双向拉伸聚乳酸薄膜的制备
2017-02-17罗焯欣董月平
罗焯欣,董月平
(LG化学(中国)投资有限公司华南技术中心,广东省广州市 510530)
双向拉伸聚乳酸薄膜的制备
罗焯欣,董月平
(LG化学(中国)投资有限公司华南技术中心,广东省广州市 510530)
以国产聚乳酸(PLA)和进口PLA为原料,进行双向拉伸PLA(BOPLA)薄膜的中试生产,研究了PLA干燥条件、PLA拉伸前后的性能变化,以及工艺参数对BOPLA薄膜性能的影响,并摸索BOPLA薄膜的最佳成型工艺条件。结果表明:PLA的最佳干燥条件是80 ℃干燥5 h;当温度升高时,经过拉伸的PLA厚片比未拉伸的PLA厚片更容易结晶。BOPLA薄膜成型的最佳工艺参数为:铸片辊温度20~25 ℃;纵向拉伸时,预热区温度40~75 ℃,拉伸区温度60~70 ℃,定型区温度20~30 ℃;横向拉伸时,预热区温度50~120 ℃,拉伸区温度60~130 ℃,定型区温度110~160℃;纵、横向拉伸比为3.0×3.0。
聚乳酸 双向拉伸薄膜 相对分子质量 水分
由于传统塑料包装用量大、应用范围广[1],对环境造成的污染日趋严重,因此,开发可生物降解塑料包装势在必行。双向拉伸聚乳酸(PLA)(BOPLA)薄膜可生物降解、透明度高、光泽度高、可印刷性好、水蒸气透过性高且黏结性能良好[2-5],完全可以取代传统薄膜的应用领域,已被公认为新世纪最有发展前途的新型包装材料,广泛用于信封窗口膜、家电[6]、食品外包装、保鲜包装[7-8]、耐油包装等领域。本工作在中试生产线上研究了PLA干燥条件、PLA拉伸前后的性能变化,以及工艺参数对BOPLA薄膜性能的影响,并摸索BOPLA薄膜的最佳成型工艺条件。
1 产业化中试研究
1.1 主要原料
PLA,Ingeo 4032D(记作PLA D),进口;PLA,Revode 110(记作PLA H),国产;扩链剂苯乙烯-丙烯酸甘油酯共聚物(ADR),ADR-4368S,德国BASF公司生产;聚碳酸丁二酯(PBC),江苏三房巷集团有限公司生产;防粘连剂M150,自制。
1.2 主要设备
中试生产线是自主设计、国产组装的双向拉伸试验线。配备3台双螺杆挤出机,可以通过改变螺杆的螺纹组合实现不同材料的稳定挤出。纵向拉伸机可以纵向拉伸0~10倍,横向拉伸机可以横向拉伸0~8倍。
1.3 薄膜制备
BOPLA薄膜的制备主要分为两个步骤,即挤出—铸片和分步双向拉伸过程。双向拉伸工艺参数设定为:将PLA于80 ℃干燥2~8 h,挤出机温度130~230 ℃,模头温度220~230 ℃,铸片辊温度15~35 ℃;纵向拉伸预热区温度30~85 ℃,拉伸区40~80 ℃,定型区20~60 ℃;横向拉伸预热区温度40~130 ℃,拉伸区50~140 ℃,定型区80~170 ℃;拉伸倍率(纵向×横向)为(2.0×2.5)~(3.5×4.0)。
挤出—铸片过程:聚合物经过挤出机的塑化和均化,从衣架型模头挤出,经过冷却辊冷却得到厚片。挤出时要保证熔体压力和挤出温度稳定,避免熔体在螺杆中过度分解,从而解决因分解产生的气泡、焦料等对厚片的外观造成的不良影响。
