立式捏合机桨叶结构参数对扭矩和功率特性的影响①
2017-01-05李锡文詹小斌
梁 建,李锡文,詹小斌,杨 红
(1.华中科技大学 机械科学与工程学院,武汉 430074;2.数字制造装备与技术国家重点实验室,武汉 430074;3.武汉工程大学 化工装备强化与本质安全湖北省重点实验室,武汉 430205)
立式捏合机桨叶结构参数对扭矩和功率特性的影响①
梁 建1,2,李锡文1,2,詹小斌1,2,杨 红3
(1.华中科技大学 机械科学与工程学院,武汉 430074;2.数字制造装备与技术国家重点实验室,武汉 430074;3.武汉工程大学 化工装备强化与本质安全湖北省重点实验室,武汉 430205)
立式捏合机搅拌桨叶由空心桨和实心桨组成,桨叶对混合物料的捏合与搅拌作用需要消耗扭矩和功率。以1 L两桨立式捏合机为研究对象,采用Fluent计算流体力学软件仿真,分析了桨叶(空心桨、实心桨)结构参数(桨桨间隙、桨叶螺旋角)对桨叶扭矩和功率特性的影响。结果表明,减小桨桨间隙或增加桨叶螺旋角,均可使空心桨叶消耗扭矩增大,导致捏合机功率输入增大;减小桨叶螺旋角,可增加桨叶捏合螺旋面积,延长桨桨捏合区桨叶对混合物料的捏合作用时间。桨桨间隙取1.5~2 mm时,桨叶螺旋角取35°消耗功率最小;桨桨间隙取1 mm时,桨叶螺旋角取45°消耗功率最小。
立式捏合机;桨叶;扭矩;功率
0 引言
捏合机用于食品与化工等领域,适用于高粘、高固含量物料的制备。桨叶需要消耗扭矩和功率克服物料粘性阻力和摩擦阻力对其进行强烈的挤压和剪切,以达到物料混合均匀的目的[1]。桨叶结构参数主要有桨桨间隙和桨叶螺旋角,其结构参数的变化关系到桨叶对物料的挤压和剪切作用强度,进而影响物料的混合效率。
对固体推进剂而言,用于其生产的捏合机主要有卧式和立式,2种捏合机由防爆电机或液压马达经齿轮箱驱动桨叶运动。相比卧式捏合机,立式捏合机可有效减少或避免混合物料与轴封和密封圈接触等优点,提高生产安全性[2-3]。立式捏合机桨叶型面属复杂曲面,其设计计算主要靠实践经验,缺乏理论分析与可靠性计算[4-5]。随着计算机性能的提高,有限元分析方法为立式捏合机桨叶结构强度分析和混合釜流场特性的研究提供了可行性[6-9]。易朋兴等[1,10]采用软件CFX 10.0,对100 L立式捏合机桨叶结构参数和功率特性进行了仿真研究,其仿真边界条件将桨叶公转运动等效为混合釜自转运动,与实际有区别。