可调式成形压模技术研究
2017-02-05任锦萍牛永进崔燕花赵振武
陈 霞 任锦萍 牛永进 杨 会 崔燕花 赵振武
可调式成形压模技术研究
陈 霞 任锦萍 牛永进 杨 会 崔燕花 赵振武
(长治清华机械厂,长治 046012)
根据异形件的结构特点,针对传统成形压模工艺装备结构单一、不可互换等问题,提出可调式的成形压模优化设计方案。使用三维建模软件对可调式成形压模优化后的结构进行实体建模,得到压模装配结构示意图。生产实践表明,该可调式成形压模成形效果良好,能实现压模的一次安装完成多种异形件的压制成形,降低了生产成本,为可调式压模设计提供有价值的参考。
异形件;可调式;压模

1 引言
在军工生产制造企业中,异形件作为军工关键零组件的重要组成部分,它的成形压模设计尤为重要。当前,对异形件的成形压模工艺装备结构较单一,大多采用一种压模工艺装备压制一种类型的异形件,这种“一对一”压模方法频繁安装、拆卸压模装备,耗时较长,浪费时间成本,严重影响产品的生产进度。
为了节省生产时间,需对传统的压模成形方法优化设计,设计出一种可调式的压模成形方法,并分析多种异形件的结构特点,对其中的一部分零部件进行更换,实现对多种异形件的压制成形。
本文所研究的两种异形件为板状结构,材料、厚度均相同,其中一种异形件中间有两处凸起,钢板四周有卷边;另一种异形件中间无凸起部分,四周也有卷边,针对这两种异形件结构特点,设计一种可调式的成形压模结构,并使用三维建模软件建立优化方案模型图。
2 可调式压模结构优化设计
2.1 异形件结构
为了得到优化后的可调式压模设计方案,需对压制成形工件的结构特点进行研究,找到隔板和堵板结构的相同点和不同点,针对两者结构的不同之处采用互换性原则。
