马钢降低2×380 m2烧结机固体燃耗的生产实践
2017-01-20张群山戚义龙徐冰郑兴荣
张群山,戚义龙,徐冰,郑兴荣
马钢股份公司第三炼铁总厂,安徽 马鞍山243000)
马钢降低2×380 m2烧结机固体燃耗的生产实践
张群山,戚义龙,徐冰,郑兴荣
马钢股份公司第三炼铁总厂,安徽 马鞍山243000)
为实现烧结固体燃耗水平的进一步降低,马钢第三炼铁总厂通过基础配矿、燃料综合控制、烧结工艺操作、设备优化等方面综合调优和控制,两台380 m2烧结机固体燃料消耗水平下降了1.5 kg/t,取得了显著的经济效益。生产实践表明,降低烧结固体燃耗不能单纯地提高或降低某个参数,而应在各工艺参数中寻求最佳的搭配,以及工艺的合理改进,才能更有效地达到降低烧结固耗的目的。
烧结;固体燃耗;厚料层烧结
烧结固体燃料消耗对烧结矿的成本有着重要的影响,按照马钢三铁总厂烧结生产用能结构,其比例占工序能耗85%以上。烧结固体燃耗每降低1 kg/t, 测算可降低烧结成本0.5~1元/t(矿)。因此,降低固体燃料消耗是降低烧结工序能耗所采取的主要措施之一。三铁总厂2×380 m2烧结机的固体燃耗长期维持在53.5 kg/t-54 kg/t之间,因原料组成的复杂性等原因导致烧结燃料消耗与国内行业同规模机组的先进指标有较大差距。通过基础配矿、燃料综合控制、烧结工艺操作、设备优化等方面综合调优和控制,实现了烧结固体燃料消耗的有效降低,固体燃耗水平由53.5 kg/t降低到52 kg/t水平,取得了显著的经济效益。
1 降低固体燃耗的措施
1.1 优化原料条件
针对三铁总厂烧结(以下简称“三铁”)的原料条件,对影响烧结固耗的因素(配矿因素、FeO控制水平、燃料粒级、煤焦比例、点火消耗等)进行偏最小二乘法多元分析,并通过对大量实际生产数据进行Aosps分析,其结果显示影响烧结固耗的主要因素(图1所示):烧结矿FeO控制水平、配矿结构(褐铁矿、磁铁矿比例)、焦粉比例、燃料粒级;次要因素为点火消耗等。结合目前工艺条件,首先从原燃料条件方面加以改善。

图1 固耗影响各变量回归投影重要性指标
1.1.1 优化基础配矿
三铁所使用的铁料以进口矿(澳大利亚和巴西粉矿)为主,杨基、PB、MAC等褐铁矿或半褐铁矿比例在40%以上。因褐铁矿含有较高的结晶水在烧结过程中分解、汽化吸收大量热量,因此褐铁矿配用比例较高时烧结固耗会明显上升[1];同时由于磁铁矿的发热反应其对降低烧结固耗作用较为明显。因此和配矿小组建立沟通机制,在配矿时充分考虑基础烧结性能以及成本等因素的前提下,合理兼顾含铁料的性价比,在一定范围内对混匀矿的配矿结构进行合理优化,减少褐铁矿比例、适度增加磁精矿比例,为降低烧结固耗奠定基础。从2016年4月开始扬基矿为主的褐铁矿、半褐铁矿比例逐步降低(按照单矿种结晶水含量折合为全褐铁矿的比例由24%左右逐步下降至21%左右),同时阶段性根据资源情况尽可能多配用磁铁矿,近两年烧结匀矿结构如表1。
1.1.2 稳定适宜的烧结煤粉比例
由于煤粉和焦粉的价格差异,从原料降本角度出发,三铁长期以来固体燃料结构坚持以焦粉为主,

