墩身钢筋笼整体预制安装标准化施工工艺在跨海大桥建设中的应用
2017-02-10季英俊
季英俊
(中交二航局第四工程有限公司,安徽 芜湖 241000)
墩身钢筋笼整体预制安装标准化施工工艺在跨海大桥建设中的应用
季英俊
(中交二航局第四工程有限公司,安徽 芜湖 241000)
近年来,偶有跨海桥梁在现浇墩身施工中探索墩身钢筋笼整体预制、安装施工工艺,因技术等各种原因未能彻底形成大面积工厂化作业模式,对工程整体工效提高效果不显著,较现浇墩身传统钢筋现场绑扎施工工艺优势不明显。文章结合连云港市海滨大道跨海大桥引桥现浇墩身施工,介绍跨海大桥大截面墩身钢筋笼整体预制、安装工厂化作业施工工艺,该工艺工效高,安全风险低,大幅提高了墩身钢筋安装质量和保护层合格率,改善了施工人员作业环境,为未来跨海大桥墩身标准化施工提供了思路。
跨海大桥;墩身;钢筋;工厂化
1 工程概况
1.1 工程简介
连云港市海滨大道跨海大桥总长4 482.4 m,其中海上桥梁长4 358.7 m,陆上桥梁长123.7 m,由北向南依次分为北引桥、主通航孔桥、中引桥、辅通航孔桥、南引桥,桥面宽度34 m,双向6车道,设计车速60 km/h。其中主辅通航孔桥分别为主跨125 m和70 m的三跨连续刚构桥,引桥为30 m、40 m预制组合箱梁连续梁桥。
墩身截面为矩形带圆角形式,主要有3种截面尺寸,分别为5.5 m×1.8 m,5.5 m×2 m,5.5 m×2.2 m,墩高3~25 m不等,结构形式见图1。墩身高度9 m以下1次浇筑,9 m以上分2~4次浇筑完成,墩身钢筋根据墩身浇筑高度分1~4次施工。以5.5 m×2 m截面尺寸墩身为例,墩身钢筋竖向设196根φ28主筋,采用滚轧直螺纹套筒连接,单节墩身钢筋质量为10~15 t,墩身钢筋布置见图2。

