声致薄壁管道破坏抑制机理及实验研究*
2017-01-10李朝峰东北大学机械工程与自动化学院
李朝峰/东北大学机械工程与自动化学院
胡永 武斌 蒋硕 肖忠会/沈阳鼓风机集团股份有限公司
声致薄壁管道破坏抑制机理及实验研究*
李朝峰/东北大学机械工程与自动化学院
胡永 武斌 蒋硕 肖忠会/沈阳鼓风机集团股份有限公司
本文将Helmholtz共振吸声结构应用于压缩机降噪与振动控制中,研究了共振吸声阵列结构的设计理论,并设计和加工了相应的扩压器和管道实验器。通过多方案的对比实验,验证了设计理论的正确性和实验器的有效性。研究发现,Helmholtz吸声阵列结构对管道高频振动起到很好的抑制作用,且几乎不影响压缩机的工作效率。对高频宽范围内噪声起到了很好的消减作用,可以对声致破坏进行有效治理。最高可降低声压级约26dB,最低也在7dB左右,平均声压级可降低约10dB。
减振降噪;扩压器;共振吸声;工作效率
1 概述
近些年某型PTA机组在出口处管路出现较大裂纹,导致机组不能正常运行。根据以往的经验在现场将周围支撑加固均得不到有效抑制。经相关测试发现试车时在关键位置出现高频过幅振动。管道破坏情况如图1所示。鉴于国内对该类问题的研究较少,有必要对此问题进行展开调查及理论实验研究。
据文献调研,在上世纪90年代,NGTL公司在机组运行的过程中,出现过多次的管壁高频振动情况[1],出现问题的管道均为压缩机出口临近管段。同时出现过振动失效情况。在1994年,该公司工作人员先后经过五次科研研究,最终得出结论:叶通频率高幅值振动是管道破坏的主要激励源。2008年3月,加拿大北塔公司一管线泵站的三台改型的离心压缩机,在排气侧仪器仪表位置经常因振动发生失效破坏[2-3]。直至2010年初,分析发现,叶片通频率激励是引起振动破坏的主要原因,而非旋涡脱落引起的强迫振动破坏。2009年3月,SIEMENS公司H721-MCO1404机组出口管道出现异常振动[4],振动频率主要集中于叶通频率(BPF)处,当时的解决方案是把叶片扩压器改为无叶扩压器。在2010年12月期间,SIEMENS公司一整体式齿轮压缩机在试车时第一级出口管路出现振动,测试发现主要振动频率为叶片通过频率,对此SIEMENS公司同样采取去除一级扩压器叶片的措施来降低管道振动,且修改后,振动幅值减少非常明显。2005年,日本早稻田大学也对该类问题进行了一定的研究[5-8]。提出了锥形叶片扩压器的详细结构参数方法,可有效降低整体噪声,而性能还几乎不受影响。2011年,国内生产的一台PTA机组出口管道出现高频振动破坏情况,最终采用半高扩压器成功解决问题。2009年,中国航空动力机械研究所通过对叶片扩压器出口附近加设抽吸嘴[9-10],来改善扩压器内部流场,使分离气流重新附着在扩压器叶片上,以达到增大扩压器总压恢复系数和稳定离心压缩机的工作范围的目的。2006年,GE公司设计一异型扩压器叶片[11],目的为减小扩压器内部沿吸气面的流动分离区。避免降低机组效率和对压缩机及下游设备的破坏。
除了以上从改造扩压器角度以降低振动噪声的办法外,2001年,美国德莱赛兰(Dresser-Rand)公司的气动热动力学部的主管LIU[12-17],在2001年第30届透平机械论坛上发表了自己关于利用亥姆霍兹共振器阵列来进行消声和减弱离心压缩机管道振动的思路。通过在扩压器壁面上设计的亥姆霍兹共振器阵列,非常有效地降低了噪声水平,特别是在叶通频率附近起到的效果尤为明显。