表1 2015年和2016年烧结含铁料结构
并配用一定比例的无烟煤。由于无烟煤较焦粉固定碳含量低2%以上,在烧结过程中燃烧燃烧较快,配用比例过大后易造成固体燃耗水平的快速上升。根据我厂经验,在烧结矿FeO控制水平基本不变的情况下,煤粉比例上升10%,燃料配比增加约0.044%,固耗燃耗上升约0.67 kg/t。但从烧结综合指标和成本考虑,以最优的煤焦比例在烧结各项技术经济指标保持较好水平的前提下可生产效益最大化。受燃料破碎工艺条件的限制,高炉返焦量波动较大时,烧结煤、焦粉比例很不稳定,燃料质量波动较大(粒度、水份、固定碳含量)。针对此现状,主要采取了以下措施:
(1)完善焦粉进出平衡基础数据台账,煤粉比例调整被动变主动。通过每日焦粉进出的各计量点基础数据,建立每日煤粉比例需求值,结合高炉槽下返回烧结焦粉量和烧结燃料需求变化趋势,以经营计划煤粉比例为组产目标,预知预调煤粉比例。改变了以往煤粉比例调整被动、调整频繁、调整幅度大所带来的一系列生产弊端。
(2)利用港务料场F料条备焦调节,为稳定烧结煤焦比例提供保障。2016年6月份开始有计划地利用港务料厂F料条进行焦粉落地储备缓冲,在烧结煤粉比例自平衡的基础上,采用“焦多存储、焦少落焦补充”的办法,进一步稳定煤焦比例。
通过以上措施,2016年5月份开始烧结煤粉比例由不稳定转变为稳定,且比例逐步降低,有力促进了烧结矿质量提升和固耗降低。2015年8月~2016年10月每日煤粉比例变化趋势如图2。
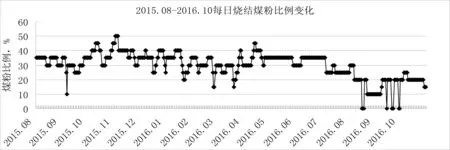
图2 2015年8月~2016年10月每日煤粉比例变化趋势
1.1.3 燃料分破改善燃料粒级组成,提高燃料的使用效率
燃料粒度的大小对烧结过程有重要的影响,按照燃料粒度组成对烧结过程影响的经典理论[2],粒度过大,燃烧速度慢,燃烧带变宽,烧结过程透气性变差,垂直烧结速度下降,而且大颗粒布料时因偏析集中在料层下部,加上料层的自动蓄热作用,使下层热量大于上层,容易产生过熔,同样影响料层透气性。反之,粒度过小,燃烧速度快,液相反应进行得不完全,烧结矿强度变差,成品率降低。
以上理论仅仅是从燃料燃烧的动力学分析得出的结论,但三铁对固体燃料在烧结过程影响的分析,必须同时结合固体燃料燃烧的动力学和热力学来进行分析。而且应该结合实际的原燃料和工艺条件,因为在不同的条件下,得出的结论往往是不同的。因此燃料粒级应有一个适应当前生产工艺条件、设备状态的合理控制范围,利于有效降低烧结固体燃料的消耗。根据烧结杯试验结果(表2、图3)以及生产实效,逐步对燃料破碎粒级<3 mm的粒级比例适度放宽,由原要求<3 mm粒级比例控制下线77%,适应性调整至小于3 mm粒级比例下线控制值为73%左右进行实际运行控制。并结合目前现有工艺,实行了煤焦分破工艺,对煤焦配用的实际配比进行精确控制,同时对破煤和破焦的对应四辊进行相对固化和区分控制调整,总体实现燃料破碎粒度质量稳定性明显提升。同时分破后<0.5 mm粒级含量降低约2%,0.5 mm-1 mm粒级含量降低约0.5%-1.5%左右,提高了燃料的使用效率,为降低固耗形成一定支撑。
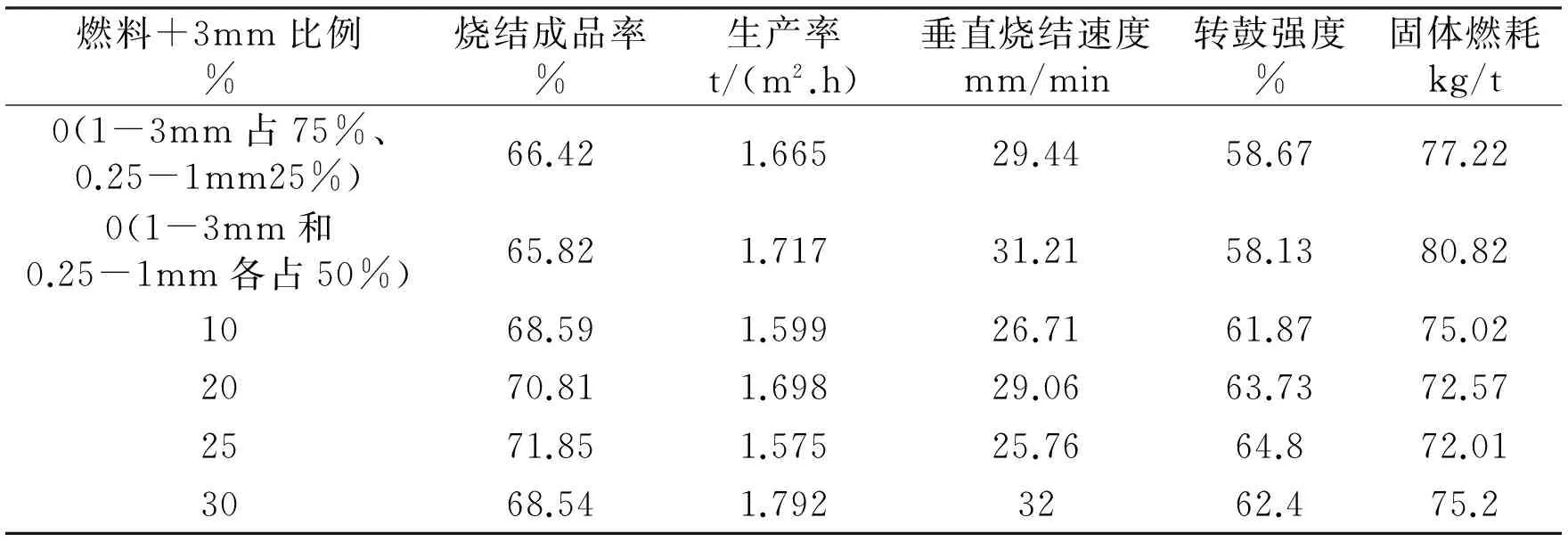
表2 不同燃料粒级所对应的烧结杯试验结果