由图1可以看出,堵板是板状结构,周围有相同高度的卷边形状,中间部分有两处相同尺寸的凸起,板厚为3mm,材料为Q345A。隔板同堵板结构相似,均带有卷边,但中间部分没有凸起,板厚为3mm,材料为Q345A。
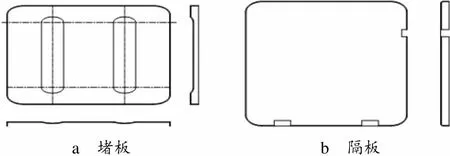
a 堵板 b 隔板
2.2 可调式压模三维实体建模
根据异形件中隔板和堵板的结构特点,采用互换性原则,利用异形件的共性建立整体压模结构,对其中的不同结构使用可调式的结构进行转换,实现压模方案的优化设计,压模三维实体模型如图2所示。
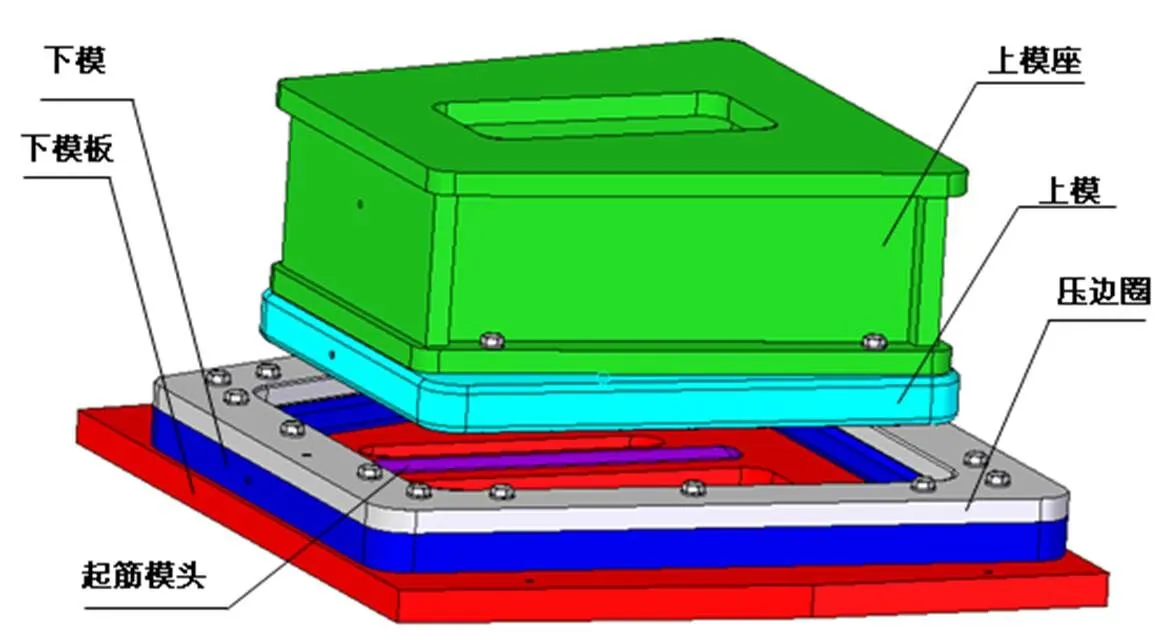
图2 可调式压模三维建模装配示意图
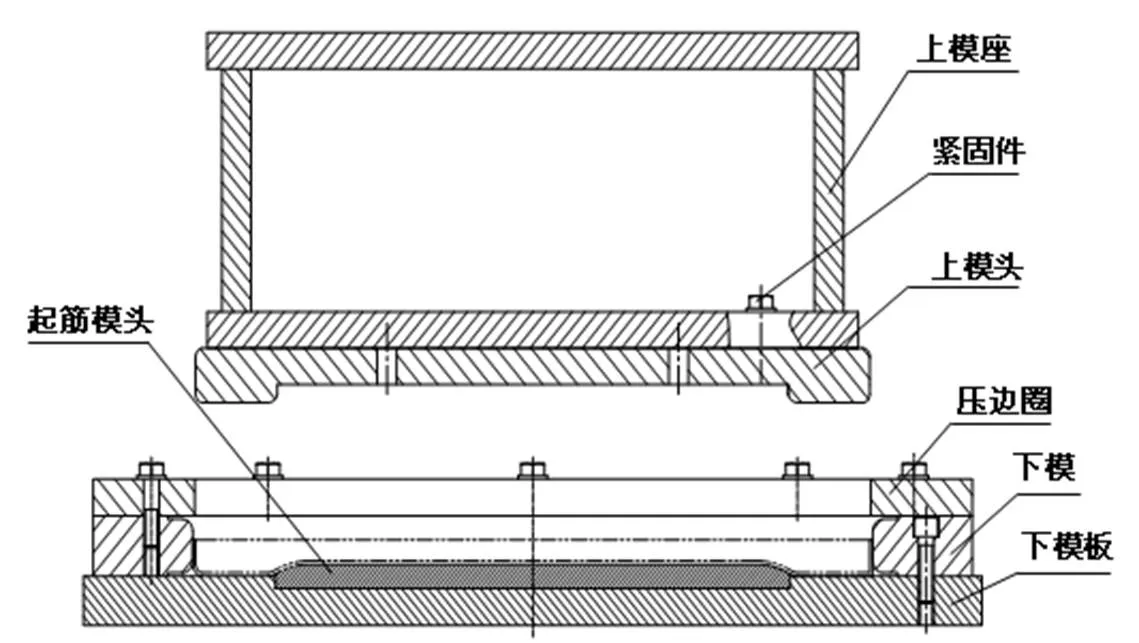
图3 可调式压模二维装配示意图
由图2可以看出,压模主要由上模座、上模、压边圈、下模、下模板和起筋模头组成,其中上模与上模座之间、压边圈与下模之间、下模与下模板之间通过螺栓固定连接,下模板中间部分有两处通长形键槽,将起筋模头与下模板的键槽固定连接。由图3可调式压模二维装配示意图可以看出,上模座由水平钢板、竖直钢板焊接固定连接,压制堵板、隔板使用相同的上模座和下模板,由于堵板和隔板的压制尺寸不同,需更换上模头、下模和压边圈,根据堵板和隔板的压制尺寸,选定合适的上模头、下模和压边圈。
2.3 关键零组件的结构分析
为了使压制成形的异形件尺寸符合图纸使用要求,需在压模设计时考虑压模结构的材料类型和回弹量的影响,现对压模结构中的关键件上模头、下模、压边圈和起筋模头的结构进行分析,上模头的结构如图4所示。
