SGMW焊枪自动化应用对比分析
2017-01-09潘涛
潘 涛
(上汽通用五菱汽车股份有限公司整车制造部,广西柳州545007)
SGMW焊枪自动化应用对比分析
潘 涛
(上汽通用五菱汽车股份有限公司整车制造部,广西柳州545007)
分析了气动焊枪和伺服焊枪在SGMW重庆工厂的大量应用情况,对比分析了两种自动化焊枪的原理及实际使用中差异。
气动焊枪;伺服焊枪;机器人
随着国内汽车工业的发展,汽车生产线的自动化程度越来越高,各种国外先进设备、先进技术的引进大大提升了各厂商的生产效率。汽车车身是汽车的主要部件,其生产以焊接工艺为主。现在较多汽车生产的车身焊接仍以点焊为主,少部分无法点焊完成的地方使用电弧焊。人工操作焊接车间工作环境差、工人劳动强度高、可达性低、焊接质量难保证等,使用机器人焊接优势明显。由于同一条生产线车型较多,柔性化生产需求更高,同时由于人工成本的增加,通过机器人的大量使用,生产线的车型管理系统控制,很容易解决多品种生产的焊接问题。
上汽通用五菱汽车股份有限公司(SGMW)重庆车身车间补焊线及下车体机器人工位是本公司在重庆工厂大批量使用机器人焊接的乘用车生产线,可实现多种车型切换生产的焊装线,其设计净产能为40JPH/H.其中机器人60台,全部为发那科机器人,其中补焊线40台使用小原伺服焊枪,下车体20台使用小原气动焊枪。
该补焊线符合多车型共线生产要求,车间车型识别AVI系统,通过工业Ethernet网络,将过线白车身数据实时传送给机运夹具系统和机器人系统,配合高速滚床和多车型柔性夹具,机器人系统可以实现多车型共线生产,如图1所示。

图1 机器人焊枪现场应用
为了保证机器人工艺布局的合理性、焊枪设计与产品设计的相配性,以及如何在有限的空间内合理地布置机器人的位置和高度,使机器人的动作最优化,本项目前期设计中采用ROBOGUIDE软件做了建模仿真,多次做优化设计,使得机器人单元能充分利用生产节拍时间尽可能地焊接更加多的点。如图2所示。
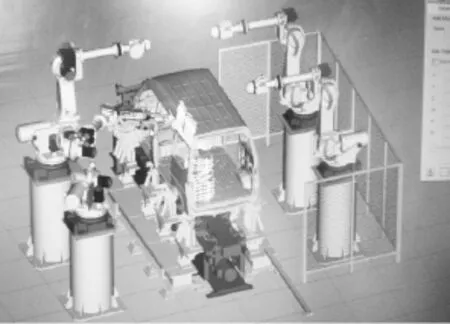
图2 仿真环境
下车体10台机器人做了两个版本的仿真分析,一个是用气动焊枪模拟方针,一个是用伺服焊枪模拟仿真,通过仿真对比,在同样的工艺布局及选择相同枪型的焊枪情况下,伺服焊枪的布局空间更加宽敞,气动枪狭小(气动结构偏大),同为40节拍时,气动枪的每台机器人焊点数为21~23点,伺服枪的每台机器人焊点数为25~28点。为进一步实践认证,最终下车体10台机器人选择了气动焊枪。通过近1年时间的生产验证,得出了伺服焊枪在生产节拍,运行维修等各方面是远好于气动焊枪了。本文也结合实际生产对两种焊枪作了进一步的比较,为后续项目选型提供了一定的参考。
