真计算时作如下假设[10]:
①药料是不可压缩的稳态层流;
②不考虑挤出过程中的热传递;
③不计药料重力和惯性力的影响。
2.3 药料物性参数


图2 25 ℃药料的流动曲线
基于Bird-Carreau模型,对测试结果进行拟合,得到溶剂比0.24时25℃加工温度下的药料流变参数,见表1。

表1 溶剂比0.24时药料流变参数
3 结果分析
3.1 流道结构优化
本文所取挤出模具的结构参数包括:收缩角α、压缩段长度Lc及成型段长度Lm,3个因素各取4个水平,如表2所示。目标参数取药料横截面积膨胀率δ(如图3所示,药料在自由段发生膨胀)和成型段出口端速度极差Δ(如图4所示速度分布)。设计L16(43)正交表[12],对不同因素组合的流道模型进行模拟计算,分析结果列于表3,表3中,δs,Δs中s为各因素的水平数;Rδ,RΔ分别为δ,Δ的极差。

表2 正交计算结果

图3 自由段药料的膨胀行为

图4 成型段出口速度分布

表3 正交结果分析
由表3药料膨胀率极差行可见,对单孔发射药成型膨胀影响最大的模具结构因素为模具收缩角,其次为成型段长度,压缩段长度的影响最小,但仅比成型段影响小11%左右。由速度极差行可见,对单孔发射药出口速度分布均匀性影响最大的模具结构因素为模具收缩角,其次为压缩段长度,成型段长度的影响最小。收缩角影响药料膨胀最严重的原因在于,在药料入口线速度恒定的前提下,随着角度的增大,药料入口面积增大,单位时间挤入的药料增加,药料在成型段所受压力及流动速度随之增大,药料分子间距离更小,次价键力更大,在药料离开模具后,药料分子随之发生更大的“松弛”现象,导致药料实际出料面积增大,即本文所称的膨胀率的增大。影响药料出口速度均匀性最重要的因素也是收缩角,原因在于,收缩角的增大导致药料单位时间的体积流量增大,进而引起药料出口的平均速度增大,而由于黏滞效应,流道壁面上的药料速度很低,导致出口速度的分布均匀性变差,速度极差增大,药料的成型质量降低。
参考表3,对药料膨胀率和出口速度均匀性影响最大的收缩角,膨胀率极差约为最小膨胀率的15%左右,而速度极差超过相应最小值的400%。可见模具结构的优化应重点考虑药料出口速度的均匀性变化,故本文以此目标作为遴选模具结构参数的标准。即收缩角取水平1(10°),压缩段长度取水平1(8mm),成型段长度取水平4(45mm)。对此结构组合流道进行建模仿真,获取其药料膨胀率及出口速度极差如表4所示。对原有单孔药挤出模具进行模拟计算,由对比结果可见,优化后的单孔发射药挤出模具制备的药料膨胀率减小16.22%,出口速度均匀性提高91.46%,优化效果显著。
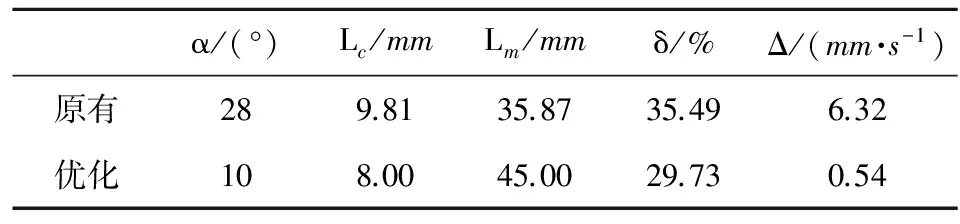
表4 最优结构模拟结果
3.2 流道压力
图5所示为流道各截面压力分布图。由图5可见,尽管不同截面上压力的等压云图各不相同,但压力的差值很小,相对误差不超过1%,可认为流道各截面上压力分布均匀。压力的均匀分布是药料成型质量的关键条件,表2所设计模型满足压力要求,故未将流道截面压力分布列为正交分析的目标函数。

图5 流道截面压力分布
4 单孔药挤出试验
利用油压机挤出单孔发射药。挤出试验时控制油压机冲头速度0.1mm/s恒定,对硝基胍发射药进行挤出成型。将挤出成型的发射药密封保存,通过三维视频显微镜测量其弧厚,得到模针变形量,如图6所示。

