国内外航空发动机数字化柔性工装研究
2017-03-25魏企业于群孙方成石宏
魏企业,于群,孙方成,石宏
(沈阳航空航天大学航空航天工程学部(院),辽宁沈阳110136)
国内外航空发动机数字化柔性工装研究
魏企业,于群,孙方成,石宏
(沈阳航空航天大学航空航天工程学部(院),辽宁沈阳110136)
现代航空发动机的复杂性以及精密性使得航空发动机的装配工作变得日趋复杂,在高装配效率、高装配质量及低装配成本等要求下航空发动机数字化柔性装配的概念应运而生。针对国内外航空发动机典型的数字化柔性工装进行分析和总结,并着重对近几年国内科研人员在航空发动机装配数字化柔性工装方面所做的研究进行总结,在此基础上对航空发动机数字化柔性工装中所涉及的关键技术进行了分析研究。
航空发动机;数字化柔性装配;柔性工装
航空发动机装配作为其制造的关键性一步对于整台发动机的性能、可靠性、稳定性、生产效率等起着至关重要的影响,航空发动机的装配成本占总成本的40%,装配工作量更是占据全机生产工作的50%以上[1-2],因此装配周期的缩短和装配质量的保证已成为航空发动机制造的突出性问题,数字化柔性工装的研究对于上述问题的解决提供了有效的方法。数字化柔性装配包含两方面的含义,一方面是指数字化装配,另一方面是指柔性装配。数字化装配可以解决装配周期长、劳动强度大和装配精度低等问题;柔性装配主要解决装配成本高的问题。
传统航空发动机装配工艺过程包括三个阶段:组、部件(或单元体)装配,组、部件(或单元体)连接(传动装配)和其他组、部件、元件及各系统与主机的连接(总装配)。而数字化装配研究工艺过程则定义为:独立装配单元的装配(单元体装配)、单元体对接(传动装配)及附件与主机连接(总装配)。
1 国内外发展现状
发动机核心机、整机装配工艺装备公开较少,只有少量的发动机装配数字化模拟、部件装配论文以及专用工装设计专利可以查阅[3-4]。
本文针对国内外航空发动机典型的数字化柔性工装进行分析和总结,在此基础上对航空发动机数字化柔性工装中所涉及的关键技术进行分析研究。
1.1 国外发展现状
国外基于数字化装配的工艺过程在单元体对接及总装方面的数字化和柔性化发展过程中,经历了单自由度工装设备、多自由度工装设备及脉动装配线。
(1)单自由度工装设备
早期的航空发动机装配过程中一些固定不动的工装大量使用,像装配车架、立柱及上部轨道水平吊装系统等,如图1所示。这种工装的优点是占用空间小、成本低,缺点是灵活性差、装配区域有限。由于发动机在此类工装上状态是固定的,导致工人在装配的过程中不可避免地需要借助梯架或者蹲下来进行工作,给工人的工作安全带来隐患,并且这类工装只适用于水平装配[5]。

图1 装配立柱
应用图2所示的提升设备,能够把发动机连同固定的车架提升到适宜的高度,从而工人可以不借助梯架完成装配作业。该工装相较于图1而言,具有一个上下升降的自由度。

图2 单自由度工装
(2)多自由度工装设备
随着发动机性能的提高其复杂程度也不断增加,导致在装配过程中工作量和装配难度加大,因此在装配过程中要求工装具有更多的运动自由度以满足发动机的不同位姿要求。图3为一种二自由度工装,该工装由两个立柱和立柱中间的固定平台组成,其中两个立柱能够实现类似图3工装的提升功能,固定平台则可以实现一定的翻转运动从而满足装配过程中更多的位姿要求。该工装的不足之处在于:在提升运动中要求两个立柱实现协调运动,并且两立柱之间的固定托盘一旦尺寸确定将仅适用于特定型号发动机部、组件的装配,因此其通用性较差[6]。