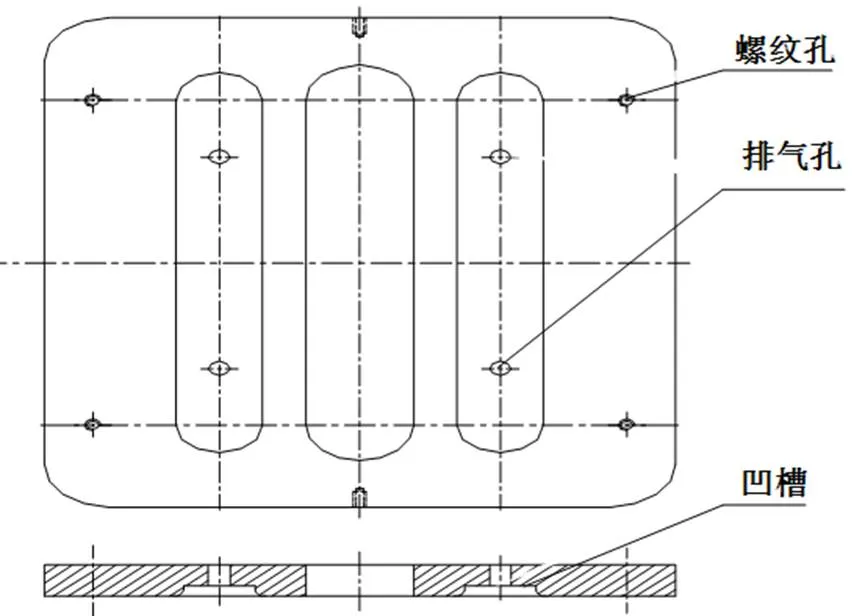
图4 上模头结构示意图
由图4可以看出,上模头为钢板结构,通过四组螺纹孔与上模座连接,中间对称布置有两处凹槽,尺寸相同,且凹槽上有四处排气孔,使工件在压制过程中将存在于模腔内的空气排出,凹槽的高度尺寸应略大于工件凸起的尺寸。
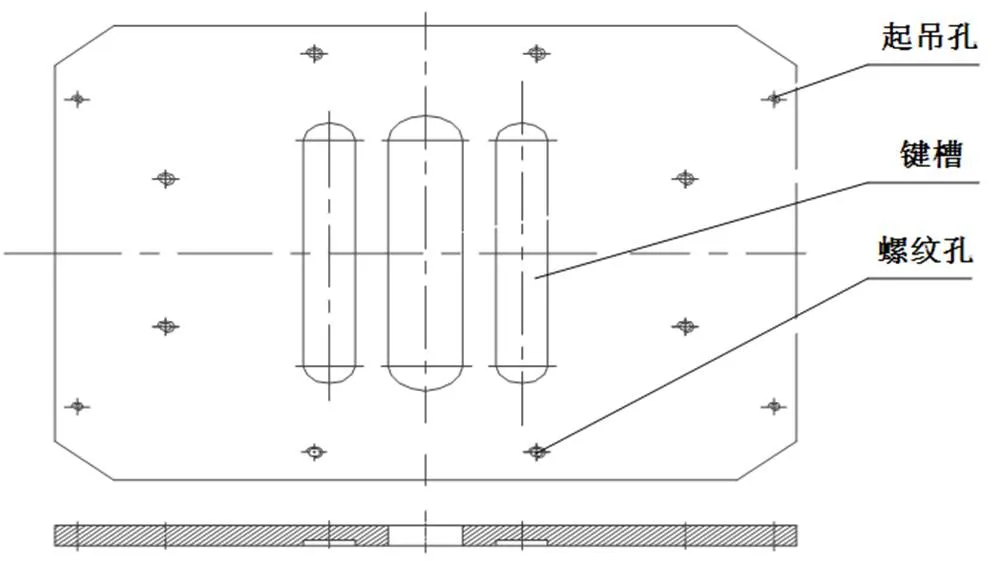
图5 下模板结构示意图
由图5可以看出,下模板为钢板结构,下模板通过8个相同大小的螺纹孔与下模相连,键槽与起筋模头连接,起吊孔与360°吊环螺钉相连,待下模板与下模、压边圈装配完毕后,通过吊环螺钉将下模组合吊至油压机的工作台上。
由图6可以看出,下模呈板状结构,下模装配时,首先通过八个下模板孔使下模板与下模固定连接,再将工件放置于凹边圈内,最后使用四组压边圈孔将压边圈孔与下模连接固定,完成整个下模组合的装配。
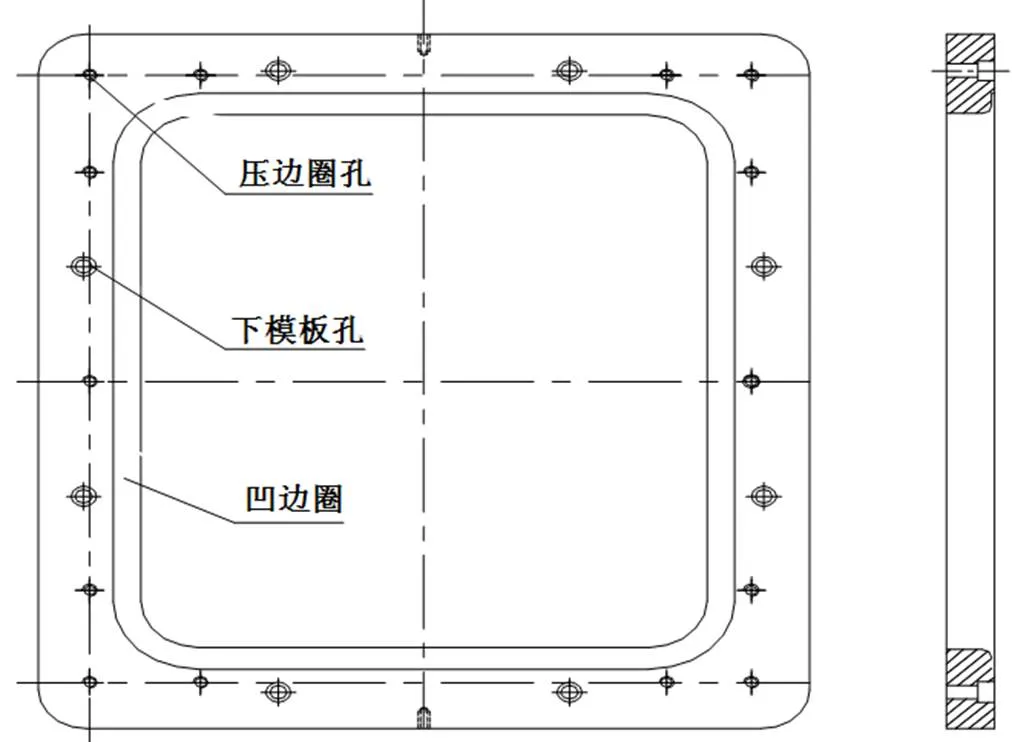
图6 下模结构示意图
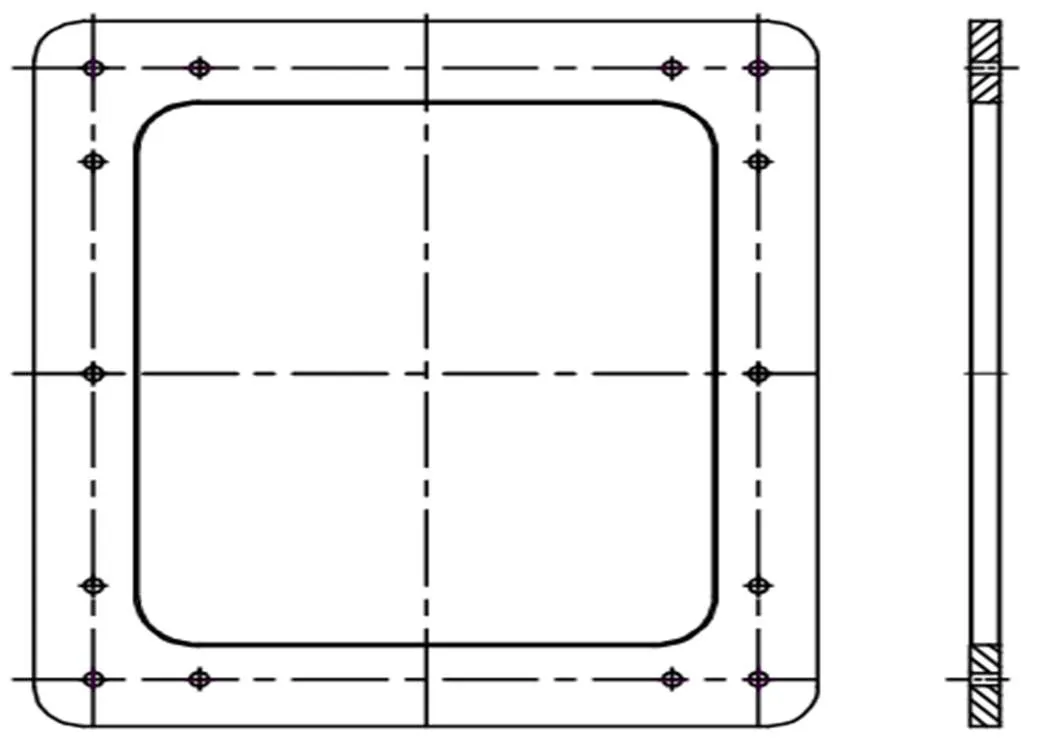
图7 压边圈结构示意图
由图7可以看出,压边圈待工件放置于下模的凹槽后,使用紧固件通过压边圈上的孔与下模固定连接。
3 可调式压模工作原理
3.1 堵板压制成形工作原理
根据堵板的下料尺寸得到可调式压模的上模头凹槽、下模上的凹边圈尺寸,通过堵板的压制成形尺寸得到下模凹槽尺寸,最终得到可调式压模的上模头、下模和压边圈。依次将下模与下模板固定连接,工件放置于下模的凹边槽内,起筋模头放置于下模板的键槽内,压边圈与下模板固定连接,下模组合装配完毕后,使用吊环螺钉将下模组合吊至油压机工作台上;上模与上模座固定连接后,使用钢丝绳索具将上模组合吊至油压机上,通过油缸的上下运动带动上模组合向下运动,最终得到堵板的成形尺寸图。