PLA熔融挤出系统由挤出机、计量泵、过滤器、连接管和机头组成。在过滤器前后都装有测压传感器,并以计量泵之前的压力传感器作为压力反馈控制系统的传感器,控制高精度挤出机螺杆转速,避免熔体压力波动,从而得到成膜性良好及厚薄均匀的厚片。采用光洁度高、直径大的冷却鼓冷却铸片,由机头流出的PLA熔体经快速冷却后得到透明的非晶形或结晶度很低的PLA厚片。
分步双向拉伸过程:在适当的温度、拉伸间隙和拉伸倍率条件下,厚片进入纵向拉伸机进行纵向拉伸,然后进入横向拉伸机,经过预加热、横向拉伸、热处理、冷却完成横向拉伸。虽然PLA在拉伸时结晶速率加快,但结晶度依然较低,结晶放热较少,为克服PLA的拉伸黏度,拉伸段的温度需要保持递增的状态,而热定型温度则由最终产品的用途决定。
1.4 测试与表征
差示扫描量热法(DSC)分析采用德国Netzsch公司生产的DSC200F3型差示扫描量热仪测试,氮气气氛,升、降温速率均为10 ℃/min,温度0~250℃。凝胶渗透色谱(GPC)采用美国Waters公司生产的2414型凝胶渗透色谱仪测试,苯乙烯为标样,流动相为四氢呋喃,溶液质量浓度为1 mg/mL,流量为1.0 mL/min,温度为40 ℃。采用德国布鲁克公司生产的1425型万能试验机,按GB/T 1040.2—2006测试BOPLA薄膜的拉伸强度、断裂拉伸应变以及弹性模量;测试温度为(23±2)℃,湿度50%±10%,拉伸速度100 mm/min。
2 结果与讨论
2.1 PLA干燥条件
PLA是一种吸湿性极强的脂肪族聚酯,在熔融状态下,少量的水分即可使PLA热水解,从而导致其性能变差,最终产品质量下降。因此,在BOPLA薄膜加工过程中,PLA的水含量要控制在200 µg/g以内。中试装置采用目前大多数聚对苯二甲酸乙二酯生产线上使用的气流干燥法,PLA进入预干燥器时进行强烈地翻动或者搅拌,从而保证粒料烘干时降解最少,不发生结块,以确保树脂结晶均匀。
过高的干燥温度会导致PLA在干燥时易发软和黏结成块,甚至引起降解,影响后续加工;而干燥温度过低,则干燥时间必然要延长,最终会降低生产效率。本工作采用80 ℃的干燥温度,在不同干燥时间抽样进行水含量测试。从图1可以看出:干燥5 h后,PLA的水含量低于200 µg/g,之后随着干燥时间的延长,水含量趋于平稳。因此,干燥时间优选为5 h。
2.2 加工前后PLA相对分子质量变化

图1 PLA粒料干燥时间与水含量的关系曲线Fig.1 Drying time as a function of water content in PLA
从表1可以看出:加工前后,PLA D的相对分子质量变化不大,说明PLA D热稳定性较好,且相对分子质量较高;而PLA H薄膜中部的相对分子质量变化不大,边缘部分下降较多,从9.50×104下降到4.70×104。这是因为多功能试验线的模头是衣架型的,该模头的特点是熔体在模头两边的流速稍快,中间的流速稍慢,而相对分子质量越小的熔体,流速越快,从而保证熔体从模头流出的速率一致[9]。这是导致PLA H的热稳定性较差的原因。因此,PLA H加入扩链剂的效果比PLA D加入扩链剂的效果明显,而对于PLA D而言,可以不使用扩链剂。

表1 加工前后PLA的相对分子质量Tab.1 Molecular weights of PLA before and after stretching
2.3 拉伸前后PLA D的DSC分析