图3 提升与翻转组合装配
图4 为德国MTU发动机公司在发动机单元体、核心机以及整机总装时所使用的二自由度工装设备,该工装可以实现垂直升降和旋转运动。

图4 二自由度工装
图5 为该公司所研发的三自由度工装设备,和上述的二自由度工装相比由于夹持端的设计不同,使得发动机可以绕其轴线进行旋转。

图5 三自由度工装
(3)脉动装配线
脉动装配线主要指的是以上部吊装水平装配系统为主体脉动装配线,目前主要应用于民用发动机的装配。水平脉动装配工作线主要的装配内容指在完成单元体装配后,将风扇、核心机和低压涡轮装配成发动机主机,进而完成外部整机装配[7]。图6为美国GE航空公司的WESTMONT脉动装配线,图7为法国斯奈克玛公司的Clemssy水平脉动装配线,图8为LEAP发动机装配线。

图6 WESTMONT脉动装配线

图7 Clemssy水平脉动装配线

图8 LEAP发动机装配模拟图
脉动装配线以发动机风扇机匣为基础首先完成风扇单元体的装配,然后依此进行核心机、低压涡轮和附件机匣的装配,最后进行总装。
LEAP发动机的脉动生产线具备LEAP发动机及其热端部件(如压缩机、燃烧室、高压涡轮机)的总装能力,装配线中采用了包括自动化视觉检测系统和无线射频管理系统的新技术。装配线上配备的旋转装置可将发动机沿着水平轴转动,从而使员工免去高空作业的不便。在进入脉动装配线之前,LEAP发动机部件和次级装配件的定位工作采用激光投射和虚拟现实辅助系统。这些新技术的使用能够有效地提高发动机的装配效率及装配质量。
脉动装配线的优点就是提高了发动机的生产效率,缩短了装配周期,降低了发动机的制造成本,同时改善了员工的工作环境以及降低了劳动强度。而其局限性包括:脉动装配线的计划性强,发动机在进入脉动装配线之前其风扇、低压涡轮和附件等必须按时到达装配工位;脉动装配线的投资成本较高,不适宜发动机的小批量生产。
1.2 国内发展状况
国内在航空发动机数字化柔性工装的研究相对滞后于国外,在理论研究层面及样机试验方面得到较多成果,涉及发动机的部、组件装配和发动机主单元体及整机装配[8]。
1.2.1 基于3-UPU并联机器人的盘装配柔性工装
该工装主要针对航空发动机盘类零件的装配[9],如图9所示,其功能包括:盘的定位、盘的夹紧和盘的装配。该柔性工装通过配合天车等吊具将待装配的盘吊离地面并置于柔性工装的上方,在三坐标测量仪及传感器的作用下,实现盘与工装的中心轴对齐,借助定位块对待装配盘实现定位加紧。
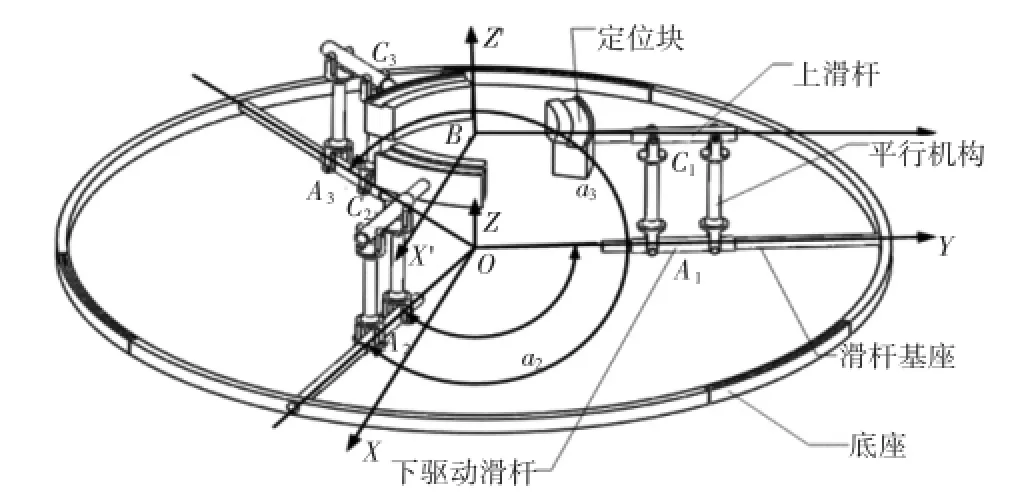
图9 盘类零件定位夹紧示意图
针对结构类似的不同型号发动机的盘类零件,当装配基准件变化时,只需更换定位块以及调整上滑杆和下驱动滑杆的伸缩,便可以使得基准盘得到定位及夹紧。该盘装配柔性工装也存在一些结构上不合理的地方:平行机构与上滑杆和下驱动滑杆之间的连接部位存在一定问题;当放置于定位块上的盘的数量增加时该工装的稳定性问题。如图10所示。
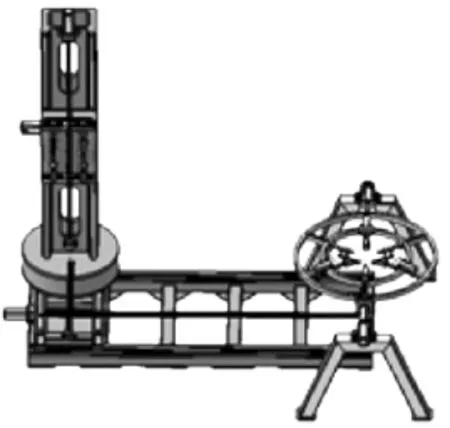
图10 盘、轴柔性装配系统平台
1.2.2 航空发动机盘、轴装配工装
图11为一款航空发动机盘、轴装配工装,盘、轴的装配方式分为竖直装配和卧式装配两种方式[10]。该套工装主要由盘定位加持结构、轴输送结构两部分构成,其设计目的是要实现压气机盘、轴的水平和竖直装配,但该工装的盘定位装置对于安装过叶片的盘定位可能会存在干涉;并且当轴上装配一定数量盘的时候,轴的定位夹紧装置能否保证定位的精确度有待于论证。