图1 某压缩机出口管道破坏情况图
综上,关于薄壁管道的高频振动抑制问题,出现的时间与主要解决措施可归纳为以图2所示。从图2中可以看出对于管道高频振动问题的抑制问题大多采用无叶扩压器或半高扩压器的办法来进行振动抑制,也有日本公司采用修改扩压器叶片的办法来进行振动抑制工作,而美国德莱赛兰公司采用共振吸声结构来进行被动消声处理,该方法理论上不会降低压缩机工作效率,且不影响压缩机的设计工作,因此值得进行深入研究。本文基于此减振措施展开理论和实验研究。
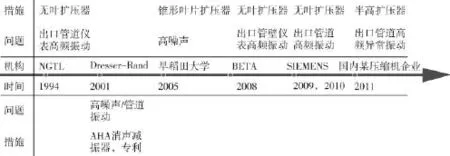
图2 离心压缩机用管道高频振动抑制措施图
2 共振吸声结构与共振吸声原理
如图3(a)所示,一个刚性空腔和一个连通外界的颈口组成Helmholtz吸声器。单腔共振吸声结构可以等效为一个单自由度振动系统,如图3(b)所示,空腔中的空气类似于一个弹簧,具有一定的声顺Ca(与声弹性Ka互为倒数关系);颈口处的小空气柱类似于声质量Ma;当声波入射到颈口时,在颈口处产生摩擦阻尼-声阻Ra,形成一个等效声学振动系统。设空气柱的宽度为x,截面积为S,空腔体积为V,则Ma=ρ0x/S,Ca=1/Ka=V/ρ0c02(ρ0是介质密度;c0是介质中声速)。从图3(b)所示的单自由度振动系统可以得到单腔共振吸声结构的共振频率为
即当声场中输入频率f=fr时,共振吸声结构发生共振,此时吸声系数达到极大值。

图3 单腔共振吸声结构示意图
如果在主管道上增加一Helmholtz吸声器作为旁支,这时主管道的声强透射系数为
从上式可知:TL随频率比z增大而迅速减小,β值越小消声频带越窄,因此为了扩展消声频带,必须选择足够大的β值。
根据以上理论可设计出穿孔板共振吸声结构,如图4所示。穿孔板的吸声特性取决于板的厚度、孔径、穿孔率、板后空气层厚度等因素。穿孔板共振吸声结构的共振频率为
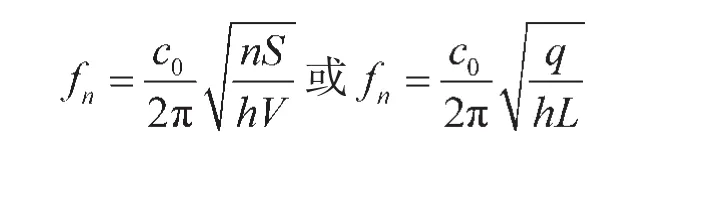
式中,n为穿孔板孔数;h为穿孔板厚度;S为单孔截面积;L为穿孔板后空气层的厚度;q为穿孔率,即穿孔面积在总面积中所占百分比。
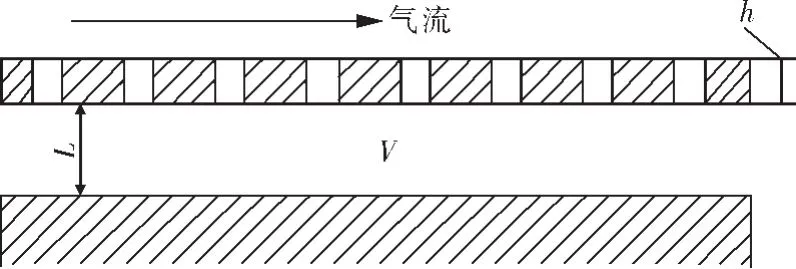
图4 穿孔板共振吸声结构示意图
为了扩展消声频率范围,也可在主管道上装上共振频率各不相同的多个共振吸声器。
3 实验器设计及测试方案
选定某高速台位进行实验,其叶通频率约6 100Hz。为方便叙述,后文中符号如下:AHA(Acoustic Helmholtz Array,赫姆霍兹共振阵列);P(Pipe,管道);D(Diffuser,扩压器)。
根据前面理论,及实验台位结构尺寸,设计得到一组AHA扩压器和AHA管道,实物图分别如图5和图6所示。其中AHA扩压器在实验中替换原来全高扩压器,而AHA管道替换压缩机出口一段管道,并和原全高扩压器实验效果进行对比。

图5 AHA扩压器实物图

图6 AHA扩压器实物图
在实验过程中计划对图7中所示测点位置进行振动和噪声的测量。如图中所示共设置8个测点,以保证测试结果的充足可靠。测试时对原全高扩压器情况和无叶扩压器情况进行测试并进行结果对比。
