浅谈连续油管QT—800的焊接修复方案
2017-02-08牛利华鲁雪皎
牛利华 鲁雪皎

摘 要:连续油管成套设备能够胜任多种油井作业,也叫万能作业机,其中的主要部件连续油管也称柔性管,是一种强度高、塑性好、抗腐蚀较强的焊接钢管,单根长度可达几千米。连续油管在使用过程中,因操作不当、母材损伤或井下受阻等各种原因,会发生油管断裂或损坏的情况。对于作业时间不长、尚可使用的连续油管,通过焊接修复使其继续使用,可以大大降低生产成本。经过长时间研究和作业现场油管修复服务,我们积累了一些经验。文章以NOV公司生产的连续油管QT-800为例,从焊接工艺规程、焊工资质、修复技术、焊后检测等方面进行了全方位的探讨,希望可以提供一些有价值的参考意见。
关键词:连续油管;焊接工艺;焊工资质;修复技术;焊后检测
DOI:10.16640/j.cnki.37-1222/t.2017.02.031
近几年来,中国连续油管业务快速成长,受到国内外普遍关注。2015年5月,国际连续油管协会(ICOTA)中国区设立了第7个分会。在国外,连续油管技术凭借效率高、应用范围广、装备操作集中、安全可靠,能够适应山地、高原、沙漠和海洋等多种环境,被广泛应用于修井、钻井、完井、试油和集输等作业。连续油管在各种油气藏钻井项目中表现出经济高效的特点,在欠平衡钻井、定向水平井方面具有突出的优势。在国内,连续油管能最大程度满足页岩气开发、老油田改造的需求,已经在不少地区成为常规的解决方法,连续钻磨、分段压裂、喷砂射孔等复杂工艺正在拓宽国内连续油管的应用领域。
连续油管断裂后的修复,在国内,仍是一项相当具有技术含量的工作,要想得到好的效果,受以下五个方面的影响:(1)合格的焊接工艺规程指导;(2)具有资质的焊工施焊;(3)合适的工装、工具使断裂的油管组对达到施焊条件;(4)焊后对焊缝的探伤确认。
1 QT-800性能介绍
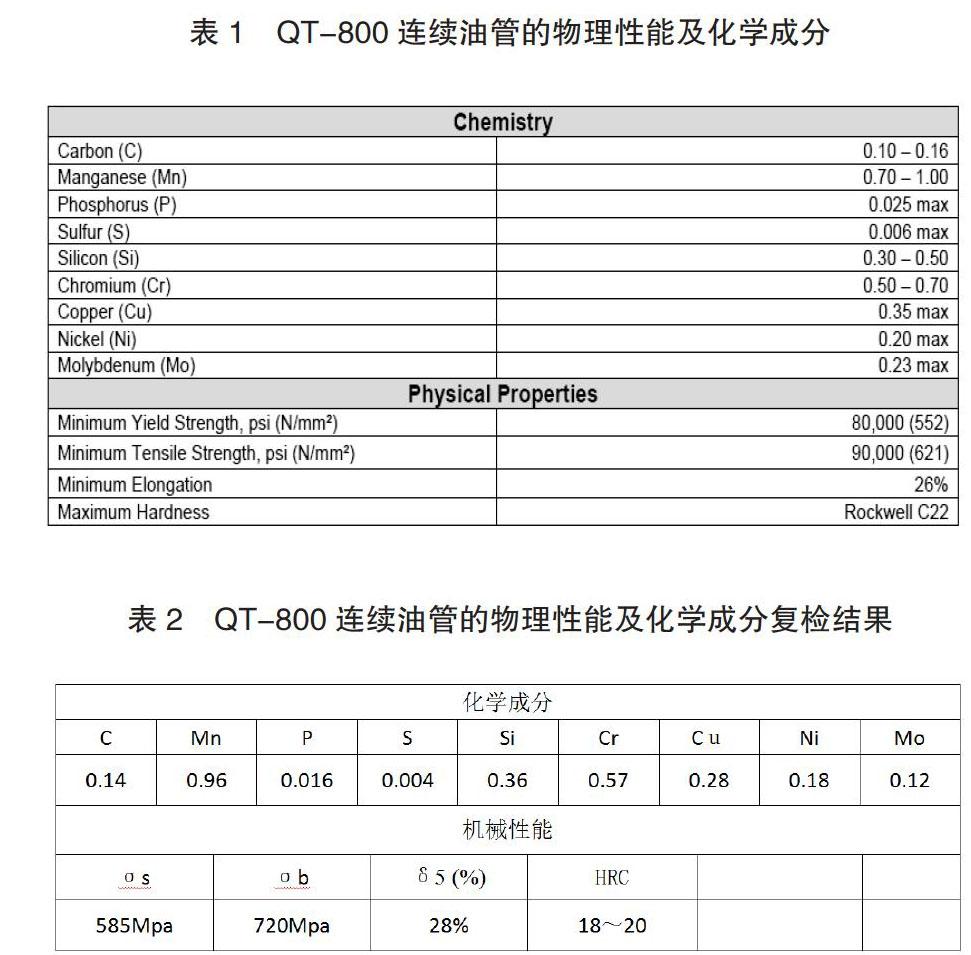