1 焊枪基本原理分析
目前点焊以费用低、应用范围广等在汽车生产行业得到了广泛的使用。点焊大部分还是使用气动焊枪,虽然经过多年的改进,传统气动焊枪已经相对可靠稳定,但技术的不断发展,设备厂家间激烈的竞争促使各厂家对点焊质量和效率的要求不断提高,即要减少组装,调试,维修时间,降低费用,缩小体积,增加系统稳定性,实现与机器人系统的有效集成。这有效改进了新的焊枪驱动技术。其中由伺服电机驱动的伺服焊枪能使焊枪电极高精度定位和柔性焊接控制。
1.1 点焊基本原理
用尖端适当成型的电极将重叠的原材料夹住,将电流及加压力集中在比较小的部分,局部加热,同时用电极加压的电阻焊接称为点焊。一般包含:预压、焊接、保持和休止四个主要程序,某些特殊情况可添加附加程序。点焊过程中焊件局部受压会产生一些的形变,焊件间局部电流密度高,达到熔化形成焊点的目的。
1.2 气动点焊焊枪原理
气动焊枪,如图3所示,主要由气缸、变压器、电磁阀、支轴、电极臂等组成,多使用电磁换向阀控制气缸的前进和后退动作,电极的动作速度由节流阀控制。节流阀安装于气缸的进出气口处,电极压力由输入气源压力控制,单向节流阀串接在气路中,控制活塞的所有动作,使得气缸腔体内的气压升降及电极动作时间都会增加,这大大影响了焊接效率。如果调大节流阀出气量从而提高电极运动速度,会引起电极对板件冲击太大造成板件变形的缺点;如果使用带缓冲结构气缸,比较组装复杂,缓冲区的尺寸装配要精准,还要防止缓冲过快造成的高压冲击损坏气缸,但是在运动末端减速,可减少对板件冲击。
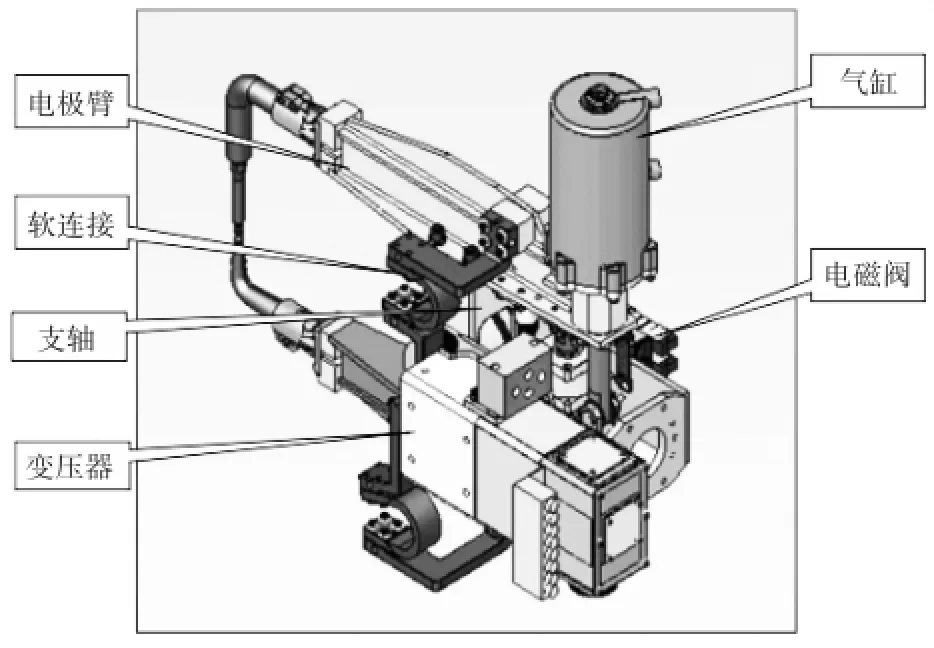
图3 气动焊枪
1.3 伺服点焊焊枪原理
伺服机器人焊枪,如图4所示,不是用以前的汽缸,而是用AC伺服马达、滚珠丝杠来控制加压力、电极打开间隔的焊枪,通过程序设定电极压力、速度、偏移量,转化为电机转矩、频率及脉冲数控制电机旋转动作,电机的旋转运动通过滚珠丝杠转换为直线导轨的直线运动[1]。
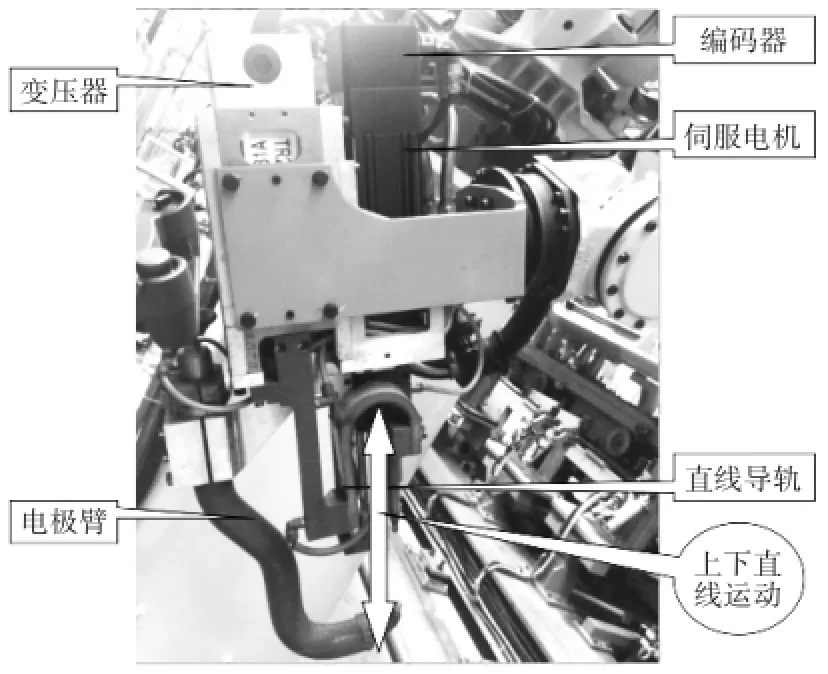
图4 伺服焊枪
2 焊枪本体对比
2.1 驱动比较
气动焊枪焊接压力由发那科机器人驱动SMC比例阀控制出气量大小控制压力。由焊接指令输出信号给SMC电磁阀动作控制焊枪执行动作。
伺服焊枪是作为发那科机器人的附加轴集成于机器人系统中,以TOLOMATIC伺服电机总成替换气动机构,在机器人系统中设定逻辑指令控制伺服控制器发出指令,控制伺服电机按照设定的位移量和速度动作。
