超高层塔架空间异型钢管柱制作工艺及技术研究
2017-01-04张昆靳毅黄戴春
张昆,靳毅,黄戴春
(共享钢构有限责任公司,海南 海口 570100)
超高层塔架空间异型钢管柱制作工艺及技术研究
张昆,靳毅,黄戴春
(共享钢构有限责任公司,海南 海口 570100)
钢管柱产品广泛应用于大型体育馆、展览馆、塔楼等重型及超重结构。空间异型钢管柱产品,受力分析、详图深化及制作工艺复杂。在制作过程中采用Xsteel、CAD和全站仪等进行制模放样,同时借助国内外先进设计分析软件及虚拟制造安装软件,进行设计研究及虚拟制作研究,能够有效得进行结构优化设计,创新制作工艺及施工方案的改进,有效提高产品质量。
钢结构;空间异型钢管柱;制作工艺
1 工程概况
共享钢构有限责任公司借鉴以前对一般带牛腿钢管柱的工艺,开展对长影“环球100”项目塔楼主钢柱进行研发。有助于我公司对空间异型钢管柱的高效制作积累经验,优化生产流程,进而提升在海南省钢结构领域中的优势,对于扩宽市场有着重要的的意义。
本工程位于海口市西海岸新区南片区,本单体52 m以下采用混凝土剪力墙结构;52~138.5 m为钢结构部分,钢结构部分采用钢框架加钢支撑结构体系。
2 钢柱制作重难点分析
(1)结构复杂,在平面呈多样性变化。单根钢柱在平面上有4种变化方向,3个转角。截面转变和长度的不统一,给相贯线下料、零件下料、组装和矫正带来很大难度。
(2)焊缝要求高、变形大。空间异性钢管柱内有衬板和隔板,焊接空间狭窄,且均要求一级全熔透焊缝,尤其在牛腿交接处,焊缝部位集中,构件在焊接过程中容易产生严重的扭曲变形,牛腿螺栓孔变位,安装困难。
(3)构件制作精度要求高。结构已属于超高层结构,对于转角和偏差精度要求极高。精度误差大,安装质量得不到保障。
(4)空间角度定位难度大。构件在第一段为垂直向上,第二段与水平线夹角成X°,第三段亦与水平线夹角成X°,第四段与水平线成夹角为X°,Y°。生产车间对于空间放样坐标局限X,Y。对于空间上的Z轴,普遍采用相对柱底板(水平线)的距离定位。这对空间异性钢管柱的精度满足不了要求。空间角度如图1所示。
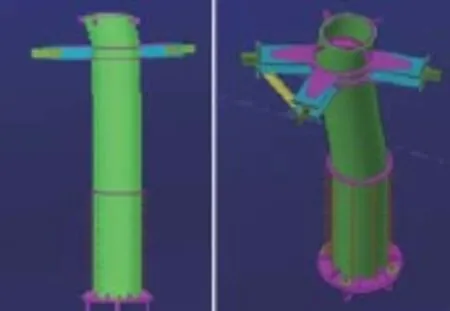
图1
3 研制过程
本项目以顾客的要求和产品的技术指标为研究设计依据。主要研究内容有:空间异性钢管柱工艺设计,空间角度定位,焊接变形控制技术等。
(1)工艺设计。本工程采用标准的钢结构制作工艺:切料—定位—卯装—质检—焊接—抛丸—喷漆。
定位与卯装是本次制作的重难点,对其工艺有特殊要求。①制模放样。制模放样要求精度控制在±1 mm的误差执行,高于规范值。②牛腿孔位精度控制。孔位精度控制±2 mm的误差执行。③空间异型钢管柱空间位置控制:Z轴误差±2 mm;X,Y轴误差±1 mm。
(2)空间角度定位。空间异性钢管柱分为四段。第一段为垂直段钢柱,无转角和偏移,可按定距进行放样制模。第二段、第三段为偏移钢柱,在平面上有转角,相对第一段钢柱有X轴上的偏移,亦可通过固定X,Y方向的距离进行放样制模。第四段为空间异性钢柱,在X,Y确定出的平面少一个偏移量;空间上的坐标Z轴,通过定点在最近一个水平板,引出空间上Z轴到水平板的距离,通过垂线放置标高,可得出空间上的坐标X,Y,Z。空间位置Z可通过限位板来确定。如图2所示。
(3)卯装校验。卯装之后如图3所示。精度是本次校验的核心,全站仪作为校验的专用器材。通过后方交会法测得空间异性钢管柱最高、最低点相对柱底板的坐标X,Y,Z。与Tekla Structures中模型的坐标进行对比,测得误差满足要求。
4 焊接变形控制技术
定位焊焊缝所采用的焊接材料及焊接工艺要求与正式焊缝的要求相同;定位焊焊缝的焊接避免在焊缝的起始、结束和拐角处施焊,弧坑填满,采用引弧板可以将起始焊缝和末尾焊缝的软弱处处理,严禁在焊区以外的母材上引弧和熄弧,焊接工艺如图4所示。定位焊的焊角尺寸不宜大于焊缝设计尺寸的2/3,且不得小于4 mm;定位焊清除熔渣,检查定位焊焊缝有裂纹、气孔、夹渣等不满足要求时,必须清除后重新焊接。
TU398.9
A
1671-0711(2016)10(上)-0130-02