图3、4 烧结杯试验条件下燃料粒度与风箱温度、燃烧比的对应关系
1.2 工艺创新,优化操作
2015年烧结“低负压、小风量、超厚料层”技术创新下,基本形成了“低压、恒速、均风、超厚料层”烧结的操作模式。创新技术对烧结风量进行了合理分配后[3],解决了尾部烧结矿冷却速度较快的问题。但前部风量增加,点火后风速加快,致使上部烧结料高温保持时间缩短,上部烧结料存在夹杂生料的情况。
2016年6月份开始创新技术进行了完善,对风量分配进行了进一步优化。其优化方法是,优化烧结各段的抽风量分配,对靠前部风箱进行再控制,尾部风箱控制适当放宽,上部烧结矿烧结时间延长,烧结高温保持时间加大,使烧结机前后段垂烧速度相对趋于靠拢,达到一个比较良好的烧结结果:总垂烧速度、成品率和利用系数均得到不同程度的提升;烧结矿转鼓呈一定的上升趋势,实现质量(成品率)提升来降低固耗的目的。

图5、6 烧结机长度和宽度方向料面风速趋势(均风优化前)

图7、8 烧结机长度和宽度方向料面风速趋势(均风优化后)

图9 2015 ~ 2016 年月烧结矿转鼓指标均值趋势
1.3 设备优化改造
烧结生产中,烧结机布料系统是关键环节。因为厚料层烧结要求台车横向混合料粒度分布要合理,边缘效应小,料层的偏析要适宜。布料的好坏,对烧结机表层点火、风量的合理分布和利用以及料层厚度的提高有直接的影响。烧结机扩容改造后铺底料漏斗不配套、边缘布料点火效果差等问题一定程度上制约烧结固耗的进一步降低。
1.3.1 铺底料摆动漏斗改型优化
改进后铺底料摆动漏斗安装并投入使用,消除了原来沿台车宽度方向上铺底料厚度不均匀导致边缘效应严重夹生料的现象,实现内返率降低约0.2%左右,固耗降低约0.57 kg/t左右。

表3 铺底料漏斗改造前后效果对比

图10 改造前后台车边缘成矿质量对比
1.3.2 适度优化九辊运行参数,实现有效偏析
根据900 mm厚料层原料原始物理特性,实时调整九辊布料装置的运行参数,促进厚料层条件下烧结均质性发展,进一步降低烧结固体燃耗、改善烧结矿质量。九辊通过较为长期的摸索,其运行赫兹数优化定为34 Hz,对比期较基准期的δnR减小0.0083,δnFeO减小0.0303;运行实绩效果分析比对来看,其降低固耗效果达到0.2 kg/t左右,由于合理的偏析作用利于超厚料层烧结矿的均质性能的改善。
1.3.3 优化平料装置,加装二次压料系统
烧结日常作业期间为减轻烧结机台车两侧“边缘效应”,布料时人为将两侧压入量提高,两侧料层高度已经大于烧结机栏板高度,造成两侧撒落料严重,加之两侧料层厚度提高后,严重影响了两侧点火效果,两侧表层烧结矿点火极差、大颗粒物料未被烧结的现象明显。