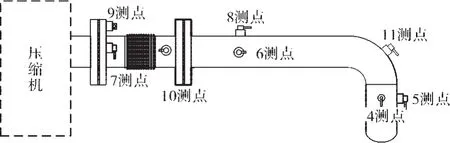
图7 管道测试示意图
4 测试结果与分析
本测试中,由于在设计实验器时是根据叶通频率设计的,因此在对比减振降噪效果时主要关心叶通频率处的对比效果。
4.1 加AHA实验器后管道振动测试
如图8所示为流量点6(额定流量)下各测点叶通频率处振速,涉及实验工况分别为全高叶片扩压器、无叶扩压器、AHA全高扩压器、以及AHA全高扩压器+AHA出口管道。从图中可以看出,在各测点处,对于全高叶片扩压器来讲,除了测点7,8处外,其在叶通频率处幅值远大于其它集中实验方案,特别是在测点4,5,6处表现最为明显;对于AHA.P和AHA.DP两方案,除测点7,8外,两方案在叶通频率处的振速远小于全高叶片扩压器方案,而对于无叶扩压器方案各测点振速均不大,因此,根据图中结果可基本断定AHA方案的减振降噪效果介于无叶和有叶扩压器方案之间,且接近于无叶扩压器方案。另外,需要注意的是在测试时由于改造后管道为不锈钢管道,导致传感器不能很好地吸附在管壁上,对实验结果稍有影响。

图8 流量点6下各测点叶通频率处振速图
4.2 加AHA实验器后管道噪声测试
如图9所示为流量点6(额定流量)下各测点叶通频率附近中心频率6 309Hz处声压级对比,涉及实验工况分别为全高叶片扩压器,AHA全高扩压器,以及AHA全高扩压器+AHA出口管道。
从图9中可以看出:在各测点处,全高叶片扩压器、AHA.D和AHA.DP三种方案的声压值均依次降低,这说明AHA实验器均起到了相应的减振降噪作用。相对于全高叶片扩压器方案,AHA.D方案最低降低7.49dB,最高降低16.23dB;AHA.DP方案最低降低18.03dB,最高降低26.60dB;这说明AHA扩压器+AHA管道对噪声的降低起着非常大的作用,也说明设计是有效的。
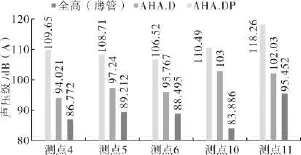
图9 流量点6下各测点6 309Hz频率处声压级图
4.3 同测点处不同方案下噪声频谱图对比
这里从频域的角度对噪声降低效果进行对比分析,限于篇幅仅对测点10和11处噪声的频谱图进行对比。
如图10为测点10噪声在不同方案时的频谱图,从图中可以看出AHA扩压器+AHA管道方案所测得的频谱图。相对于另外两种方案,频谱图幅值非常低,AHA扩压器方案相对于全高扩压器也降低了很多。特别是在叶通频率处,AHA扩压器方案由全高叶片约8Pa降低到了2Pa,而AHA扩压器+AHA管道方案更是降低到了几乎为零的幅值。
图11为测点10声强在不同方案时的频谱图,从图中可以看出AHA扩压器方案相对于全高扩压器有一定的降低,但趋势基本还是一致的。而AHA扩压器+AHA管道方案则在2 200Hz以后基本是全面降低。且降低的量值较大。甚至低于中低频频率处声压。

图10 测点10声压频谱对比图

图11 测点10声压频谱对比图
如图12为测点11声压在不同方案时的频谱图,从图中同样可以看出AHA扩压器+AHA管道方案所测得的频谱图,相对于另外两种方案,频谱图幅值非常低,AHA扩压器方案相对于全高扩压器也降低了不少。特别是在叶通频率处,AHA扩压器方案由全高的约6Pa降低到了3Pa,而AHA扩压器+AHA管道方案更是降低到了几乎为零的幅值(其它大部分也几乎降到了0)。