在焊接中,气缸驱动气动枪,气动枪必须先执行关闭动作,收到行程开关反馈的关闭到位信号后才可以执行焊接动作,行程开关每次焊接都要有信号通断,长时间的动作容易失效,需要定期点检更换,而伺服焊枪是由发那科机器人附加轴伺服控制器控制,不会受开关等设备影响,减少了常规停机时间。但伺服焊枪如果报故障,故障类别较为复杂,程序参数设定、电机、编码器、电缆线,伺服控制器都可能是问题点[2]。
2.2 结构比较
基本焊枪总成主要由驱动单元(产生加压力的单元)、电极臂(把从变压器过来的电流输送到连接块)、零件安装板(固定电极臂、驱动单元、变压器。另外,托架也安装在这个部位)、电极柄(螺纹接头到电极帽的电气通道)、软连接(可动性二次导体,从变压器到下一个电气回路的电气通道)、变压器(转化来自控制箱的电流,变压器把交流转化为直流)、电极握杆(与连接块相连,向电极帽输送电流)和电极帽(向工件施压并提供电流)组成。
气动枪与伺服枪驱动部分与枪体的连接安装有很大的区别,一种为气缸连接,一种为伺服电机连接。气动枪气缸与枪体的连接相对简单,拆装便捷些。气动与伺服焊枪,如电极杆,软连接更换都不复杂,伺服枪的电机更换就繁琐的多,每次更换往往需要2 h以上。变压器的安装根据枪型不同,也有所区别。
3 实际应用对比
稳定。气缸动作只能在焊枪到达焊点上方后才能动作,不能提前动作[3]。
伺服焊枪的机械结构并不复杂,但是其主要的优势是在它的可控制性。在启动时伺服电机比气缸更快地达到所需的速度,并且速度可以保证。在接近板件的过程中,可以很容易地减速,来减低对工件的冲击。伺服枪可实现工件厚度检查功能,检查工件存在的同时并避免错误工件的焊接。当然此功能要保证有效,必须:(1)需进行伺服枪的自动调节应用;(2)齿轮比必须正确;(3)调试位置正确及电极帽在接触工件时没有间隙。由于伺服电机属于机器人的附加轴,运动时可以和机器人其
他轴一起动作,从而进一步减少焊接时间。
3.3 其他对比
伺服电机输出的稳定,受外部电压变化影响小,而气压受输入气压的变化影响波动大,对于不同的材料及板件厚度在焊接过程中优势明显,相比较伺服枪用电量要低的多,能源损失小。
对于多品种的柔性生产线,机器人自动换枪运用广泛,换枪过程相对复杂,机器人需要对新焊枪进行参数切换与记忆,频繁切换、设备磨损等时间长后会引起伺服焊枪故障,复位过程较复杂,处理时间长。对于使用人员在机器人操作上有非常高的要求。
从成本上比较,前期投入每把伺服焊枪要比气动焊枪贵1.5万元,但从后期长时间的运行成本、能源损耗、备件费用等考虑,伺服焊枪每把要比气动焊枪的总体费用要少的多。如表1所示。
3.1 预压时间对比