张嘉琪等[7-8]对1 L两桨立式捏合机进行了流场可视化实验研究与CFD仿真分析,但其并未涉及到桨叶扭矩与功率消耗问题。而詹小斌等[6]对立式捏合机桨叶进行了静力学优化设计。Coesnon B等[11]采用虚拟有限元法(Virtual Finite Element Method, VFEM)仿真,分析了三桨捏合机功率消耗与桨叶相对位置关系,但其并未研究桨叶几何参数对功率消耗的关系。
桨叶结构参数作为立式捏合机设计的重要指标,其具体值的选取关系到捏合机的混合效率与功率。行星式搅拌机相比传统定轴转动搅拌机,其桨叶运动复杂[12-17]。Auger F等[18]实验研究了行星式面粉混合机功率特性,得出常数Kp值由雷诺数和功率准数决定。Tanguy P A等[19]通过对比功率准数对仿真结果进行验证,采用软件PLOY3DTm,分析了双行星搅拌机桨叶物料的分散机理。Zhou G等[20]实验研究了非牛顿流体及物料粘弹性对行星搅拌机功率特性的影响。Delaplace G等[21]实验研究得出,行星式混合机基于桨尖最大速度的雷诺数和混合时间准数与传统定轴转动混合机雷诺数和混合时间准数相一致。André C等[22]实验研究了桨叶自转公转比对物料混合效果的影响,得出混合机的功率消耗与物料类型有关。
综上可知,现有研究中关于立式捏合机桨叶结构参数对桨叶扭矩和功率特性的影响研究较少。本文采用Fluent软件,对1 L两桨立式捏合机进行了三维模型仿真研究,分析了捏合机桨桨间隙、桨叶螺旋角对桨叶扭矩和功率特性的影响,桨叶自转公转运动由UDF DEFINE_CG_Motion宏加载,采用动网格实现桨叶运动过程中网格重构。本研究可为立式捏合机的放大与设计提供参考。
1 仿真模型与实验验证
1.1 仿真计算模型
立式捏合机搅拌桨叶由空心桨和实心桨组成,捏合机三维模型如图1所示。其中,3个捏合区分别为桨桨捏合区(Ⅰ)、桨壁捏合区(Ⅱ)、桨底捏合区(Ⅲ)。捏合机行星式齿轮箱结构简图如图2所示。仿真模型主要工艺参数和结构参数如表1、表2所示。

图1 混合釜内捏合区分布Fig.1 Distribution of kneading regions inside the mixing tank