QT-800为NOV公司生产的低碳合金调质钢连续油管,应用在我厂一款连续油管作业车上,其直径为1”(25.4mm),壁厚为3mm,我们复检了QT-800的化学成分及物理性能,原厂家材料性能见表1,复检结果见表2。
2 焊接工艺规程
焊接工艺规程(WPS)是用于为焊工或焊接操作工按规范要求制造产品焊缝提供指导的书面文件,是保证合格焊缝的必要条件之一。形成一个合格的焊接工艺规程需要工艺评定记录(PQR)来做支撑文件,而工艺评定记录的形成,要根据母材材料性能及使用环境来确定实验内容。由于连续油管的特殊性,我们使用氩弧焊,采用焊丝AWS A5.18 ER70S-2进行了焊接试验,对焊接试样进行了X射线探伤,对合格试样进行了拉伸试验、弯曲(面弯和背完)试验、试压等试验内容,来确保制定合格的焊接工艺规程。
2.1 拉伸试验结果
由于连续油管为小直径管,且壁厚较薄,按照《ASME锅炉及压力容器规范》,其拉伸采用的全截面拉伸试样,拉伸试验后两个拉伸试样从焊缝处断裂,极限单位应力分别为704MPa和735MPa。
2.2 弯曲试验结果
由于试样壁厚为3mm,弯曲试验为2个面弯试样,2个背弯试样,弯曲角度为180度,弯曲试验合格。试验后试样见图1、图2所示。
2.3 试压试验结果
1QT-800油管最大工作压力为70MPa,我们对焊接试样进行了70MP压力试验,试验时间为10-15Min,试验结果合格.
3 焊工资质
一个合格的焊工,是保证成型焊缝合格的必要条件,焊工技能需经过第三方权威机构进行认证,认证内容包括焊接方法、自动化程度、接头形式、是否具有衬垫、焊接母材等级、管径大小、填充金属等级、焊丝直径大小、评定位置、立焊前进方向、保护气体和电流极性等。认证形式需通过理论测试和操作测试,操作测试可通过对焊接试样进行射线探伤检查或进行机械性能试验。理论测试和操作测试合格后,方可取證。
连续油管的焊接,我厂焊工取得为资质为全位置半自动氩弧焊(GTAW),填充材料为ASME IX QW-432;填充厚度为8mm,接头形式为V型坡口焊,不受衬垫限制等等.
