电梯导轨去毛刺机的电气控制系统设计
2017-03-06曹永刚
曹永刚
(南通天生港发电有限公司,江苏南通226003)
随着经济的高速发展,电梯产业获取了巨大的产业市场,电梯已广泛地应用于生产生活的各个领域。随之而来的电梯故障也越来越多,故障的原因多种多样,其中由于电梯导轨的不平滑,造成电梯的运行不稳定是常见的故障之一。电梯导轨是采用粉末冶金的方法制造的,成形的工件各边缘凹槽处非常容易残留粉末,这些粉末使零件的边缘产生毛刺[1]。所以去除电梯导轨的毛刺,使电梯安全平稳地运行是急需解决的重要问题。
1.系统组成及工作原理
1.1 系统组成
电梯导轨去毛刺机的电气控制系统的主控制器为三菱PLC,该系统主要由工作机(左)、工作机(右)、电磁泵电机、Z轴伺服驱动及伺服电机、触摸屏、清洗机和报警电路组成。电梯导轨去毛刺机的电气控制系统框图见图1。
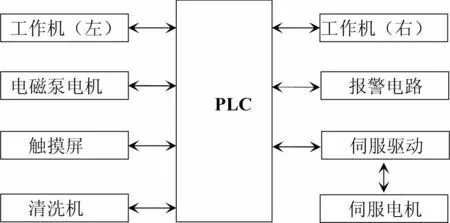
图1 系统框图
1.2工作原理
该系统中工作机有2个,即为系统的主轴电机,带动磨料刷按一定的工艺要求动作,去除电梯导轨上的毛刺。电磁泵电机实现磨料工作液的循环和搅拌。清洗机选用超声波清洗机,主要用于清洗去毛刺后的电梯导轨[2][3]。触摸屏可以实现友好的人机界面,操作方面。系统上电且准备就绪后,若进料口有料则定位、压紧待处理的电梯导轨,然后Z轴伺服电机带动电梯导轨下降至工作位置,工作机带动磨料刷高速旋转去毛刺。工作时针对待加工工件的差异,选取不同的磨料刷、磨料类型、磨料大小等,从而保证加工质量。
2.主要硬件电路设计
2.1 系统主电路设计
电梯导轨去毛刺机的电气控制系统主电路图见图2。其中M1为电磁泵电机,用于磨料工作液的循环和搅拌,KM1为电磁泵电机正转接触器,KM2为电磁泵电机反转接触器。M2和M3为工作机,带动磨料刷高速旋转去除电梯导轨上的毛刺,KM4为工作机正转接触器,KM5为工作机反转接触器。KM3为启动清洗机的接触器。开关电源为系统提供必要的直流24V电源。
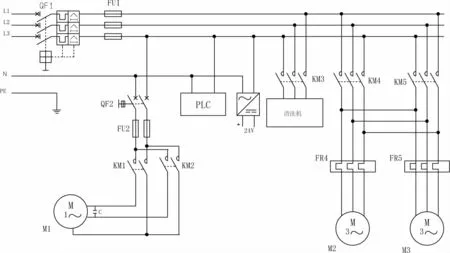
图2 系统主电路图
2.2 伺服驱动电路设计
本系统采用松下MINAS A5系列的MSME502G1永磁同步交流伺服电机,以及全数字交流永磁同步伺服驱动器MFDHTB3A2?,主要用于输送待加工的电梯导轨至工作位置和把加工好的电梯导轨输送至出料口,实现输送点的精确定位。脉冲输出地址为PLC的Y0,旋转方向信号输出地址为PLC的Y2。伺服报警信号与PLC的X12连接。伺服使能SRV-ON接PLC输出点Y5,上限位和下限位信号分别接PLC的输入点X1和X2。
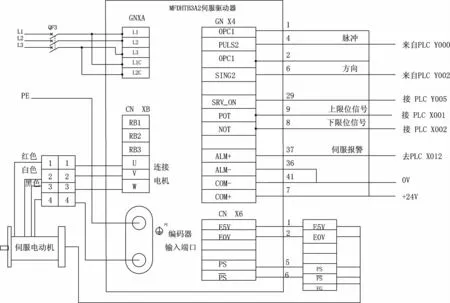
图3 伺服驱动电路
3.系统软件设计
3.1 控制系统主流程
软件设计是整个控制系统设计的核心部分,根据控制要求及现场生产设备的需要,把所有的按钮、传感器和指示灯等,按照输入输出分类,列写I/O分配表[4],根据控制要求及工艺要求绘制程序流程图。电梯导轨去毛刺机的电气控制系统主流程图见图4。
3.2 工作机工作流程
工作机带动磨料刷高速旋转,为了保证去毛刺的加工效果,对工作机的运行方式有一定的工艺要求,根据待加工的电梯导轨,选定合适的磨料刷、磨料及磨料粒的大小后,电磁泵电机先启动2秒后,工作机才可以启动,工作机先正转30S,停10S,然后反转30S,依次循环,满10次后,循环结束,进入下一个环节。工作机的工作流程见图5。
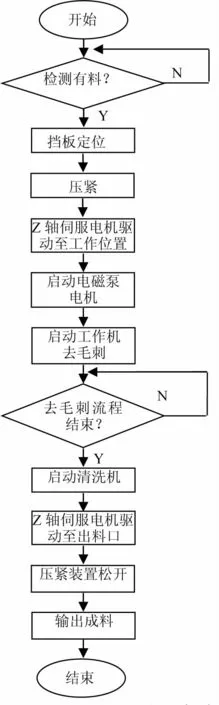
图4 主流程图
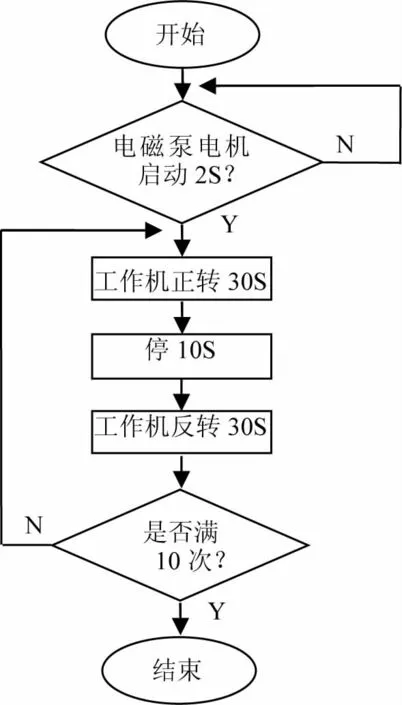
图5 工作机工作流程图
4 总结
电梯导轨去毛刺机设备,采用了体积小、结构简单、工作可靠、易于编程的PLC作为控制器。为以后设备的改造提供了良好的基础。该系统生产效率高,加工质量好,可针对不同的电梯导轨进行去毛刺加工,工作过程简单,操作方便,自动化程度较高。
[1]陈兴华.国内电梯导轨30年[J].中国电梯,2009,(16):80.
[2]王宏强,李褔援.旋转尼龙刷式磨料复合去毛刺机的研制[A].精密与超精密加工技术[C].西安:西安地图出版社,2004.
[3]吴敏镜.毛刺及除毛刺技术[J].航天工艺,1999(6):14.
[4]王卫星等.可编程控制器原理及应用[M].北京:中国水利水电出版社,2002.