从图2可以看出:纵向拉伸前后,PLA D厚片的一次升温曲线均有冷结晶峰,说明PLA的结晶速率很慢。拉伸后,PLA D厚片的玻璃化转变温度(tg)略有提高,由拉伸前的60.0 ℃升至63.9 ℃。这是由于纵向拉伸后PLA分子链发生应力诱导结晶,结晶区的存在束缚了部分分子链段的运动,使聚合物分子链段活动能力有所降低。

图2 拉伸前后PLA D厚片的DSC曲线Fig.2 DSC curves of PLA D before and after stretching
从表2可以看出:拉伸后,PLA D的过热度(Δtcc)大幅减少,由拉伸前的63.0 ℃降至43.6 ℃,Δtcc=冷结晶温度(tcc)-tg,Δtcc主要用于表征在较低温度条件下,聚合物发生冷结晶的能力大小,Δtcc小,说明聚合物在高于tg附近温度时即可出现结晶现象,材料的结晶性越强,则越容易发生冷结晶。这是由于PLA分子在受到应力作用时产生晶核,更容易结晶。

表2 PLA D厚片纵向拉伸前后的DSC参数Tab.2 DSC parameters of PLA D before and after stretching
2.4 BOPLA薄膜性能和拉伸倍率的关系
薄膜的拉伸强度主要受拉伸倍率、拉伸速度、拉伸温度和定型温度的影响,其中,拉伸倍率起决定性作用。从表3可以看出:其他工艺条件相同时,拉伸倍率越大,拉伸强度就越大,断裂拉伸应变越小,主要原因在于随着拉伸倍率的增加,PLA分子链的取向程度增加。从表3还可以看出:在纵向拉伸倍率不变时,增加横向拉伸倍率会使纵向拉伸强度有所降低,而纵向断裂拉伸应变会轻微上升,主要是由于横向的过度取向破坏了纵向的取向结构所致。结合拉伸倍率和BOPLA力学性能的变化,最终得到一个较好的拉伸工艺组合,即拉伸倍率为3.0×3.0时,BOPLA薄膜的纵、横向力学性能相当,薄膜既有较高的拉伸强度,又保持一定的断裂拉伸应变。
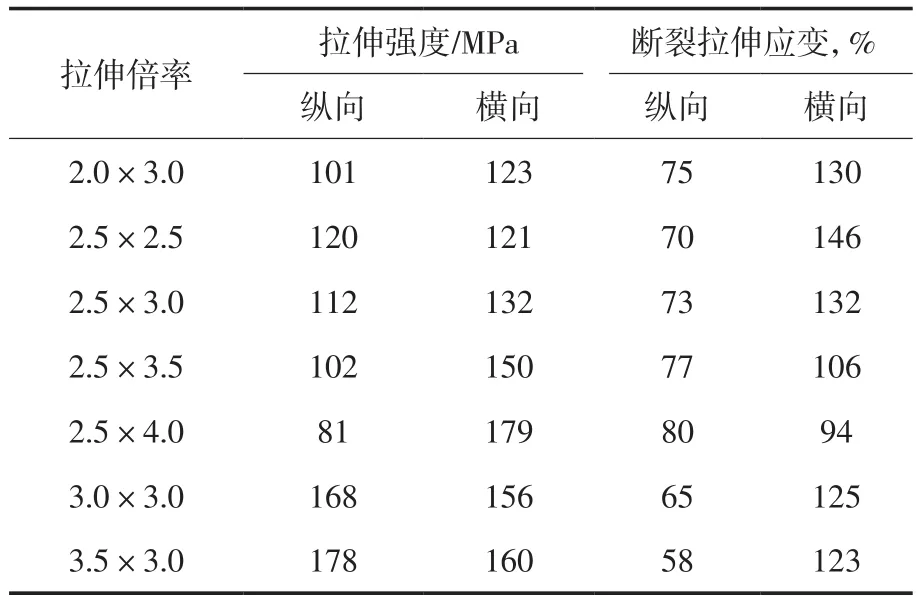
表3 BOPLA拉伸倍率和拉伸强度的关系Tab.3 Stretching ratio as a function of tensile strength of BOPLA
2.5 工艺参数对BOPLA薄膜性能的影响
为摸索BOPLA薄膜最佳拉伸参数,在试验中调整各部分温度以及纵、横向拉伸倍率(见表4),最终摸索出BOPLA薄膜的最佳成型参数:铸片辊温度20~25 ℃;纵向拉伸时,预热区温度40~75℃、拉伸区温度60~70 ℃、定型区温度20~30 ℃;横向拉伸时,预热区温度50~120 ℃、拉伸区温度60~130 ℃、定型区温度110~160 ℃;拉伸倍率为3.0×3.0;将薄膜厚薄偏差[厚薄偏差=(最高或最低点厚度-薄膜平均厚度)÷薄膜平均厚度]由原来的±(12%~15%)精确控制在±5%以内,得到能满足客户使用要求的厚薄均匀的BOPLA薄膜。
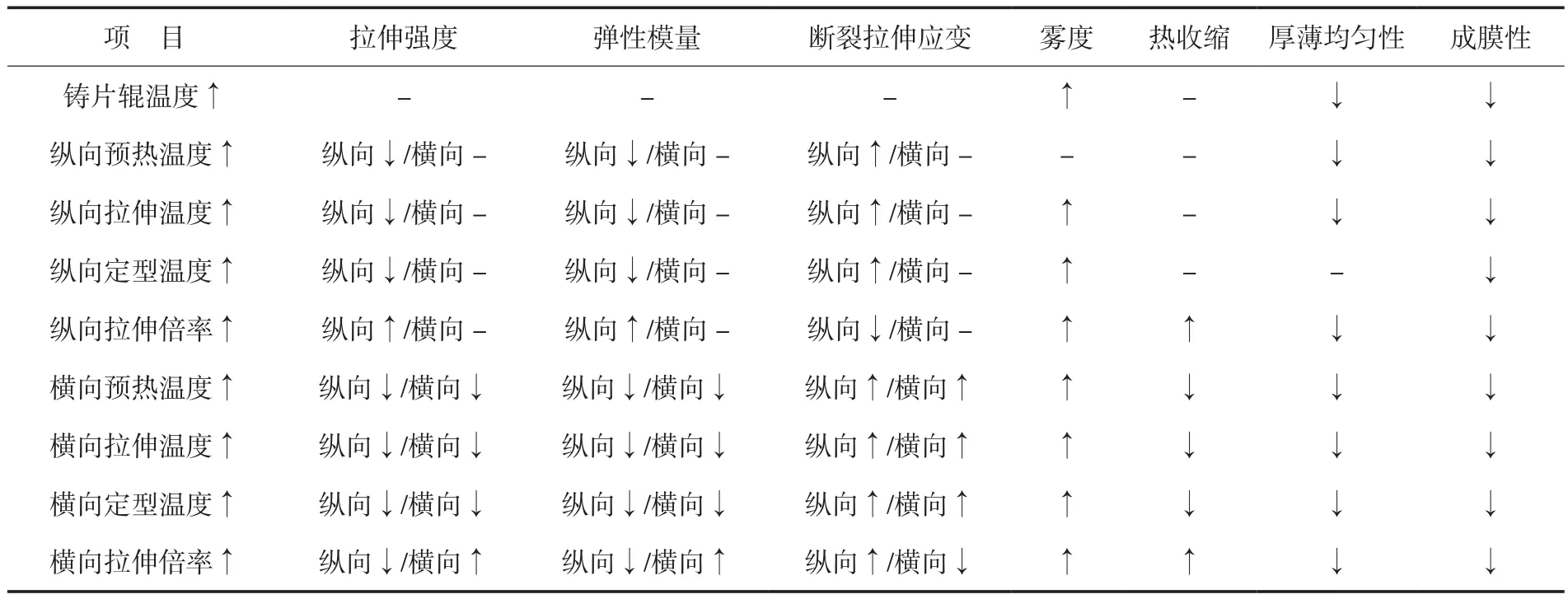
表4 工艺参数对BOPLA薄膜性能的影响Tab.4 Processing parameters as a function of properties of BOPLA flm
2.6 最终产品的性能对比
经过多次试验,针对PLA D和PLA H的特性设计了两个配方(见表5),最终成功生产出厚薄均匀的BOPLA薄膜。

