马钢10#高炉炉况失常处理
2017-01-20孙树峰
孙树峰
马钢股份公司第三炼铁总厂 安徽马鞍山 243000)
马钢10#高炉炉况失常处理
孙树峰
马钢股份公司第三炼铁总厂 安徽马鞍山 243000)
2016年9月初马钢10#高炉出现崩料现象,恢复困难导致高炉失常。通过认真分析原因,高炉及时采取措施,内外部结合、上下部调整进行处理,半个月后高炉逐步恢复正常生产水平。
高炉,崩料,失常,生产
马钢10#高炉容积500 m3,2014年1月23日点火开炉。2016年5月高炉上部冷却壁破损71块,受漏水影响5月份高炉炉况不顺,经过调整后逐步恢复,但产量等指标一直在低位运行,炉况总体稳定,没有大的波动。到8月底高炉出现崩料现象,产量下降,压量关系不适应,且炉顶成像模糊不清,中心气流不足,边缘无气,两道气流受阻。9月6日和9月8日出现较深的崩料,料线3800 mm,且伴有热风压力突升15 kPa-20 kPa的现象,两次均采用加组合料的方式进行恢复,且恢复进程较慢(见图1)。炉况恶化,高炉立即组织技术力量分析原因并采取措施进行调整。

图1 两次崩料炉况走势
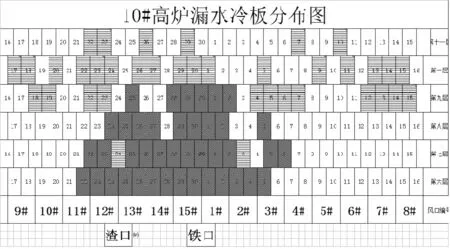
注:横线隐阴影表示漏水冷却壁,斜线阴影表示闷死冷却壁
图2 损坏冷却壁分布图
1 失常原因分析
1.1 高炉中下部炉墙结厚严重
到9月份高炉上部冷却壁破损76块,虽然利用计划检修逐步闷死41块,仍有36块漏水冷板在控制。漏水部位主要集中在炉腹、炉腰及炉身下部,铁口上方(见图2)。由于水漏入炉内导致炉墙温度降低容易使软融带附近的半熔炉料粘到炉墙上形成炉墙结厚,导致炉况波动,出现塌料和管道[1]。
1.2 高炉边缘重
8月9日开始逐步调整布料模式矿焦同档位内移1°,角差逐步由-2.36增加到-3.64(见表1),采取抑制中心放边缘的布料模式,但效果不明显,本次调整不但没有把边缘放出来,中心气流也变弱,最终导致气流分布紊乱。
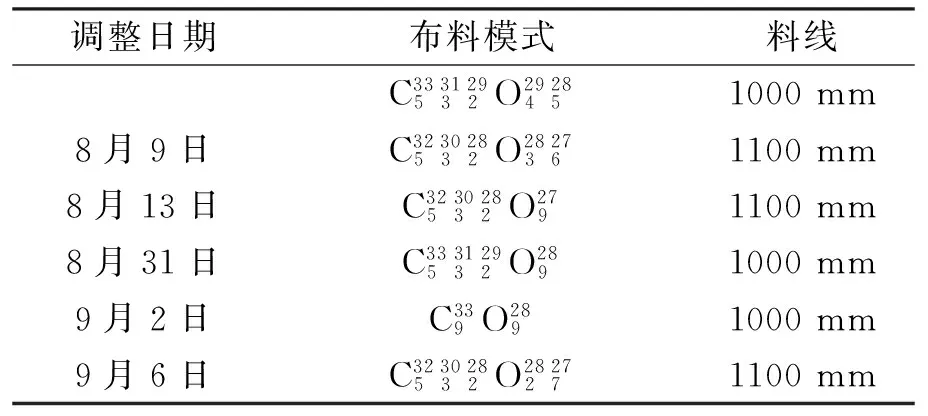
表1 布料模式调整
1.3 溜槽磨损
10#高炉使用的是修旧溜槽,使用寿命为10-12个月。目前溜槽使用8个多月,根据以往使用经验,溜槽使用后期落料点磨损严重,破坏料流正常流入高炉,导致上部调整失效,煤气流分布紊乱。
1.4 炉缸堆积严重
主要表现在风口工作不均匀,风口温度低,部分风口有挂渣现象,铁水物理热不足,出铁过程中,铁口带风且铁钩粘结严重。出铁前后下料不均匀,铁前蹩风现象较为明显。
2 高炉采取的措施
2.1 加大控水力度
进一步控制漏水冷却壁的进水量,另外对热一、热二的环管阀门进行控制,减少冷却水量,降低炉腹、炉腰及炉身下部的冷却强度。同时挑选了炉腹以及炉身下部17个点进行手工测量水温差,跟踪炉墙处理的效果。
2.2 更换布料溜槽
利用9月8日检修机会更换布料溜槽。图3是更换下的溜槽与使用前对比,由图中可以看出溜槽磨损较为严重,落料点与前端布料面相差150 mm,通过计算从落料点到前端布料面,炉料以16.6 °的倾角按照抛物线布料。部分炉料偏离正常的布料轨道,导致布料角度发生改变,引起炉料分布紊乱,导致气流发生改变,布料轨迹发生变化,高炉边缘、中心两道气流受阻,最终导致炉况恶化,同时也解释了前期上部调整没有效果的原因。