图2 捏合机行星齿轮箱简图Fig.2 Diagram of the kneading mixer’s planetary gearbox表1 模型主要工艺参数Table 1 Main processing parameters of the model
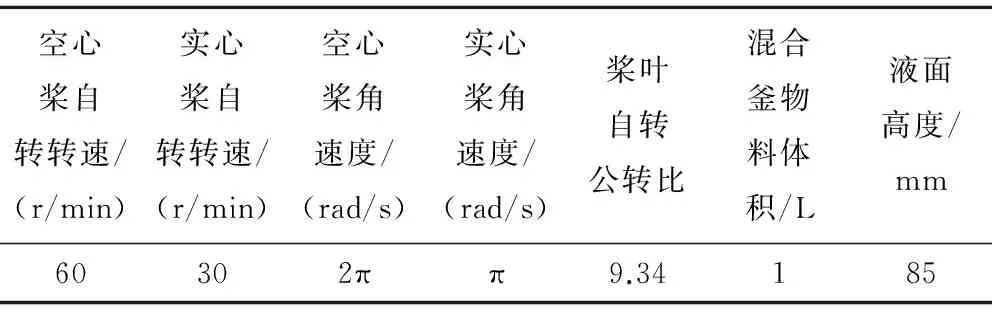
空心桨自转转速/(r/min)实心桨自转转速/(r/min)空心桨角速度/(rad/s)实心桨角速度/(rad/s)桨叶自转公转比混合釜物料体积/L液面高度/mm60302ππ9.34185
仿真计算过程中,桨叶被视为刚体,混合釜壁面被视为静止。立式捏合机三维网格模型如图3所示,空心桨、实心桨在捏合区(Ⅰ)处挤压应力分布云图如图4(a)、(b)所示。

表2 模型主要几何参数Table 2 Main geometrical parameters of the model mm
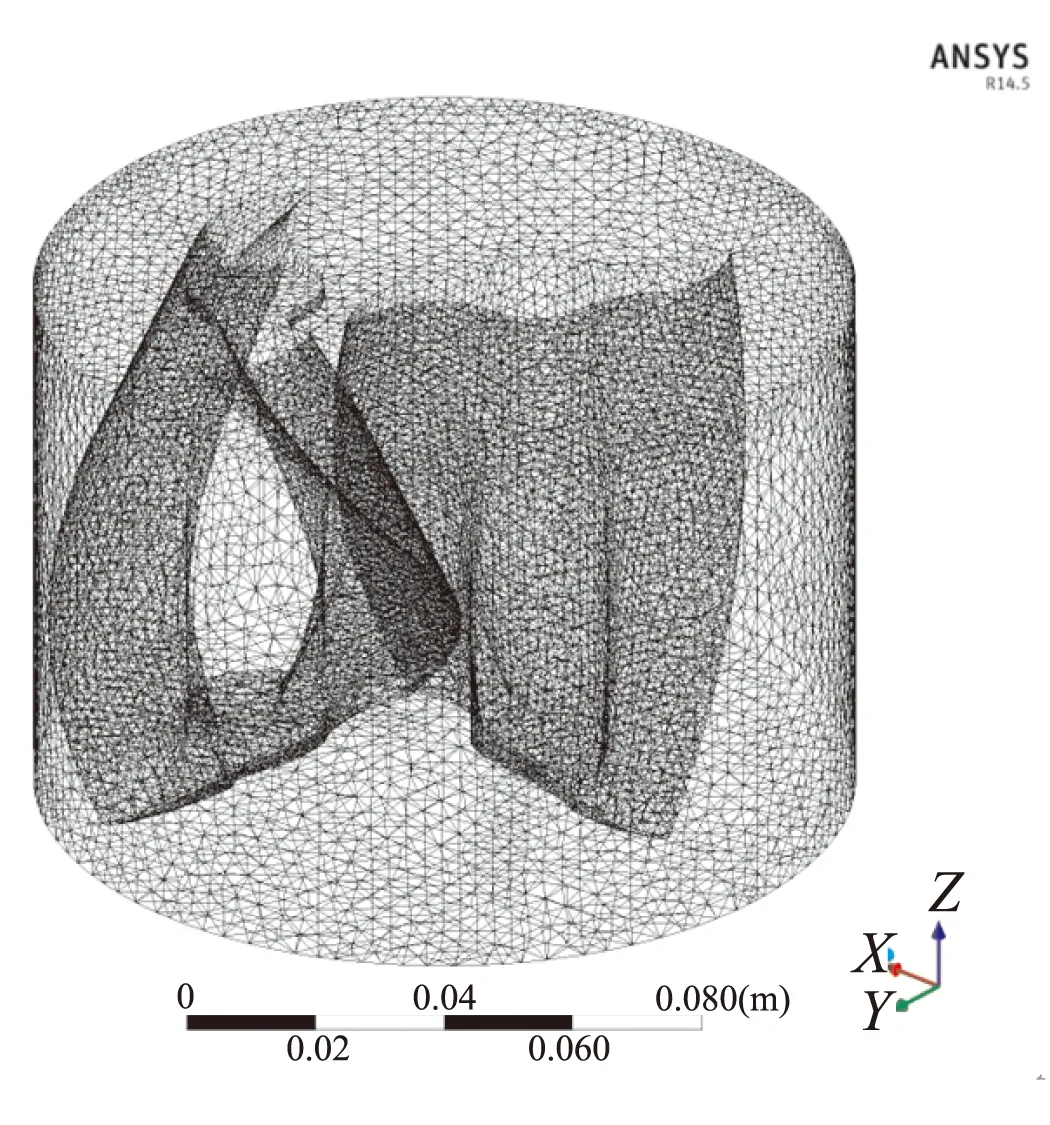
图3 立式捏合机三维网格模型Fig.3 3D mesh model of the vertical kneading mixer
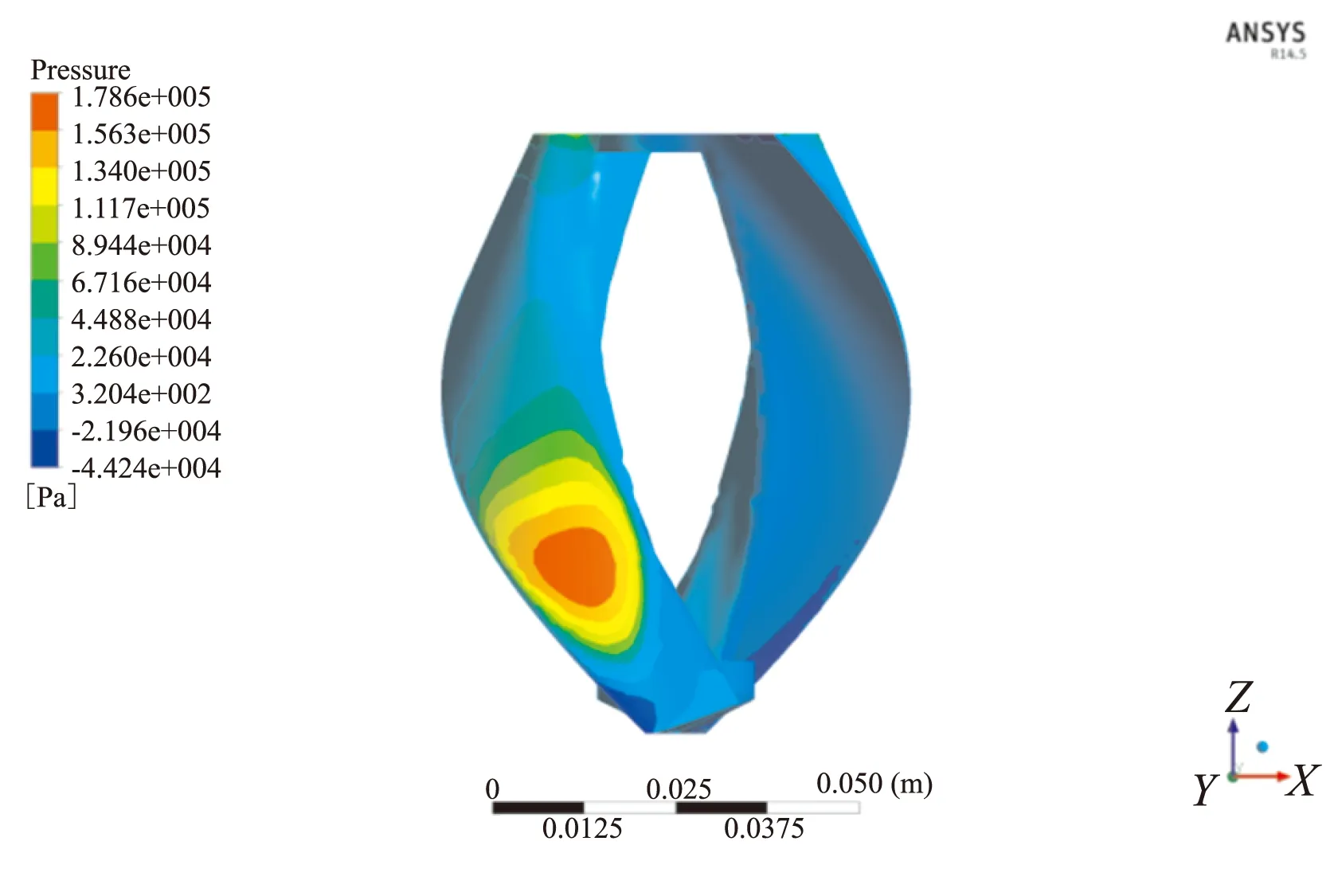
(a)空心桨
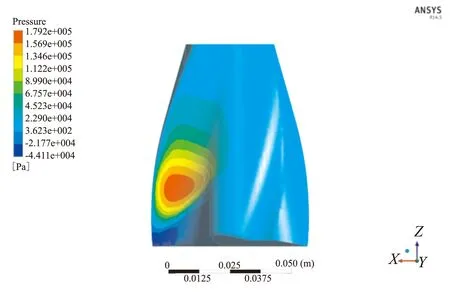
(b)实心桨图4 桨桨捏合区挤压应力分布云图Fig.4 Distribution of extrusion stress contours within blade-blade kneading region
1.2 仿真模型验证
在仿真计算之前,需对仿真模型进行实验验证。仿真模型验证采用Auger F等[18]实验数据,其以NpM、ReM表征混合机功率和桨叶转速,具体物料特性和工艺参数详见文献[18]。

(1)
(2)
(3)
(4)
(5)
式中ReM为修正雷诺数(Metzner-Otto Reynolds number);ρ为密度,kg/m3;uch为桨尖速度,m/s;dG为桨叶公转运动直径,m;μ为粘度,Pa·s;NpM为修正功率准数;P为功率,W;N为桨叶转速,rev/s;Γ为扭矩,N·m;ω为桨叶转动角速度,rad/s;NG为桨叶公转转速,rev/s;NR为桨叶自转转速,rev/s;dR为桨叶自转运动直径,m。