图11 九辊优化运行Hz数前后料层烧结矿FeO偏析情况
根据上述情况,对烧结平料装置进行了优化,在烧结机平料板前部两侧安装了两个圆弧形引料装置,将超出栏板的混合料引致平料板之下,减少两侧的散落料并形成了一次边缘压料;平料板宽度因小于台车宽度造成两侧无法正常压料,为此在平料板两侧加装平料档皮以保证两侧压料平整;原有的烧结压料辊设置因台车拓宽后压料效果较差,根据现场情况对压辊进行了软连接吊挂式,使其紧贴台车边缘,将边缘混合料均匀压入,起到三次压料作用。
上述对平料装置以及压料装置的改造后,烧结机布料系统两侧散落料以及欠点火情况予以消除,加之压料系统的改造,削弱了两侧边缘效应,使得烧结过程整体平稳,表面点火加强,表层烧结矿质量提升。
1.3.4 优化梭式布料器的行程
由于梭式布料器在料仓两端的停留时间和行走时间设置不一致,造成混合料矿仓两端布料料面不平整,以致于料仓中烧结料的容积密度不均匀,烧结泥辊布料时接近小车前部的颗粒大、而在小车后部的颗粒小,最终造成泥辊两侧布料压力不一致,最终造成台车两侧布料不均,颗粒打的一侧烧结速度加快,另一侧烧结速度慢存在烧不透的情况。根据此情况对梭式小车的行程进行了修改,将在顶部停留时间延长至5s、后部停留时间延长至3s,解决了混合料矿仓两侧布料不均匀的现象;小车头部的防大块装置的布置方向也做了相应的调整,靠近梭式小车头部的衬板进行外扩,减少粉状物料向小车后部布料的频次,解决梭式小车后部颗粒小的情况,解决了两侧物料粒度差距较大的情况。
1.3.5 优化矿槽两侧布料间隙
混合料矿槽在梭式小车运行后部粘料相当严重,给操作带来很大的不便。料位稍低即造成亏料现象,更严重是台车如A烧结机6#辅门处无法连续压料操作,造成“边缘效应”大幅增加,烧结过程波动极大。为消除这一影响,将泥辊两侧布料间隙进行调整,增加其布料量;将矿槽内部衬板下部做外扩,减少其内部结料;在泥辊两侧加装自清料装置,消除泥辊两侧积料造成的边缘布料不均的情况。
2 取得的效果
马钢三铁烧结通过基础配矿、燃料综合控制、烧结工艺操作、设备优化等方面综合调优和控制,近半年来的生产实践,固体燃耗水平由53.5kg/t降低到52kg/t左右水平,取得了显著的经济效益。近两年马钢三铁烧结固体燃耗指标见表4。

表4 2015、2016马钢三铁烧结固耗指标
3 结语
在现有条件下,降低固体燃耗不能单纯地提高或降低某个参数,而应在各工艺参数中寻求最佳的搭配,以及工艺的合理改进,达到实现稳定降低烧结固耗的目的。半年来,三铁通过工艺调整及优化原料结构及配比,设备改进以最终实现了烧结矿满足高炉用矿的情况下降低烧结燃料消耗,取得了显著的效果,实现了固体燃耗由53.5 kg/t水平到52 kg/t水平的巨大进步,使烧结工序成本有效降低,但与行业先进相比,仍存在一定的差距,还有一定的提升空间。
[1] 周云花,等.褐铁矿的性能研究与应用[C]. 全国烧结球团技术交流年会论文集,2002
[2] 崔玉元.烧结固体燃料燃烧动力学特征及包钢降耗途径[J].包钢科技,2006,2
[3] 烧结过程气流分布对烧结矿质量影响的研究[J].烧结球团,2012,4.
Practice of Decreasing Solid Fuel Consumption of 2×380m2Sinter Machines in Masteel
Zhang Qun-shan,Qi Yi long,Xu Bing, Zheng Xing-rong
A series of measures of decreasing solid fuel consumption such as sintering proportion ,controlling of fuel particle size,optimization of sintering process parameters and equipment has been introduced in this paper.The process practice was indicated that decreasing fuel consumption was reached by optimization of sintering process parameters and process transformation rather than adjustment a certain parameter,so obtained a economical result effectively.
sintering; solid fuel consumption; optimizing deep-bed sintering technology
2016-10-02
张群山(1984-),男,马钢股份公司第三炼铁总厂,烧结工艺工程师。
TF124.5
B
1672-9994(2016)04-0017-06