图11 三自由度装配平台
1.2.3 航空发动机多自由度装配平台
这类装配平台主要适用于航空发动机的主单元体及整机装配且自动化程度较高,装配平台的自由度数目越多则发动机在装配过程中的姿态也就越多,相应的工人工作量就会减少而平台结构也就越复杂。
图11为中国农业机械化科学研究院所研制的三自由度装配平台结构图,该工装和图5所示的工装比较相似。自动化方面,该三自由度装配平台采用“控制面板+PLC+伺服电机”的控制模式[11],可以实现三个自由度独立运动以及组合运动。
2 数字化柔性工装关键技术
为了缩短发动机制造周期,提高发动机制造质量,单纯的刚性工装已经不能满足装配要求,因此对于数字化柔性工装的研究应该成为航空发动机制造领域的重点。柔性工装的设计技术、柔性工装仿真技术、先进测量技术、控制系统设计技术等都将成为研究的重点[12-13]。
(1)柔性工装设计技术
柔性工装的设计是实现柔性化装配的基础,柔性工装也可以采用与发动机设计类似的模块化设计,使工装的每个模块实现某一特定功能,将这些模块按照发动机装配要求有机组合在一起即可满足要求。与此同时,模块之间的接口设计也是柔性工装设计过程中的研究重点,在设计过程中各个模块之间应尽可能采用直接连接接口,而间接接口是采用第三方模块进行连接,导致工装的稳定性差、误差累积严重。基于模块化设计的柔性工装,对于结构相似的发动机整机或者发动机部件,只需要对柔性工装的专用模块进行重点设计,与通用模块组合即可完成整套工装的设计,这样可以大大节约工装的研制周期。
(2)柔性工装仿真技术
柔性工装与刚性工装相比具有更为复杂的结构,借助ANSYS分析软件对柔性工装进行力学仿真可以判断工装结构的刚度、强度以及稳定性是否满足要求,合理评价工装的变形对装配精度的影响,从而对柔性工装进行优化设计。对柔性工装的装配工艺仿真和运动仿真也是对柔性工装设计合理性进行评价的有效方法,实现这部分仿真工作可以借助于一些专用的仿真软件例如法国达索公司出品的DELMIA软件、CATIA软件等,利用这些软件强大的模拟仿真模块对装配顺序、装配干涉性进行仿真,可以检查柔性工装装配过程中其自身结构之间是否存在干涉、工装运动结构和周围产品是否存在干涉。
(3)先进测量技术
先进测量技术不仅仅用在发动机的装配中,在柔性工装的安装过程中也应该采用。像光栅尺、激光跟踪仪、室内GPS系统等,这些设备用来在发动机装配过程中测量和定位工装或直接用于装配构件的定位测量,以达到装配要求的精度。
(4)控制系统设计技术
数字化柔性工装的高精度、高效率控制系统是实现其满足航空发动机装配要求的重要环节。数字化柔性工装的控制系统主要包括人机交互控制面板、伺服系统、运动执行系统,图11所示的三自由度工装即采用可编辑逻辑控制器PLC实现该装配平台的运动控制和逻辑控制,目前在飞机自动装配系统中采用这种方式的较多。由于用于航空发动机装配的柔性工装位姿要求多样、控制精度要求高,因此对伺服控制系统精度、数据处理能力要求相应提高。
3 结束语
航空发动机数字化柔性装配已经继飞机数字化柔性装配之后成为航空领域的研究热点,国外对于这方面的研究已经比较成功,其中多项相关技术已经在发动机的实际装配中得到应用。国内在这方面研究相对滞后,目前主要处于理论研究层面和试验层面。国外的应用实例表明,航空发动机的数字化柔性工装将在发动机的制造过程中成为重要装配方式。目前国内已经开始向着飞机与航空发动机的研发制造相分离的趋势发展,可见国家已经对航空发动机的研发加以重视,而自动化装配作为航空发动机制造过程中的瓶颈,其所采用的数字化柔性工装也将成为研究重点。
[1]石宏.航空发动机装配工艺技术[M].北京:北京航空航天大学出版社,2015.
[2]石宏,王晶,陈英涛.航空发动机数字化装配技术浅析[C].第三届民用飞机先进制造技术及装备论坛论文汇编,广州:2011.
[3]Hussain T,Yang Z,Popov A A,etal.Straight-build assembly optimization:A method to minimize stage-by-stage eccentric ity error in the assembly of axisymmetric rigid components(two-dimensional case study)[J].Journal of Manufacturing Sci ence and Engineering,2011,133(3):13-22.