从实际生产中测量发现,气动焊枪的预压时间大约为0.6 s,而伺服焊枪则仅用了0.2 s预压时间。伺服焊枪完成一个焊点就可以快0.4 s.相对于一台车的几千个焊点,每个焊点节省0.4 s的焊接时间对过程生产率的提高就非常重要,另外可编程电极行程和速度也可以缩短多个焊点的预压时间,这也可以提高焊接利用率。
3.2 可控性对比
气动焊枪一旦气缸开始运动,电极运动的速度是不可控的。其速度和气路大小,焊枪构造等都有直接关系。运动的速度太快,对板件的冲击的力量也很大,电极帽磨损也越大,很容易造成机械结构的提早老化。气缸要消除这个状况,一般可以使用软接触的方式来解决,但是因为没有速度控制,效果并不是很
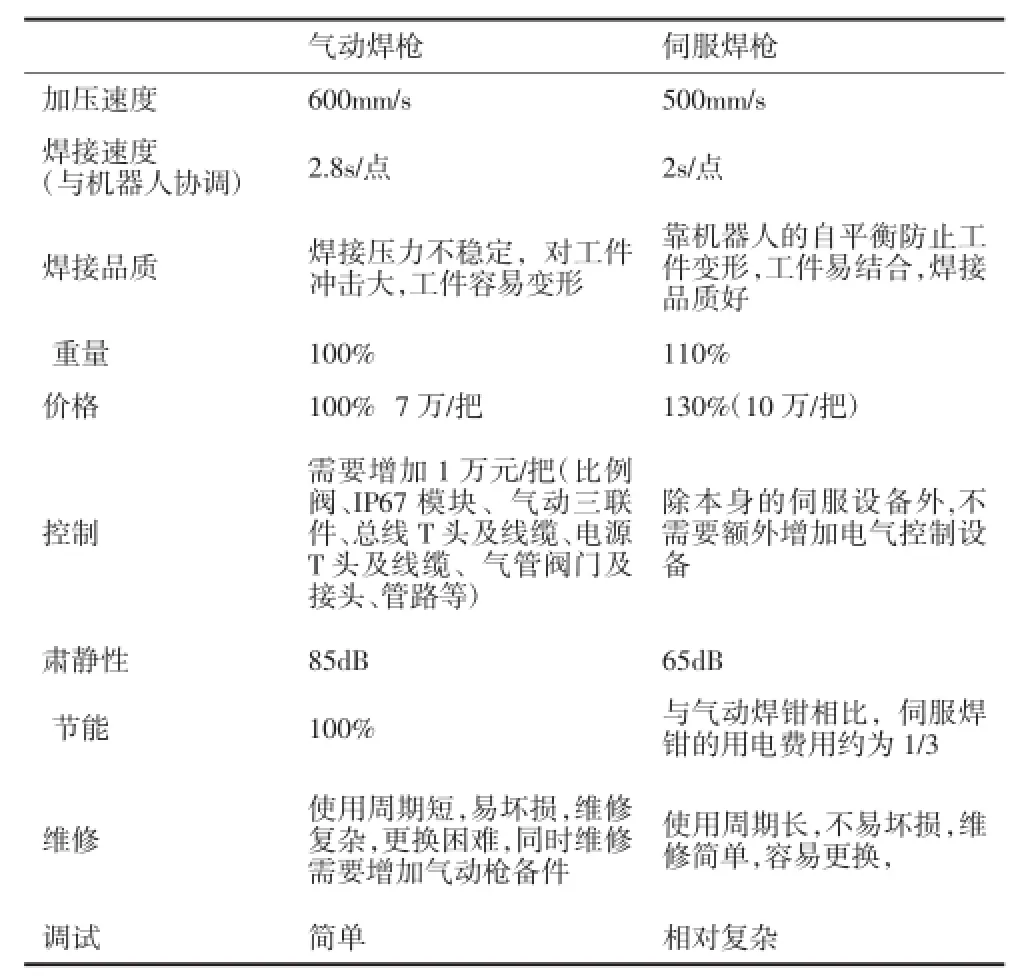
表1 气动焊枪和伺服焊枪的其他对比
4 结束语
本文就SGMW在用的机器人气动焊枪和伺服焊枪进行了对比分析,结果表明:伺服焊枪的优势明显。伺服焊枪能够提高焊接的生产率,也为过程监控、诊断和补偿提供了很好的帮助。伺服焊枪可以得到焊接过程中所需的锻压力,可提高焊点质量,有利于改善工作环境。其故障率低,大大降低了设备维修费用及减少停线时间。虽然伺服焊枪元件价格较高,然而从长远的眼光出发,伺服焊枪优点更加突出,是值得信赖的。
[1]张延松.伺服焊枪技术在汽车车身制造中的应用研究[D].上海:上海交通大学,2013.
[2]谢诚侃.浅谈气动焊枪与伺服焊枪在实际使用及维护中的优缺劣比较[J].中国新技术新产品,2013(10):29-30.
[3]苏国强.气动点焊伺服焊枪故障模式及对策研究[D].南京:南京理工大学,2012.
Analysis and Application of Gun Automatic Contrast in SGMW
PAN Tao
(SAIC GM Wuling Automobile Limited by Share Ltd Vehicle Manufacturing Department,Liuzhou Guangxi 545007,China)
Introduced the air gun and servo gun in a wide range of application of SGMW chongqing factory,comparison and analysis the principle of two kinds of automatic welding torch and differences in practical use.
air gun;servo gun;robot
TP23
B
1672-545X(2016)11-0185-03
2016-08-14
潘涛(1982-),男,广西桂林人,本科,工程师,研究方向为汽车生产线自动化设备控制技术研究。