表5 BOPLA配方Tab.5 Recipe of BOPLA %
从表6可以看出:与吹膜PLA及同类可生物降解薄膜相比,BOPLA薄膜的力学性能大幅提升,同时透明度方面也具有极大的优势。从表6还可以看出:用配方2生产的BOPLA薄膜性能明显优于用配方1生产的BOPLA薄膜,国产PLA原料仍需改进。用PLA D生产的BPOPLA薄膜与进口BOPLA薄膜相比,两者性能相当,部分性能指标甚至优于进口BOPLA薄膜。

表6 BOPLA薄膜性能对比Tab.6 Properties of BOPLA flms
3 结论
a)PLA的最佳干燥条件是80 ℃干燥5 h,在此干燥条件下,可保证PLA含水量在200 µg/g以下。
b)拉伸后,PLA厚片的分子链发生应力诱导结晶,形成晶核,当温度升高时,经过拉伸的PLA厚片比未拉伸过的PLA厚片更容易结晶。
c)BOPLA成型的最佳工艺参数:铸片辊温度20~25 ℃;纵向拉伸时,预热区温度40~75 ℃,拉伸区温度60~70 ℃,定型区温度20~30 ℃;横向拉伸时,预热区温度50~120 ℃,拉伸区温度60~130 ℃,定型区温度110~160 ℃;拉伸倍率为3.0×3.0。
d)成功生产了厚薄均匀的BOPLA薄膜。用配方2生产的BOPLA薄膜性能明显优于用配方1生产的BOPLA,且与进口BOPLA薄膜的性能相当,部分性能指标甚至优于进口BOPLA薄膜。
[1] 杨斌. 绿色塑料聚乳酸[M]. 北京:化学工业出版社,2007:239-240.
[2] Jiménez A,Peltzer M,Ruseckaite R. Poly(lactic acid) science and technology[M]. Cambridge:RSC Publishing, 2015:215.
[3] Platt D. Biodegradable polymers[R]. Telford:Rapra, 2006.
[4] Benniga H. A history of lactic acid making[R],New York:Springer,1990.
[5] Carothers W H,Dorough G L,Natta F J V. Studies of polymerization and ring formation. Ⅹ. The reversible polymerization of sixmembered cyclic esters[J]. Journal of the American Chemical Society, 1932,54(2):761-772.
[6] 肖明宇,潘红霞,徐永卫,等. 双向拉伸聚乳酸膜的制备及其性能研究[J]. 化工新型材料,2006,34(12):71-74.
[7] 陈晓东,张伟阳,张琪,等. 生物可降解聚乳酸薄膜对金针菇保鲜效果的研究[J]. 食品工业科技,2013,34(22):307-309.
[8] Auras R,Harte B,Selke S. An overview of polylactides as packa ging materials[J]. Macromol Biosci,2004,4(9): 835-864.