仿真物料为均匀混合物,物料流态为层流,方程求解采用压力-速度耦合SIMPLE方法,压力方程和动量方程均采用二阶迎风格式离散,收敛残差值为10-6,瞬态计算时间步长取0.001 s,每步最大迭代次数为20次。

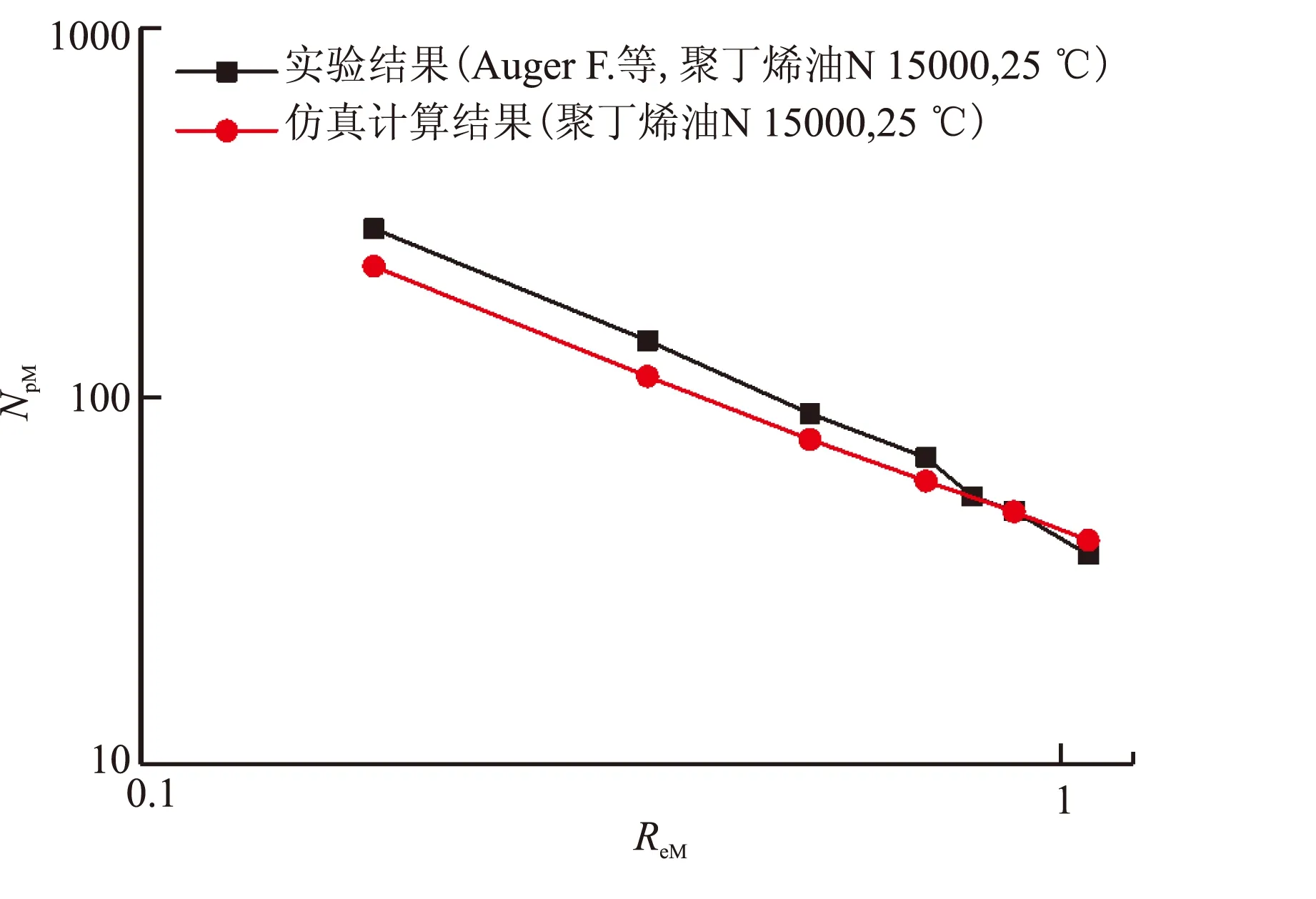
图5 实验与仿真结果对比Fig.5 Comparison between experimental and numerical results
2 结果与讨论
混合物料的非牛顿特性及物料粘弹性对混合机功率特性的影响较小[20],立式捏合机仿真物料为非牛顿流体,其密度ρ=1 821.5 kg/m3,动力粘度μ=170.3 Pa·sn,非牛顿指数n=1.5[23]。
仿真计算假设条件:壁面绝热无滑移;混合物料不可压缩;考虑重力影响;搅拌混合过程中物料充满整个流场,且忽略液面高度变化的影响。
桨叶边界的运动使网格发生拉伸和压缩变形,变形量超过设定阈值后,网格进行重构,调整动网格相关设置参数,将网格数量控制在267 495~320 401。
桨桨间隙2 mm、空心桨自转转速60 rpm时,桨叶扭矩和功率曲线如图6所示。由式(1)可知,桨叶功率为桨叶扭矩与桨叶角速度的乘积。从图6可知,扭矩值和功率值呈现周期性变化,周期T=1 s(即空心桨自转周期),在1.1 s+nT(其中,n=0,1,…)时刻,空心桨和实心桨扭矩和功率处于峰值。
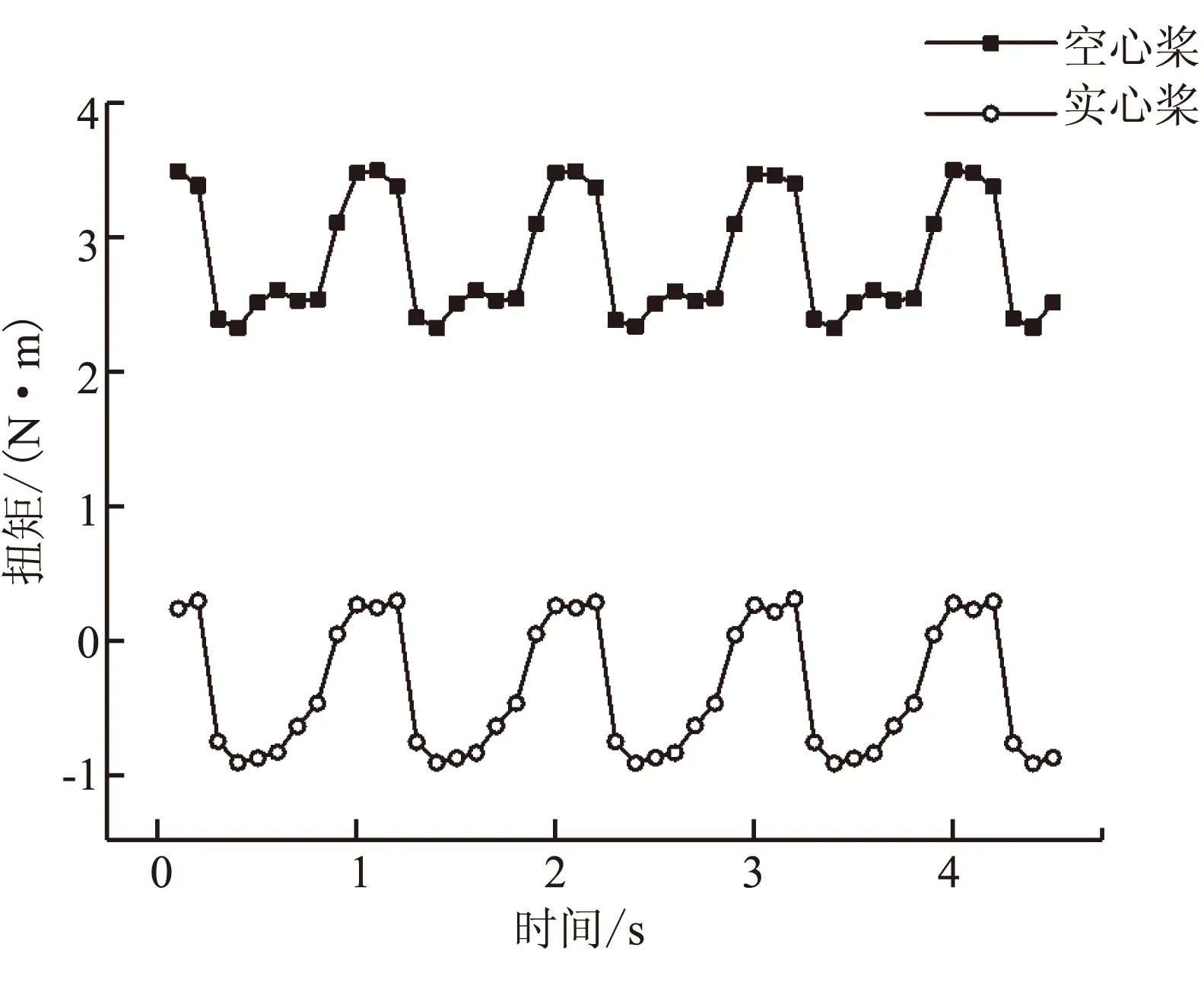
(a)扭矩曲线

(b)功率曲线图6 桨叶扭矩值和功率值随混合时间变化情况Fig.6 Torque and power of blades under different mixing time
由图6(a)可知,立式捏合机工作过程中,空心桨与实心桨扭矩方向相反,且空心桨扭矩绝对值约为实心桨的4倍,两桨处于捏合区时,桨叶扭矩最大。而空心桨叶与混合釜侧壁捏合作用对扭矩的影响较弱,反映在图6中为0.7 s+nT(其中,n=0,1,…)时刻,空心桨扭矩出现局部峰值。空心桨即与实心桨有捏合作用,又与混合釜侧壁有捏合作用,空心桨消耗扭矩大于实心桨。由图6(b)可知,两桨叶功率曲线图与扭矩曲线图变化趋势相同。空心桨消耗功率远大于实心桨。
因此,本文选取空心桨为研究对象,对空心桨扭矩和功率进行统计分析。
2.1 桨叶螺旋角对扭矩的影响