4 修复技术
连续油管的成功修复,除了合适的焊接工艺规程以及具有资质焊工焊接两个必要条件以外,还需要选择或创造合适的焊接环境,以及利用工装、工具使连续油管达到可以施焊的焊接条件。
油管断裂或损坏后,需要利用导管器将断裂部分的油管导出。将导管器置于油管滚筒后方15~20m处,缠绕连续油管到导管器,通过工装将两段连续油管快速连接,连接时需取油管直段,弯曲段可切除,也可用液压弯管机或专用工装对连续油管进行校直处理,两段连续油管连接保证形成S型,在S型的中部进行对接,工装连接处形成一条直线,详见图3。
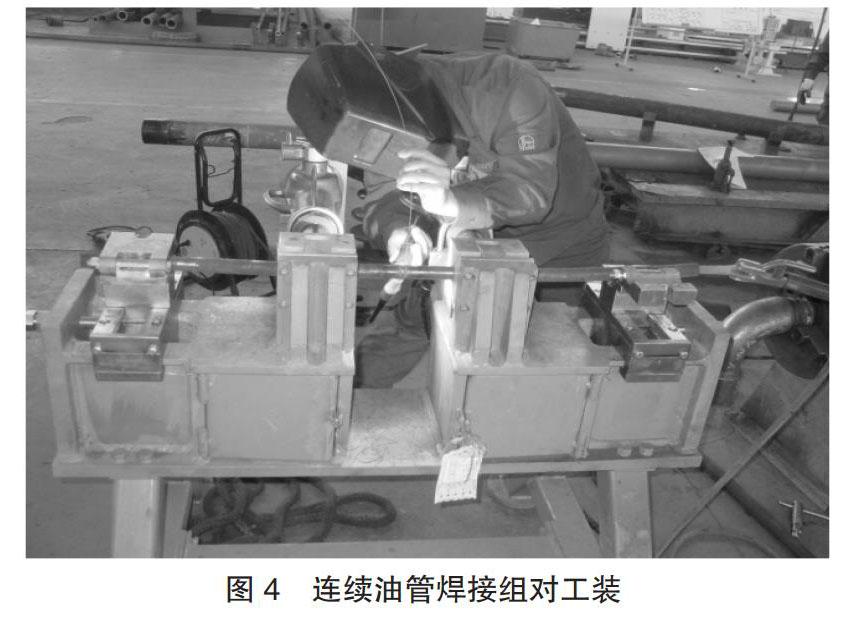
我们修复连续油管时,采用了一种专门的焊接组对工装,见图4.该工装具有简单的校直校圆功能,并可以调节前后左右四个方向的位置,从而使连续油管快速具备施焊条件。
除了利用工装快速组对以外,良好的焊接环境及焊前准备是非常必要的。若在室外修复,在雨雪及大风环境下是不允许施焊的,因为恶劣的环境将导致焊缝产生裂纹、气孔等焊接缺陷;若在室内修复连续油管,施焊时不得有穿堂风。焊接前,需制备合格的焊接坡口,对于薄壁连续油管,我们可以在切除油管时使用切管器,一并制备好焊接坡口,我们要求坡口为 “V”型坡口,单边坡口角度为30?~45?,钝边小于1mm;并且用抛光片清除焊缝周围50MM左右的油、水、锈,使之本体露出金属光泽。若油管曾使用过且是湿的,用纸巾堵在油管内300mm以后的地方以防止水气溢出。油管组对时,组对间隙应小于1mm。满足上述条件后,焊工可进行施焊。
5 焊后检测
焊后24小时,需对焊缝进行目检、表面磁粉探伤以及X射线探伤,以确保焊缝合格可以投入使用。目检时,焊缝高度不得超过母材高度,以免使用时通过注入头时困难,不得有气孔、咬边、焊瘤、凹陷、未熔合等缺陷;另外磁粉探伤表面不允许有裂纹;射线探伤不允许内部有气孔、夹渣、未焊透等缺陷,因为内部任何细小的缺陷将会导致使用时产生突发的损坏,射线探伤可按国家压力容器Ⅰ级标准进行验收。
6 结语
连续油管的成功修复,工艺指导、焊工技能、环境影响、工装辅助和探伤确认等个环节都很关键。通过修复后,连续油管虽然在使用寿命上有所下降,但相比更换而言,可大大降低生产成本,具有较好的经济效益。
参考文献:
[1]ASME锅炉及压力容器规范Ⅸ.焊接和钎焊评定标准[M].ASME锅炉及压力容器委员会焊接分委员会.
[2]张燕娜,石凯,刘彦明,张啊妮.现场连续油管对接全位置自动焊技术研讨[J].热加工工艺,2010,39(05).