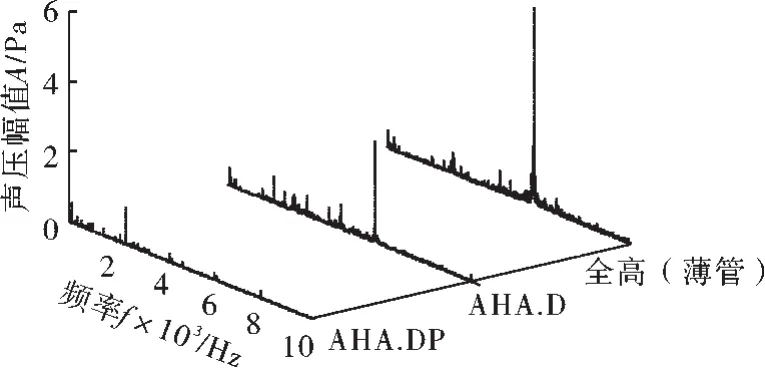
图12 测点11声压频谱对比图
如图13为测点11声压在不同方案时的频谱图,从图中可以看出AHA扩压器方案相对于全高扩压器有一定的降低,但趋势基本还是一致的。而AHA扩压器+AHA管道方案则在4 000Hz以后基本是全面降低。且降低的量值较大。因此,可认为AHA方案对于稍远管道处的管壁的降噪也是有较大的作用。
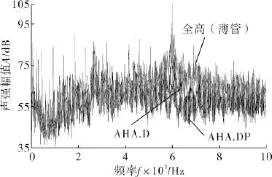
图13 测点11声压频谱对比图
通过测点10和测点11处噪声的频谱图对比可以看出,将AHA实验器应用于压缩机以降低噪声是完全可行的。
5 加AHA实验器后机组性能对比
如图14为AHA实验器后和无叶、半高及全高扩压器时机组的效率对比图。
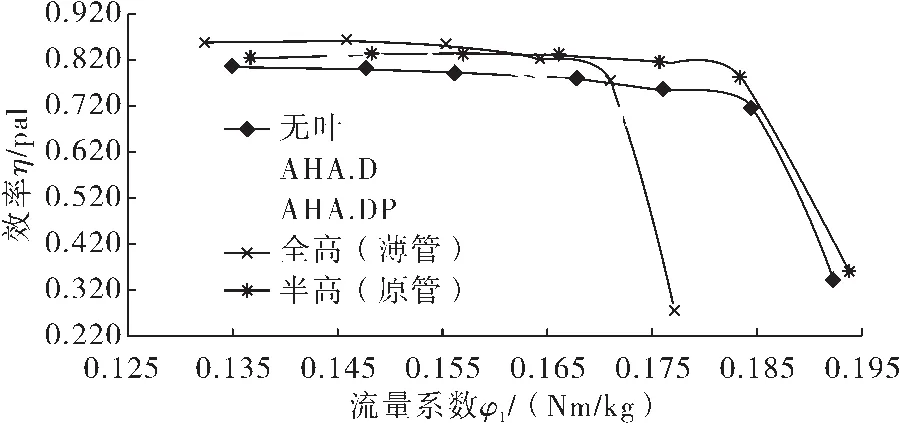
图14 加AHA实验器后机组性能对比图
从图14可以看出,在额定工作点附近,加装AHA方案时,效率和全高扩压器相比稍低,差值在1%以内,但比无叶扩压器和半高扩压器时要高。据文献所述,AHA扩压器对机组的性能的影响可以忽略不计,两者几乎重合,初步这与扩压器加工时的精度有关,本实验器在加工时由于件较小,加工时容易配合不好。另外从AHA扩压器和AHA扩压器+AHA管道两种方案的性能对比来看,影响性能的也很有可能是扩压器而非AHA管道,因此,可基本判断AHA吸声孔对性能应是没有影响的(后期发现有密封不严易漏气的缺陷,可通过提升加工精度解决)。另外从图中可以看出半高和无叶扩压器方案虽然拓宽了机组的工作范围,但降低了工作效率,且半高扩压器方案的工作效率要稍高于无叶扩压器的工作效率。
5 结论
本文重点研究了Helmholtz吸声器原理在离心压缩机扩压器和出口管中的应用。给出了设计的基本公式,并通过测试、对比分析验证所设计实验器的有效性。结论如下:
1)给出(AHA)噪声共振吸声阵列结构的计算公式,供该消声减振结构的设计使用。
2)通过实验研究,发现AHA结构对管道高频振动可以起到很好的抑制作用,且几乎不影响压缩机的工作效率。对高频宽范围内噪声起到很好的消减作用,可以对声致破坏进行有效治理。最高可降低声压级约26dB,最低也在7dB左右,平均声压级可降低约10dB,应引起重视。
[1]RW Motriuk,DP Harvey.Centrifugal compressor modifications and their effect on high-frequency pipe wall vibration[J]. Journal of pressure vessel technology,1998,120(3):276-282.
[2]Bill Eckert.Centrifugal compressor case study[C].Gas machinery conference.Phoenix:Beta Machinery Analysis,2010.
[3]Centrifugal Compressor Pulsation Vibration Problems[C].Phoenix:Beta Machinery Analysis,2010:1-4.