立式捏合机桨叶螺旋角直接影响到桨叶近壁区物料径向和轴向流动速度,螺旋角的变化对桨叶扭矩和功率的影响如图7、图8所示。
(a)桨桨间隙1 mm

(b)桨桨间隙1.5 mm
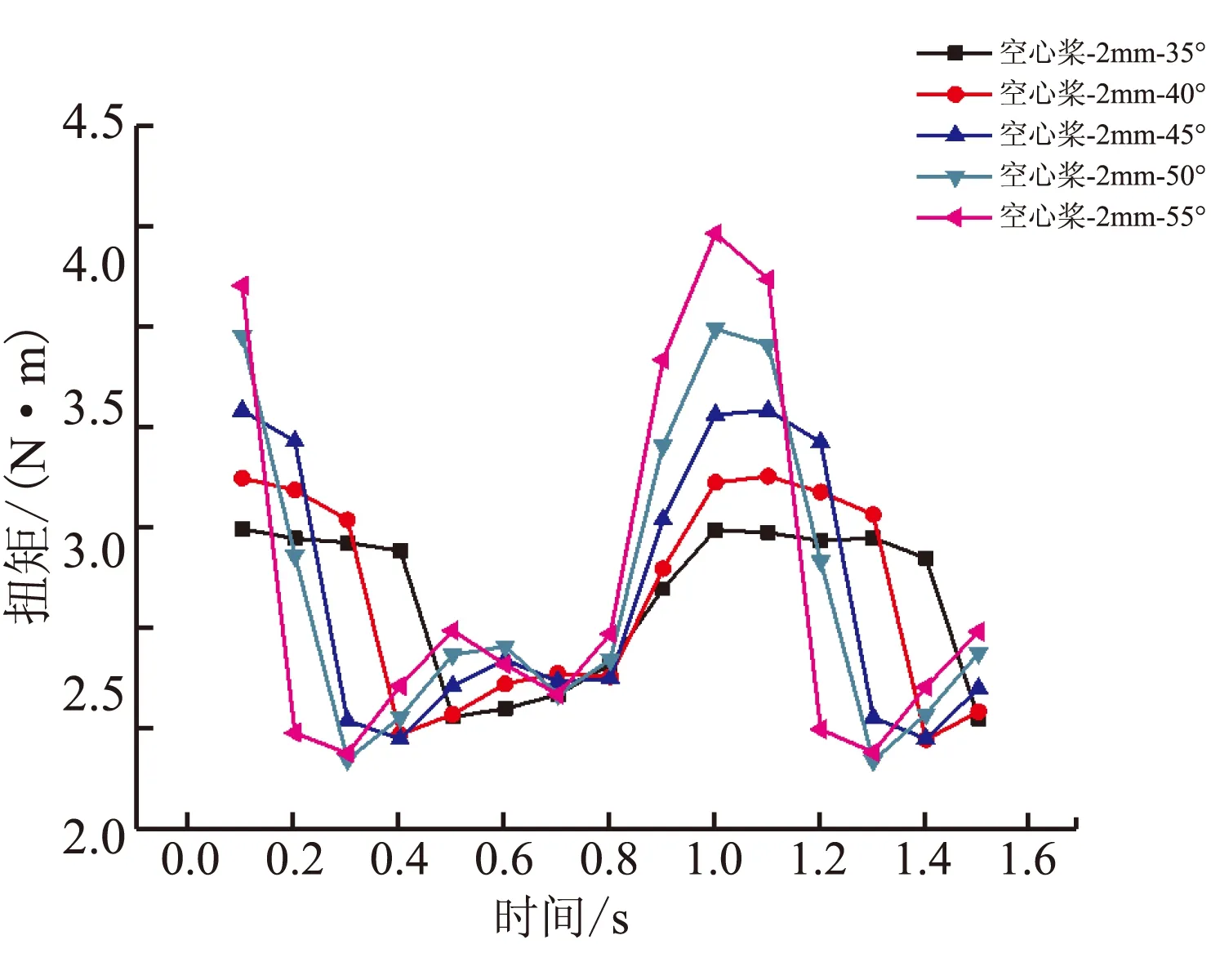
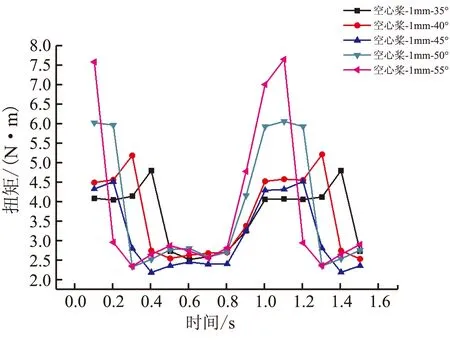
(c)桨桨间隙2 mm图7 不同桨桨间隙下螺旋角对空心桨扭矩的影响Fig.7 Effect of helical angle on hollow blade’s torque under different blade-blade clearance
不同桨桨间隙时空心桨扭矩随时间变化如图7所示。对比可知,确定桨桨间隙,空心桨扭矩随螺旋角的减小而减小。减小空心桨螺旋角,桨叶扭矩峰值时间延长,桨叶螺旋角55°时,扭矩峰值时刻为1.0~1.1 s,而螺旋角35°时,扭矩峰值时刻为1.0~1.4 s,说明减小空心桨螺旋角,可增加桨桨间捏合螺旋面积,延长桨叶对混合物的捏合作用时间。桨叶螺旋角由35°增加到55°,桨叶捏合时间由0.5 s增加到2 s。
不同桨桨间隙下空心桨功率随时间变化如图8所示。空心桨功率曲线与扭矩曲线变化趋势相同。在桨桨捏合区,桨叶消耗功率最大;在桨桨非捏合区,桨叶消耗功率最小。随着桨叶间隙的减小,桨叶消耗功率增大;随着桨叶螺旋角的增大,桨叶消耗功率增大。
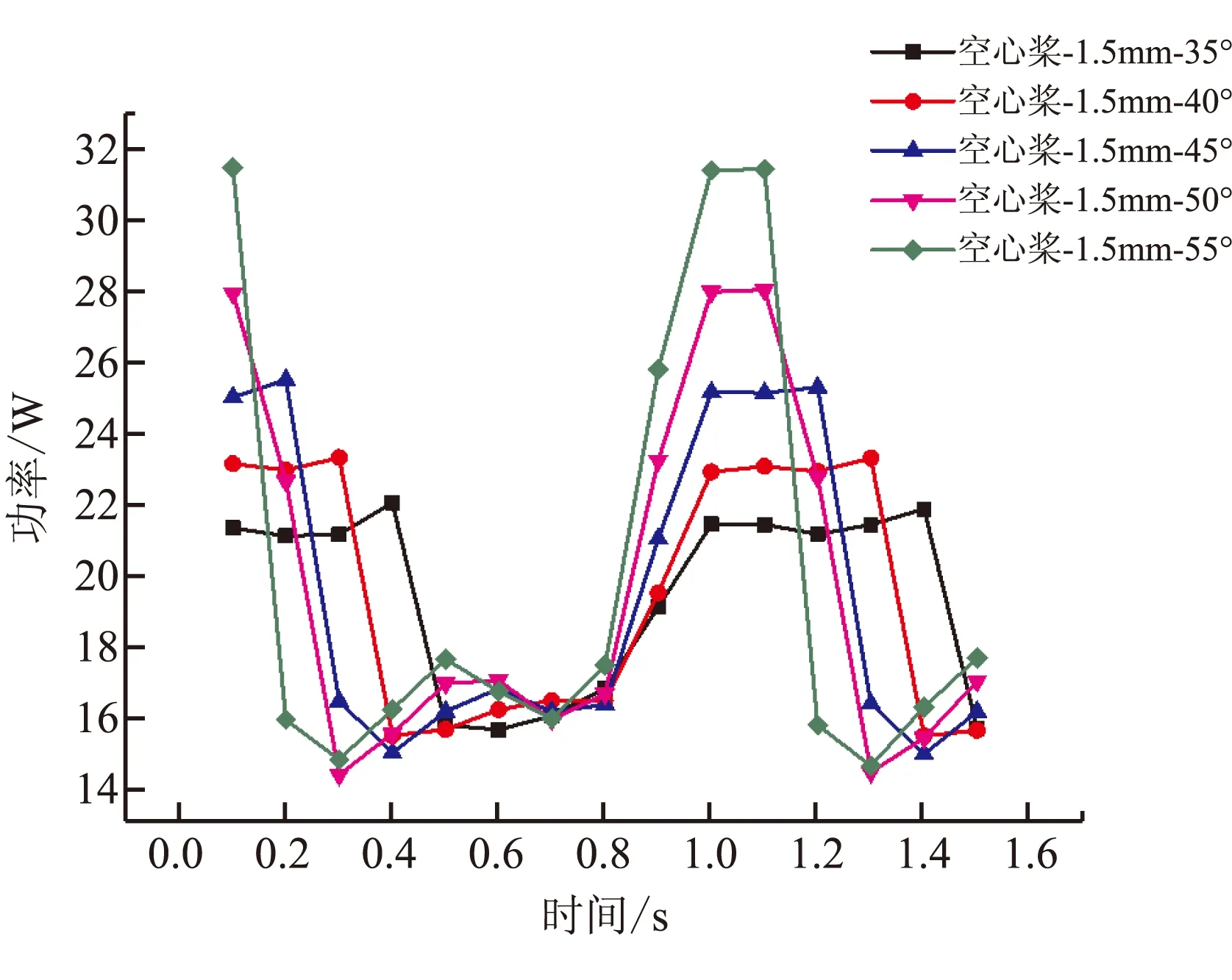
(b)桨桨间隙1.5 mm
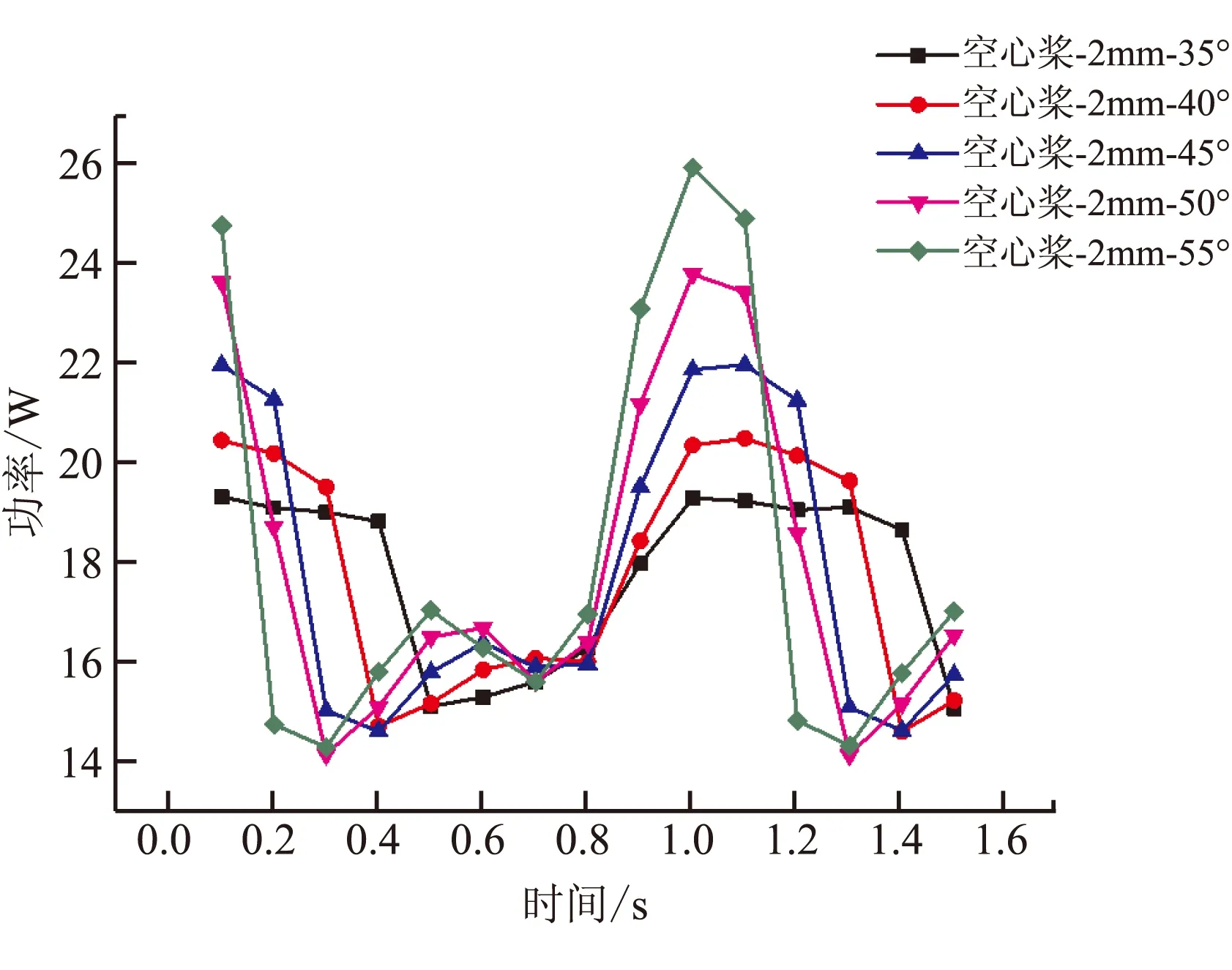
(c)桨桨间隙2 mm图8 不同桨桨间隙下螺旋角对空心桨功率的影响Fig.8 Effect of helical angle on hollow blade’s power under different blade-blade clearance
不同桨叶螺旋角下空心桨叶平均功率变化情况见图9。从图9可知,增加桨叶螺旋角使桨叶消耗功率增大,同时桨桨间隙越小,桨叶螺旋角的变化对桨叶功率的影响越大。桨桨间隙为1.5~2 mm时,桨叶平均功率随着螺旋角增大逐渐增大,当桨桨间隙为1 mm时,平均功率值在螺旋角为45°取得最小值。桨桨间隙越小,桨桨间混合物料流动性越弱,增大或减小桨叶螺旋角,减弱了桨桨捏合区物料的切向或轴向流动性。而螺旋角为45°时,捏合区混合物料的切向和轴向速率近似相等,混合物料的对流性能较好。因此,桨叶消耗功率较小。