图1 墩身结构形式图Fig.1 Bridge pier structure diagram

图2 墩身钢筋布置图Fig.2 Bridge pier reinforcement arrangement drawing
1.2 水文气象
连云港市海滨大道跨海大桥所处海湾潮汐类型为正规半日潮,据附近海洋站统计实测资料,潮汐特征值见表1(按85国家高程基准)。
连云港市位于江苏省北部,东邻黄海,西连大陆,属东亚季风气候,冬季受西伯利亚冷空气控制,干旱少雨,气温偏低,盛行北偏东风,夏季受西太平洋副热带高压与东南季风控制,温度、湿度偏高,盛行东南风。连云港水域的常风向为偏东向,桥址区域强风向为偏北向,6级以上风占全年频率的8.07%。
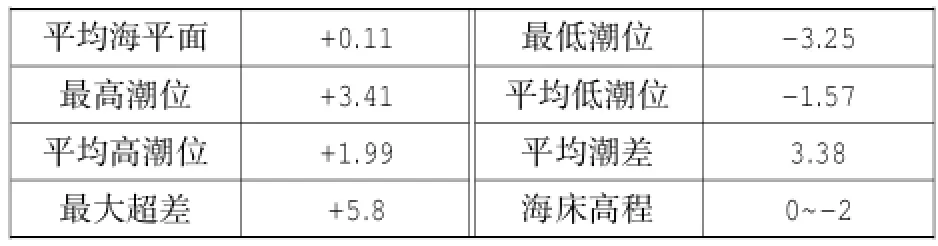
表1 潮汐特征表Table 1 Tidal characteristic table m
连云港地区受台风影响不太严重,基本为台风边缘区,平均1次/a,易受突风影响,每年均受寒潮影响,寒潮影响时间为每年的1—3月和11—12月。
1.3 墩身施工特点
1)工程量大,工期紧,项目总工期仅20个月,较国内类似海上桥梁施工工期大大缩短,提高工效是墩身施工的首要任务;
2)涨落潮差较大,涨潮时一片汪洋,退潮时大部分海床露出,大型浮吊设备无法使用,采用全栈桥施工;
3)施工易受寒潮、突风等影响,施工人员作业环境较差,安全隐患大,改善作业环境,降低安全风险是墩身施工的重要保障。
2 传统现浇墩身钢筋绑扎施工工艺弊端
目前国内外桥梁施工,现浇墩柱大部分采取搭设脚手架或模板自带拆卸式支架,现场绑扎钢筋的常规施工工艺,少数地区陆域高架桥墩柱施工中,应用过墩身钢筋笼整体制作、安装施工工艺,其墩柱截面尺寸较小,钢筋笼质量轻,施工环境较好。国内已经建成或正在建设的跨海大桥工程,特别是施工环境较为恶劣的跨海大桥,大截面墩身钢筋笼整体制作、运输、安装尚属首次。
连云港市海滨大道跨海大桥工期紧,墩身常规施工工艺需投入大量钢管、扣件、人员及设备等,极大地增加了项目成本且无法满足工期的需要。恶劣海洋环境中,大批量的脚手架周转带来较多的安全风险,特别是在受台风、季风、较低温度影响的海洋环境下,工人作业环境差,野外有效作业时间有限,工效大大降低,安全风险成倍增加,施工质量不易控制。
3 墩身钢筋笼整体预制、安装工厂化施工工艺
3.1 预制胎架的设计、加工
探索恶劣海洋环境下桥梁墩身施工实现标准化、模块化、工厂化的作业模式,降低施工成本,减少安全风险,提高工程质量,缩短施工时间。
从钻孔桩钢筋笼长线法制作得到启发,墩身钢筋笼预先在后场加工厂采用胎架同槽制作而成,分节吊运至现场安装,胎架设计采用杆件销接式[1-2],运输、安装、拆卸方便,便于墩身钢筋笼预制、脱架操作,设计好的胎架在专业的钢结构加工厂加工成型,确保制作精度。
3.2 墩身钢筋笼整体预制
3.2.1 胎架安装
工厂加工好的胎架以杆件的形式运至现场,在硬化好的场地上安装胎架生产线,将杆件通过销接拼装成胎架,数个胎架按等间距精确定位后形成生产线,胎架间距宜为2~2.5 m[3],本工程共布置7条生产线,每条生产线由7~11榀胎架组成,其中5.5 m×1.8 m生产线2条,5.5 m×2 m生产线3条,5.5 m×2.2 m生产线2条,以满足现场施工需要。
3.2.2 底节钢筋笼制作
预埋在承台里的底节墩身钢筋笼至关重要,预制时须确保3个一:顶口长筋在一个平面、短筋在一个平面,吊耳在一个平面。预埋在承台中的底节钢筋笼不宜过短,过短则刚度及整体性不好,不便于整体定位,长度以4.5 m左右为宜。
3.2.3 其余钢筋笼同槽制作
整体预制安装施工工艺适用于钢筋笼截面长宽比<3的等截面或花瓶形墩身,长宽比过大不宜用整体预制安装的工艺,预制分节长度宜为6 m左右,最长不宜超过9 m[3],否则,需额外增加整体刚度和稳定性的临时内支架。底节钢筋笼制作完毕,以此为基准,在胎架上同槽制作其余节钢筋笼,见图3。主筋连接采用滚轧直螺纹套筒,主筋端头一头采用标准丝,另一头采用加长丝[4-5]。所有箍筋、钩筋与主筋连接均采用焊接,箍筋与主筋采用梅花跳焊,钩筋均须与主筋焊接。为便于钢筋笼对接顺利,接头上下各50 cm在预制时暂时不安装箍筋及钩筋,待钢筋笼安装后人工现场安装。整条钢筋笼制作完成后,在每节选用1根同槽主筋标上记号作为定位筋,便于现场整体安装。

图3 利用胎架同槽制作钢筋笼Fig.3 Making steel bar cage with the same groove of the tyre frame
3.3 墩身钢筋笼脱架与运输
整条钢筋笼同槽制作完毕后,即可脱架。脱架与安装时顺序相反,分别将上横梁与立柱的销接螺栓及立柱、斜撑与底座的销接螺栓拧下,临时拆除上横梁和两侧立柱即可完成钢筋笼脱架,见图4。待整条钢筋笼运输完毕,再安装胎架立柱与横梁,便可进行下一条钢筋笼预制,方便快捷。

图4 钢筋笼脱架Fig.4 The reinforcement cage from the shelf off
墩身钢筋笼采用2台16 t门吊分节抬吊至平板车上,平板车上布置4~6根6 m长钢扁担,通过钢栈桥运输至现场安装。
3.4 墩身钢筋笼安装
3.4.1 底节钢筋笼安装
预埋在承台中的底节钢筋笼安装至关重要,直接影响后续钢筋笼对接与垂直度。承台底层钢筋网片绑扎完毕后,即可着手底节墩身钢筋笼安装。安装时,先以目测为主进行粗略安装。安装到位后,再用水准管抄平辅以吊垂球进行精安装。精安装到位后,立刻固定好底节钢筋笼,确保浇筑承台混凝土时不发生移动。
3.4.2 其余节钢筋笼安装
钢筋笼运抵现场,利用50 t履带吊辅以25 t汽车吊抬吊翻身,利用多点吊具吊装。安装前准备5~6把管钳,以定位筋为基准,先将四角任意一根主筋对接上,套筒拧紧到位,再安排5~6名工人按统一方向均匀分布在墩身四周利用管钳顺序拧紧主筋连接套筒,钢筋笼对接约需5~6 h。钢筋笼对接完毕,人工安装接头处上下各50 cm箍筋和钩筋,尽快安装保护层垫块、模板,浇筑混凝土。待混凝土强度满足要求,再安装下节钢筋笼,如此循环直至墩身封顶,见图5。