[9] 尹燕平. 双向拉伸塑料薄膜[M]. 北京:化学工业出版社,1999:113-115.
Preparation of BOPLA flm
Luo Zhuoxin,Dong Yueping
(Huanan Tech Center, LG Chem China Investment Co.,Ltd.,Guangzhou 510530, China)
Domestic and imported polylactide(PLA)were used respectively for pilot plant test of biaxially oriented PLA(BOPLA)film. The impact of drying conditions,process parameters,and properties of PLA before and after stretching on the properties of the film were investigated. The optimal process conditions of BOPLA molding were explored as well. The results show that the optimal drying conditions of PLA is drying at 80 ℃ for 5 h;the drawn PLA is easier to crystallize than the undrawn PLA. The optimal process conditions of BOPLA molding are listed as follows: the temperature of casting piece roll is from 20 ℃ to 25 ℃;the temperature ranges from 40 ℃ to 75 ℃ at preheating zone,60-70 ℃ at stretching zone, and 20-30 ℃ at setting zone in the process of longitudinal stretching;the temperature ranges from 50 ℃ to 120 ℃ at preheating zone,60-130 ℃ at stretching zone,and 110-160 ℃ at setting zone in the process of transverse tensile;the ratio of longitudinal and transverse draw is 3.0×3.0.
polylactide; biaxially oriented film; relative molecular mass; water content
TQ 326.9
B
1002-1396(2017)01-0036-05
2016-07-27;
2016-10-26。
罗焯欣,男,1983年生,工程师,2005年毕业于广东工业大学高分子材料与工程专业。联系电话:13702905345;E-mail:13702905345@139.com。