图9 不同桨叶螺旋角桨叶平均功率Fig.9 Average power under different blade’s helical angle
2.2 桨叶间隙对扭矩的影响
立式捏合机桨叶间隙影响到桨叶对捏合区混合物料的挤压捏合作用强度,桨叶间隙的变化对桨叶扭矩和功率的影响如图10、图11所示。
不同桨叶螺旋角下桨叶扭矩随时间变化如图10所示。对比可知,确定桨叶螺旋角,改变桨桨间隙不影响桨叶扭矩峰值时间,即改变桨桨间隙,不影响桨叶捏合螺旋面积。减小桨桨间隙,可增加桨叶对捏合区混合物料的挤压、拉伸、剪切作用,桨叶对混合物料的挤压应力和剪切应力逐渐增大,桨叶峰值扭矩和平均扭矩逐渐增大。因此,桨叶间隙越小,需要对捏合机输入更大扭矩。
不同桨叶螺旋角下空心桨功率随时间变化如图11所示。空心桨功率曲线与扭矩曲线变化趋势相同。从图11可知,桨桨间隙越小,桨叶对桨桨捏合区物料挤压作用越强烈,桨叶消耗功率越大。增大桨叶螺旋角,使桨桨捏合作用消耗功率增大;减小桨叶螺旋角,使桨桨捏合区消耗功减小,但使桨叶对混合物料的捏合作用时间延长。
不同桨桨间隙下桨叶平均功率变化如图12所示。从图12可知,捏合机功率输入随着桨桨间隙的减小逐渐增大,桨叶螺旋角为40°和50°时,捏合机功率随着桨桨间隙的减小而增大;桨叶螺旋角为45°时,桨桨间隙由3 mm减小到1.5 mm,捏合机功率在逐渐增大,桨桨间隙由1.5 mm减小到1 mm时,捏合机功率变化不大,1.5 mm间隙桨叶功率为17.5 W,1 mm间隙桨叶功率为16.8 W。

(b)螺旋角45°
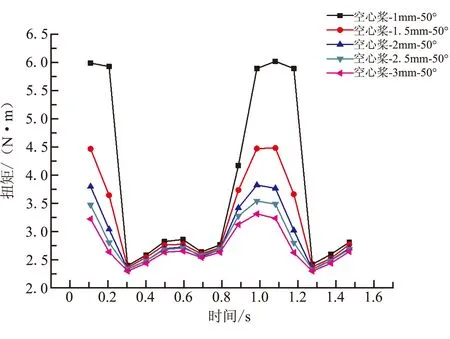
(c)螺旋角50°图10 不同螺旋角下桨桨间隙对空心桨扭矩的影响Fig.10 Effect of blade-blade clearance on hollow blade’s torque under different helical angle