图5 其余节钢筋笼安装Fig.5 The rest of the reinforcement cage installation
3.5 墩身钢筋笼整体预制、安装施工工艺优势
1)设计墩身钢筋笼整体长线法制作胎架,钢筋定位精度可控制在2 mm范围内。此法解决了工程建设长期以来现场钢筋安装很难保证钢筋间距100%满足图纸及规范[6]要求的通病,有利于墩身保护层控制,保护层合格率普遍达95%以上。
2)标准化、工厂化作业极大改善了工人和现场技术管理人员的工作环境,提高了工效。
3)墩身钢筋笼整体安装对接减少了起重设备的使用时间和频率,有利于节能减排,降低成本。
4)可实现平行作业,大大缩短单个墩身施工周期,加快墩身模板周转,提高工效的同时,节约了模板投入。
5)减少了野外高空作业时间,降低安全风险。
4 结语
随着我国建筑市场人工成本不断增加,传统的劳动密集型,作业环境较为恶劣的建筑市场渐现弊端,急需转变作业模式。
墩身钢筋笼整体预制安装施工工艺在连云港市海滨大道跨海大桥中成功应用,取得了良好的经济效益和社会效益,实现了跨海大桥大截面墩身钢筋施工“从野外走向车间,由高空变为平地”新的作业模式,较好地践行了以人为本、节能减排的发展理念,推动了跨海大桥施工工艺的革新,为未来跨海大桥墩身标准化施工提供了新思路,为我国未来桥梁特别是跨海大桥施工全部进入标准化、模块化、工厂化作业模式提供了借鉴经验。
[1]GB 50017—2003,钢结构设计规范[S]. GB 50017—2003,Code for design of steel structures[S].
[2]李星荣,魏才昂,秦斌.钢结构连接节点设计手册[M].3版.北京:中国建筑工业出版社,2014. LI Xing-rong,WEI Cai-ang,QIN Bin.Design manual of steel structure connection point[M].3rd ed.Beijing:China Architecture and Building Press,2014.
[3]交通部第一公路工程总公司.公路施工手册:桥涵[M].北京:人民交通出版社,2000. The First Highway Engineering Co.,Ltd.,Ministry of Transport. Highway construction manual:bridges and culverts[M].Beijing: China Communications Press,2000.
[4]JGJ 107—2010,钢筋机械连接技术规程[S]. JGJ 107—2010,Technical specification for mechanical splicing of steel reinforcing bars[S].
[5]孙业发,王伟,宋书东,等.大型预制桥墩钢筋笼整体吊装对接施工技术[J].中国港湾建设,2014(9):55-58. SUN Ye-fa,WANG Wei,SONG Shu-dong,et al.Integral hoisting and butt joint construction technology for reinforcing cage of largescale prefabricated bridge pier[J].China Harbour Engineering, 2014(9):55-58.
[6]JTG/T F50—2011,公路桥涵施工技术规范[S]. JTG/T F50—2011,Technical specification for construction of highway bridge and culverts[S].
Application of pier reinforcement cage precast installation construction technology in the construction of cross sea bridges
JI Ying-jun
(No.4 Engineering Co.,Ltd.of CCCC Second Harbor Engineering Co.,Ltd.,Wuhu,Anhui 241000,China)
In recent years,occasionally cross sea bridge in the construction of cast-in-situ pier explore pier reinforcing cage integral prefabricated,installation construction technology,due to technical and other reasons,it is failed to form a large area factory operation mode completely,the overall efficiency enhancement effect was not significant,its advantage is not obvious compared with the traditional cast-in-situ pouring pier steel reinforced field assembling construction technology.According to Lianyungang City Waterfront Avenue cross sea bridge approach cast-in-situ pouring pier construction,we introduced the cross sea bridge section pier reinforcing cage integral prefabricated,and the installation factory operation process.The process is high efficiency,low safety risk,has substantially increased the installation quality of the pier reinforced and the qualified rate of protective layer,has improved the working environment of construction personnel,which provide a train of thought for the future cross sea bridge pier standardization construction.
cross-sea bridge;pier shaft;rebar;factorization
U655.4
B
2095-7874(2017)01-0054-04
10.7640/zggwjs201701012
2016-08-27
2016-11-12
季英俊(1983— ),男,安徽南陵人,工程师,国家一级注册建造师,主要研究方向为跨海大桥施工技术。E-mail:jiyingjun99@163.com