3.2 隔板压制成形工作原理
根据隔板的下料尺寸得到可调式压模的上模头凹槽、下模上的凹边圈尺寸,通过隔板的压制成形尺寸得到下模凹槽尺寸,最终得到可调式压模的上模头、下模和压边圈。隔板上没有凸起,装配时无需将起筋模头放置于下模板的键槽内,与堵板成型的工作原理相同,只需将上模、下模、压边圈与堵板互换紧固即可。
4 结束语
a. 生产实践证明,合理的上、下模结构和尺寸是保证堵板、隔板尺寸精度和性能符合要求的必要条件。
b. 可调式压模结构设计缩短了压模的生产制造时间,提高了工件的压制成形率,降低了废品和压制不合格品率。
1 李路娜,崔小勇. 冲压模具零件制造工艺研究[J]. 新技术新工艺,2016 (12):53~56
2 龚曙光. Ansys工程应用实例解析[M]. 北京:机械工业出版社,2003
3 成大先. 机械设计手册[M]. 北京:化学工业出版社,2002
4 姚泽坤. 锻造工艺学与模具设计[M]. 西安:西北工业大学出版社,2007
5 王孝培. 冲压手册[M]. 北京:机械工业出版社,1983
6 范云涨,陈兆年. 金属切削机床设计简明手册[M]. 北京:机械工业出版社,1993. 8
Research of Adjustable Forming Die Technique
Chen Xia Ren Jinping Niu Yongjin Yang Hui Cui Yanhua Zhao Zhenwu
(Changzhi Qinghua Machinery Factory, Changzhi 046012)
According to the structure of the profiled parts, the design scheme of forming die model is put forward in view of the problem of single, non-interchangesble design of traditional forming die technology. Three-dimensional modeling software is used to model the structure of the adjustable forming model, and the structure of the die assembly structure is obtained. Producing practice shows that the forming effect of the adjustable forming die is good, and can realize the press forming of various special-shaped pieces by once installation and reduce the production cost. It provides a valuable reference for the adjustable die design.
the profiled parts;adjustable;die
陈霞(1985),工程师,机械设计及理论专业;研究方向:工艺装备及非标设备的设计与研究。
2017-11-07