[4]Papastathis T,Ryll M,Bone S,etal.Development of a reconfig urable fixture foa the automated assembly and disassembly of high pressure rotors for rolls-royce aero engines[J].IFIP Ad vances in Information and Communication Technology,2010,(315):283-289.
[5]王建华,欧阳佳,陈文亮.飞机柔性装配工装关键技术及发展趋势[J].航空制造技术,2013,(17):49-52.
[6]黄松.航空发动机多自由度装配平台设计与分析[D].北京:中国农业机械化科学研究院,2015.
[7]辛彦秋,吴斌,苏丹,等.民用航空发动机脉动装配浅析[J].航空制造技术,2013(20):118-120.
[8]刘君,吴法勇,王娟.航空发动机转子装配优化技术[J].航空发动机,2014,40(3):75-78.
[9]李伟楠.航空发动机转子柔性工装的构型及优化研究[D].沈阳:沈阳航空航天大学,2014.
[10]刘思佳,李松林,石宏.航空发动机转子柔性装配系统平台构型[J].沈阳航空航天大学学报,2015,32(6):39-43. [11]黄松,王志,刘清林,等.基于SolidWorks的多自由度航空发动机装配平台设计与分析[J].航空制造技术,2015(增刊S1):84-86.
[12]王仲奇,康永刚,王辉坪,等.飞机部件级的数字化柔性工装设计[J].航空制造技术,2011(22):101-104.
[13]李西宁,杨汉荣,胡匡植,等.飞机数字化柔性装配工装技术[J].航空制造技术,2013(12):40-43.
Study of Digital Flexible Tooling for Domestic And International Aero Engines
WEI Qi-ye,YU Qun,SUN Fang-cheng,SHI Hong
(Faculty of Aerospace Engineering,Shenyang Aerospace University,Shenyang Liaoning 110136,China)
The complexity of modern aircraft engines and the precision assembly of aero-engine becomes increasingly complex,the concept of aero engine digital flexible assembly in high efficiency,high assembly quality and low assembly cost requirements came into being.The development course of the domestic and international aero engine digital flexible assembly are analyzed and summarized,and focused on the study of domestic researchers in recent years work in the aero engine digital flexible assembly materials.On the basis of this,the key technologies involved in the digital flexible tooling of aero engine are analyzed and studied.
aero engine;aero engine digital flexible assembly;flexible tooling
V263.2
:A
:1672-545X(2017)008-04
2016-10-18
魏企业(1993-),男,河南周口人,在读研究生,研究方向为航空发动机强度、振动及噪声。