图6 单孔药成型尺寸测量
对试验所采用的模具(入口直径34.96mm,出口直径8.24mm,压缩段长度10.12mm,成型段长度35.85mm)进行三维建模,对药料流动进行数值计算分析,获得单孔硝基胍发射药弧厚的模拟值为2.33mm,与实际制备单孔发射药弧厚误差仅为5.67%,表明本文所用计算方法是较为准确的。
5 结论
针对发射药制备过程中发生膨胀变形的现象,本文采用模拟计算的方法对单孔硝基胍发射药的挤出成型过程进行计算,基于正交设计方法分析了模具结构参数对发射药成型尺寸及出口速度均匀性的影响规律,得到以下结论:
①对单孔发射药成型膨胀影响最大的模具结构因素为模具收缩角,其次为成型段长度,压缩段长度的影响最小,但仅比成型段影响小11%左右;
②对单孔发射药出口速度分布均匀性影响最大的模具结构因素为模具收缩角,其次为压缩段长度,成型段长度的影响最小;
③与药料成型尺寸相比,模具结构参数对出口速度分布的均匀性影响更为严重;
④对模具结构参数进行优化,优化后的药料出口速度均匀性得到提高。
[1] JEENU R,PINUMALLA K,DEEPAK D.Industrial adaptation of ultrasonic technique of propellant burning rate measurement using specimens[J].Journal of Propulsion and Power,2013,29(1):216-226.
[2] RESHMI S,VIJAYALAKSHMI K P,THOMAS D,et al.Polybutadiene crosslinked by 1,3-dipolar cycloaddition:pyrolysis mechanism,DFT studies and propellant burning rate characteristics[J].Combustion and Flame,2016,167(4):380-391.
[3] 王燕,芮筱亭,宋振东,等.初始堆积对发射药床底部挤压应力的影响[J].爆炸与冲击,2014,34(5):560-566. WANG Yan,RUI Xiao-ting,SONG Zhen-dong,et al.Effect of original packing on compression stress at the bottom of propellant bed[J].Explosion and Shock Waves,2014,34(5):560-566.(in Chinese)
[4] 焦旭英,杜江媛,张玉成,等.颗粒模压发射药装药的点传火性能[J].含能材料,2014,22(6):845-847. JIAO Xu-ying,DU Jiang-yuan,ZHANG Yu-cheng,et al.Ignition performance of grain-molded gun propellant charge[J].Chinese Journal of Energetic Materials,2014,22(6):845-847.(in Chinese)
[5] 张远波,轩春雷,刘波,等.NC基高能低敏感发射药的低温抗冲击强度[J].火炸药学报,2015,38(1):78-81. ZHANG Yuan-bo,XUAN Chun-lei,LIU Bo,et al.Low temperature impact strength of nitrocellulose based high energy-low vulnerability gun propellant[J].Chinese Journal of Explosives & Propellants,2015,38(1):78-81.(in Chinese)
[6] 王锋,李梓超,刘国涛,等.多孔环切杆状发射药的燃烧性能[J].火炸药学报,2015,38(2):89-92. WANG Feng,LI Zi-chao,LIU Guo-tao,et al.Combustion performances of multi-perforated curve-cut stick gun propellants[J].Chinese Journal of Explosives & Propellants,2015,38(2):89-92.(in Chinese)
[7] 张丹丹,何卫东.硝基胍七孔发射药挤压成型过程的数值模拟[J].火炸药学报,2014,36(6):82-86. ZHANG Dan-dan,HE Wei-dong.Numerical simulation of 7-hole nitroguanidine-base gun propellant in extrusion forming process[J].Chinese Journal of Explosives & Propellants,2014,36(6):82-86.(in Chinese)
[8] 肖正刚,应三九,徐复铭,等.粘结压实药柱变容燃烧中止实验研究[J].弹道学报,2014,26(1):1-6. XIAO Zheng-gang,YING San-jiu;XU Fu-ming,et al.Experimental studies on interrupted burning of consolidated propellant charges in semi-closed chamber with variable volume[J].Journal of Ballistics,2014,26(1):1-6.(in Chinese)
[9] 肖正刚,应三九,徐复铭,等.粘结压实药柱解体及渐增性燃烧性能的中止实验研究[J].弹道学报,2013,25(3):70-74. XIAO Zheng-gang,YING San-jiu;XU Fu-ming,et al.Experimental studies of interrupted burning characteristics and deconsolidation performance of consolidated propellant charge[J].Journal of Ballistics,2013,25(3):70-74.(in Chinese)
[10] MU Yue,ZHAO Guo-qun.Numerical study of non-isothermal polymer extrusion flow with a differential viscoelastic model[J].Polymer Engineering and Science,2008,48(2):316-328.
[11] 赵军.一种新型发射药燃烧性能测试和内弹道数值计算方法研究[D].南京:南京理工大学,2010. ZHAO Jun.Research on the combustion performance and simulation method on interior ballistics of propellant charge[D].Nanjing:Nanjing University of Science and Technology,2010.(in Chinese)
[12] 叶慈南,曹伟丽.应用数理统计[M].北京:机械工业出版社,2004. YE Ci-nan,CAO Wei-li.Mathematical statistics[M].Beijing:China Machine Press,2004.(in Chinese)
Design on Die of One-hole Propellant Based on Its Expansion and Flow Uniformity
LV Sheng-tao,JI Dan-dan,LIAO Xin,WANG Ze-shan
(Charging Technology Institute,Nanjing University of Science and Technology,Nanjing 210094,China)
In order to analyze the effects of die structure parameters on the propellant molding size and the uniformity of velocity,the extrusion process of single-hole propellant was simulated by POLYFLOW based on orthogonal optimization method.By setting the inlet velocity as constant,the primary and secondary factors affected by die structure parameters were distinguished.On this basis,the die structure of one-hole propellant was optimized.The result shows that the mold shrinkage angle is the biggest effect factor on the expansion rate,secondly the length of forming section,thirdly the length of compression section.The mold shrinkage angle is the biggest effect factor on the uniformity of velocity,secondly the length of compression section,thirdly the length of forming section.Based on the minimum of expansion rate and velocity range,the die structure parameters were optimized.The optimized uniformity of velocity improves.
propellant;die structure;orthogonal test;numerical simulation
2016-10-08
国家自然科学基金-青年科学项目(51506093)
吕胜涛(1985- ),男,博士后,研究方向为含能材料配方设计及工艺研究。E-mail:st_lv1985@163.com
TJ55
A
1004-499X(2017)01-0057-05