图3 新旧溜槽对比
2.3 堵风口,缩小风口面积
处理炉况失常,炉缸不活,采取上部调节无效时,要及时缩小风口直径或者临时堵少量风口[2]。利用检修机会,缩小3#、13#风口直径(φ115→φ110),风口送风面积由原来的0.1487 m2缩小到0.147 m2。同时堵4#、12#风口,以达到增加鼓风动能,吹透中心,活跃炉缸的目的。随着高炉炉况逐步好转,根据炉况恢复进程和风量使用情况,10日白班捅开12#风口,13日白班捅开4#风口。
2.4 采取放边缘的措施
根据以往更换溜槽经验使用新溜槽矿焦角度同档外移2°,但本次更换溜槽后布料模式没有做调整,目的就是发展边缘洗掉粘结在炉墙上的炉料,消除炉身中下部结厚。
2.5 控制上限风量,提高基础炉温
根据炉况恢复进程逐步放宽上限风量,并随着炉缸温度与渣铁流动性好转逐步降低基础炉温,由最初的0.80%逐步降到0.60%(见图4)。
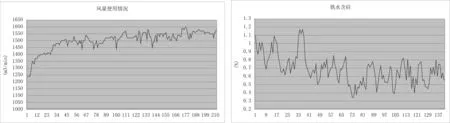
图4 高炉处理过程中风量、炉温控制
3 效果
通过调整,到9月17日高炉恢复正常水平。本次高炉调整历时半个月,通过各方面努力高炉逐步走出困境,各项指标在逐步恢复正常水平。
3.1 炉顶气流分布合理
从图5可以看出调整前后炉顶成像变化较为明显。调整后两道气流分布较好,中心气流强劲,边缘有气。

图5 调整前后炉顶成像
3.2 高炉炉体温度逐步上行,恢复正常水平
图6是可以看出炉腹、炉腰水温差上升较为明显从起初的2℃逐步上升到10℃,说明相应部位的炉墙结厚现象有所改善,操作炉型趋于合理,边缘气流发展,炉况逐步恢复正常水平。

图6 炉腹、炉腰水温差走势
3.3 炉顶温度趋于合适水平,炉喉四点温度均匀性有所好转
图7可以看出炉顶温度逐步趋于合适水平,出管道期间四点温度较高,调整后气流改善四点温度逐步回归正常水平,高炉煤气利用改善,间接还原增加,炉缸热量充沛。随着边缘气流发展炉喉四点温度均匀性好转,圆周工作好转,气流分布合理。

图7 炉顶温度和炉喉温度走势
3.4 高炉各项技术经济指标逐步恢复到正常水平
随着炉况好转,高炉的各项指标均有不同程度的好转。利用系数逐步回升到正常水平,达到3.1 t/m3.d左右;入炉焦比逐步下降到合适水平,达到430 kg/tFe。指标的改善说明高炉已经逐步走出困境,下一步主要任务是继续优化指标。
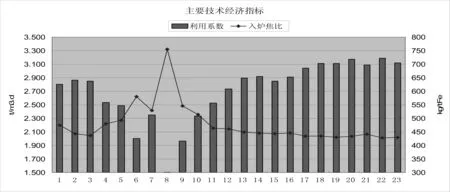
图8 9月高炉利用系数、入炉焦比走势
4 总结
本次炉况失常是整个系统的问题,中下部炉墙粘结造成边缘气流不足,上部布料紊乱导致两道气流受阻,下部炉缸堆积进一步恶化炉况。总的来讲还是边缘气流不足导致的,边缘气流不足是炉墙结厚的一个条件。炉墙结厚初期,通过发展边缘就可处理好,若初期未能发展边缘,结厚加重再发展边缘,就不起作用了,就必须加洗炉料洗炉。高炉失常时间长,损失大[3]。后面高炉操作中要注意以下几点:
1、布料溜槽是炉顶设系统的关键部位,对高炉的影响较大。因此溜槽的管理、维护对高炉生产非常重要,要加强日常监控,做到早发现,早处理,避免炉况失常。
2、高炉炉体的维护是至关重要的,要根据各部位水温差发展趋势及时采取措施进行调整。尤其是上部冷却壁漏水的高炉,一定要控制好漏水冷却壁的进水量,否则引起炉墙粘结是比较难处理的。
3、高炉生产中气流的调整原则要以中心气流为主,一定要兼顾边缘气流,要保证两道气流。
[1] 周传典.高炉炼铁技术手册[M].北京:冶金工业出版社,2003
[2] 王筱留.高炉生产知识问答[M].北京:冶金工业出版社,2005
[3] 刘云彩.高炉布料规律[M].北京:冶金工业出版社,2005
[4] 赵淑文.马钢13号高炉开炉及快速达产生产实践[J].安徽冶金科技职业学院学报,2015,1
Abnormal Conditions Measurements on Ma Steel No.10#BF
SUN Shu-feng
The material collapsed on Ma Steel No. 10# blast furnace in Sep. of 2'016. And it was difficult to recover balst furnace production. Through studying and anylyzing seasons the proper measurments have been taken which integrated inside and outside measurments and adjusted top and bottom parameters. After half month the furnace's production was recoverd back to normal level gradually.
Blast Furnance;materal collapse;abnormal conditions;produciton
2016-10-31
孙树峰(1978-7),男,马钢股份公司第三炼铁总厂,炼铁工程师。
TF543+.1
B
1672-9994(2016)04-0013-04