从图12也可知,桨叶螺旋角由40°增加到50°,桨桨间隙在1~1.5 mm范围内,桨叶平均功率随螺旋角的增大、先增大后减小,而45°螺旋角桨叶消耗功率最小;桨桨间隙在1.5~2.5 mm范围内,桨叶平均功率随着螺旋角的增大而增大,40°螺旋角桨叶消耗功率最小;桨桨间隙在2.5~3 mm范围内,桨叶平均功率受桨叶螺旋角变化的影响较小。桨叶间隙越小,桨叶螺旋角对功率的影响越大。桨叶间隙越大,桨叶螺旋角对功率的影响越小。
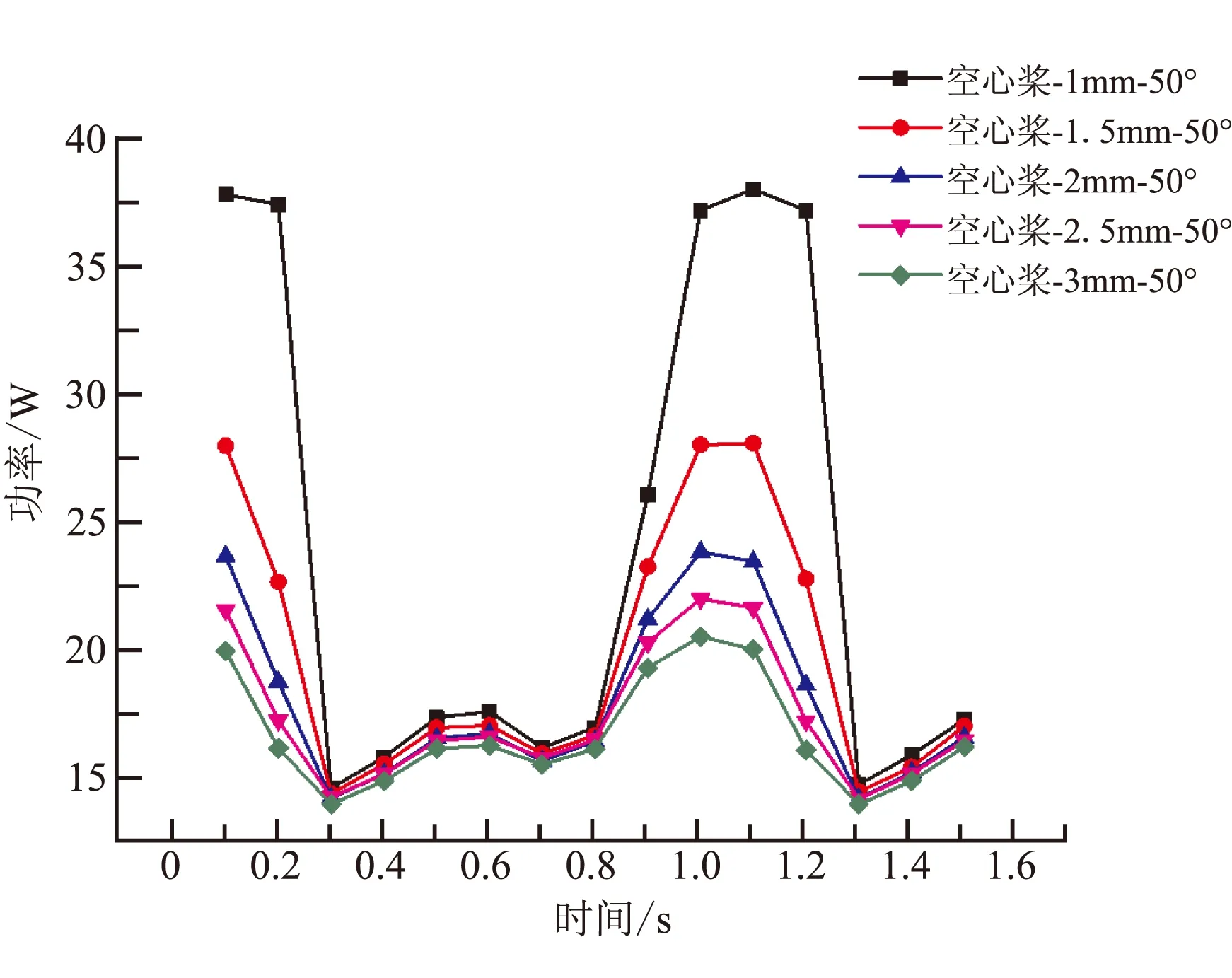
(c)螺旋角50°图11 不同螺旋角下桨桨间隙对空心桨功率的影响Fig.11 Effect of blade-blade clearance on hollow blade’s power under different helical angle

图12 不同桨桨间隙平均功率Fig.12 Average power under different blade-blade clearance
3 结论
(1)增加桨叶螺旋角,可使空心桨峰值扭矩值增大,使桨桨间捏合螺旋面积减小;减小桨叶螺旋角,使空心桨峰值扭矩值减小,使桨桨间捏合区螺旋面积增大。桨桨间隙取值1 mm,桨叶螺旋角的变化对捏合机功率特性影响最为明显;桨桨间隙取值1.5~2 mm时,增加桨叶螺旋角,使捏合机的输入功率有增大趋势;桨桨间隙取值1~1.5 mm时,空心桨螺旋取45°捏合机输入功率最小。
(2)减小桨桨间隙,使桨叶峰值扭矩依次增大,而桨叶间隙变化不影响桨桨捏合螺旋面积。减小桨桨间隙,使捏合机输入功率有逐渐增大趋势。相对于螺旋角为45°,增大或减小桨叶螺旋角,可增强桨桨间隙对捏合机输入功率的影响,螺旋角为45°时,桨桨间隙由1.5 mm减小到1 mm,对捏合输入功率的影响不大。桨桨间隙越小,螺旋角越大,捏合机消耗功率越大,即桨桨间隙1 mm,桨叶螺旋角50°时,捏合机消耗功率最大。
[1] Yi P,Hu Y,Liu S.Numerical investigation of stirring blades on mixing efficiency of a planetary kneading mixer with non-newtonian and viscoplastic materials[C]//The XV International Congress on Rheology,The Society of Rheology 80th Annual Meeting,2008.