[4]Lux.Compressor inter-stage discharge pipe high vibration issue [Z].2011[2016].〈http://maintenanceforums.com/eve/forums/a/ t pc/f/3751089011/m/85420287663〉.
[5]Yutaka Ohta,Yasuhiko Okutsu,Takashi Goto.Aerodynamic performanceandnoisecharacteristicsofacentrifugal compressor with modified vaned diffusers[J].Journal of Thermal Science,2006,15(4):289-295.
[6]Takashi Goto,Eri Ohmoto,Yutaka Ohta.Noise reduction and surge margin improvement using tapered diffuser vane in a centrifugal compressor[J].Journal of Thermal Science,2010,19 (1):21-25.
[7]Yutaka Ohta,Naho Takehara,Yasuhiko Okutsu,etal.Effects of diffuser vane geometry on interaction noise generated from a centrifugal compressor[J].Journal of Thermal Science,2005,14 (4):321-328.
[8]Yutaka Ohta,Takashi Goto,Eisuke Outa.Effects of tapered diffuser vane on the flow field and noise of a centrifugal compressor[J].Journal of Thermal Science,2007,16(4):301-308.
[9]邹学奇,简卫斌,杨华斌,等.离心压气机叶片式扩压器:中国,200920314349[P].2009.
[10]杨华斌,邹学奇.一种叶片式扩压器[P].湖南:中国航空动力机械研究所,2010.
[11]Eric Richard Dillen,Anthony Holmes Furman,Daniel Edward Loringer,etca.Diffuser for centrifugal compressor:United States,US 7101151 B2[P].2006.
[12]Zheji Liu.Acoustic liner and a fluid pressurizing device and method utilizing same:Europe,EP 1356168 A1[P].2000.
[13]Zheji Liu.Acoustic liner and a fluid pressurizing device and method utilizing same:Europe,EP 1356168 A1[P].2003.
[14]Zheji Liu.Gas compression apparatus and method with noise attenuation:United States,US 6918740 B2[P].2005.
[15]Zheji Liu,D Lee Hill.Centrifugal Compressor Noise Reduction by Using Helmholtz Resonator Arrays[C].Proceedings of the 30th Turbomachinery Symposium.2001:17-20.
[16]Zheji Liu,D Lee Hill,Roman Motriuk.On Reducing Piping Vibration Levels:Attacking the Source[C].American Society of Mechanical Engineers,2002:1103-1109.
[17]Zheji Liu,Mark J Kuzdzal.Noise control of an 11,000 horsepower single stage pipeline centrifugal compressor[C]. American Society of Mechanical Engineers,2007:1489-1496.
[18]Chiel Schoeman.Noise attenuation device for a centrifugal compressor discharge or suction nozzle:United States,US 20100278635 A1[P].2010.
[19]Stephen M Price,Donald R Smith.Sources and remedies of high-frequency piping vibration and noise[C].proceedings of the 28th Turbomachinery Symposium.1999:189-212.
[20]JC Wachel,Scott J Morton,Kenneth E Atkins.Piping vibration analysis[C].Proceedings of Theghth International Pump Users Symposium.1990:119-134.
Inhibition Mechanism and Experiment of Damage to Thin Wall Pipes from AcousticVibrations
Li Chao-feng/School of Mechanical Engineering&Automation,Northeastern University
Hu Yong,Wu Bin,Jiang Shuo,Xiao Zhong-hui/Shenyang Blower Works Group M&C Tech.
For this paper,the Helmholtz resonance sound absorption structure was applied to the compressor in order to reduce noise and control vibrations.The designtheoryofthearraystructure's resonance absorption is studied,so the diffuser and experimental pipe apparatus are designed and processed.By comparing several schemes,the validity of the design theory and the experimental apparatus were verified.It was found that the Helmholtz sound absorption structure could control the high frequency pipe vibrations without any effect on the working efficiency the compressor's.The structure is helpful for goveringdamagecausedbysound, especially noises at high frequency ranges. The maximum sound pressure reduced is close to 26dB,and the minimum is about 7dB.The average amount of reduced sound pressure is more than 10dB.Further more, the need for the Helmholtz resonance sound absorption structure is suggested in actual engineering products.
vibration and noise reduction;diffuser;resonance sound absorption;work efficiency
TH452;TK05
A
1006-8155(2016)02-0017-06
10.16492/j.fjjs.2016.02.0142
国家自然科学基金面上基金(51575093);中央高校基金科研业务费专项资金(N140304002;N140301001)
2015-08-06沈阳110006