[2] 易朋兴.立式捏合机设计研究与性能分析[D].武汉:华中科技大学,2007.
[3] 杨明金.立式捏合机混合釜内固体推进剂药浆混合的研究[D].武汉:华中科技大学,2008.
[4] 王正方,翟瑞清.立式捏合机搅拌桨的设计[J].固体火箭技术,1993,16(1):65-69.
[5] 詹小斌,李锡文,邹大军.立式捏合机桨叶截面设计参数分析[J].华中科技大学学报(自然科学版),2013,41(8):83-86; 105.
[6] 詹小斌,李锡文,张嘉琪,等.立式捏合机桨叶型面设计与优化 [J].固体火箭技术,2014,37(3):413-417.
[7] Zhang J,Li X,He R,et al.Study on double-shaft mixing paddle undergoing planetary motion in the laminar flow mixing system[J].Advances in Mechanical Engineering,2015,7(7):1-12.
[8] 张嘉琪,李锡文,何锐波,等.双轴差速立式捏合机混合釜流场特性分析 [J].华中科技大学学报(自然科学版),2015,43(2):6-10.
[9] 杨伶,彭炯,王晓瑾.行星式搅拌釜内三维流场的数值模拟[J].化工进展,2011(S1):42-48.
[10] 易朋兴,胡友民,崔峰,等.立式捏合机捏合间隙影响CFD分析[J].化工学报,2007,58(10):2680-2684.
[11] Coesnon B,Heniche M,Devals C,et al.A fast and robust fictitious domain method for modelling viscous flows in complex mixers:The example of propellant make-down[J].International Journal for Numerical Methods in Fluids,2008,58(4):427-449.
[12] Bao Y,Lu Y,Liang Q,et al.Power demand and mixing performance of coaxial mixers in a stirred tank with CMC solution[J].Chinese Journal of Chemical Engineering,2015,23(4):623-632.
[13] Delaplace G,Coppenolle P,Cheio J,et al.Influence of whip speed ratios on the inclusion of air into a bakery foam produced with a planetary mixer device[J].Journal of Food Engineering,2012,108(4):532-540.
[14] Andre C,Demeyre J F,Gatumel C,et al.Dimensional analysis of a planetary mixer for homogenizing of free flowing powders:Mixing time and power consumption[J].Chemical Engineering Journal,2012,198:371-378.
[15] 刘宝庆,钱路燕,陈明强,等.新型大双叶片搅拌器功率与混合特性的数值模拟 [J].化工学报,2013,64(3):849-857.
[16] 刘宝庆,张义堃,刘景亮,等.新型同心双轴搅拌器功率与混合特性的数值模拟[J].化工学报,2013,64(4):1135-1144.
[17] 翁志学,黄志明,陈开来,等.挡板对搅拌特性影响的研究[J].化工学报,1984(3):267-273.
[18] Auger F,Delaplace G,Bouvier L,et al.Hydrodynamics of a planetary mixer used for dough process:Influence of impeller speeds ratio on the power dissipated for Newtonian fluids[J].Journal of Food Engineering,2013,118(4):350-357.
[19] Tanguy P A,Thibault F,Dubois C,et al.Mixing hydrodynamics in a double planetary mixer[J].Chemical Engineering Research & Design,1999,77(A4):318-324.
[20] Zhou G,Tanguy P A,Dubois C.Power consumption in a double planetary mixer with non-newtonian and viscoelastic materials[J].Chemical Engineering Research and Design,2000,78(3):445-453.
[21] Delaplace G,Thakur R K,Bouvier L,et al.Dimensional analysis for planetary mixer:Mixing time and Reynolds numbers[J].Chemical Engineering Science,2007,62(5):1442-1447.
[22] André C,Demeyre J F,Gatumel C,et al.Derivation of dimensionless relationships for the agitation of powders of different flow behaviours in a planetary mixer[J].Powder Technology,2014,256:33-38.
[23] 易朋兴,崔峰,胡友民,等.立式捏合机搅拌桨螺旋角影响数值分析 [J].固体火箭技术,2008,31(4):381-385.
(编辑:刘红利)
Numerical analysis on effects of geometrical parameters of vertical planetary kneading mixer blades on the characteristics of torque and power
LIANG Jian1,2,LI Xi-wen1,2,ZHAN Xiao-bin1,2,YANG Hong3
(1.School of Mechanical Science and Engineering,Huazhong University of Science and Technology,Wuhan 430074,China;2.State Key Laboratory of Digital Manufacturing Equipment and Technology,Wuhan 430074,China;3.Hubei Provincial Key Laboratory of Chemical Equipment Intensification and Intrinsic Safety,Wuhan Institute of Technology,Wuhan 430205,China)
The blades of a vertical planetary kneading mixer consist of hollow and solid blade,and kneading and mixing actions of blades on mixed materials need the input of torque and power. In this paper,1 L double-blade vertical planetary kneading mixer was studied via CFD software Fluent to analyze the effects of the geometrical parameters of the blades(blade-blade clearance, helical angle)on the characteristics of torque and power of the hollow blade.The results show that either decreasing the blade-blade clearance or increasing the helical angle could increase the torque consumption of the hollow blade,resulting in the increase of the power consumption of the mixer,what’s more,decreasing helical angle could increase the kneading screw area,and prolong the kneading action time of blades on mixed materials.When blade-blade clearance is 1.5~2 mm,the power consumption with helical angle of 35° is minimum. When blade-blade clearance is 1 mm,the power consumption with helical angle of 45° is minimum.
vertical planetary kneading mixer;blades;torque;power
2015-08-17;
2016-01-12。
化工装备强化与本质安全湖北省重点实验室开放研究基金资助课题(2015KA03)。
梁建(1986—),男,博士生,研究方向为复杂型面桨叶的混合机理、流场分析和混合过程可视化。E-mail:liangjian5282@126.com
V512
A
1006-2793(2016)06-0789-08
10.7673/j.issn.1006-2793.2016.06.010
