铁铝阻抗匹配靶的精密扩散连接
2016-12-19杨蒙生邢丕峰魏成富李朝阳
杨蒙生,邢丕峰*,魏成富,唐 杰,李朝阳
(1.中国工程物理研究院 激光聚变研究中心, 四川 绵阳 621900;2.绵阳师范学院, 四川 绵阳 621000)
铁铝阻抗匹配靶的精密扩散连接
杨蒙生1,邢丕峰1*,魏成富2,唐 杰2,李朝阳1
(1.中国工程物理研究院 激光聚变研究中心, 四川 绵阳 621900;2.绵阳师范学院, 四川 绵阳 621000)
为了获得某些材料在在高压条件下的物态方程,制备了用于激光驱动状态方程实验的铁铝阻抗匹配靶,研究了铁铝薄膜的精密热扩散连接技术。以冷轧铁薄膜和超精密加工铝薄膜为原料,研究了热复合工艺条件对其表面形貌、结晶性能、连接界面等参数的影响。利用白光干涉共焦显微镜、X射线衍射仪、膜厚测量仪、扫描电镜等仪器对靶件的表面形貌、厚度、结晶特性、残余应力及界面成分分布等进行分析表征,掌握了相关参数的变化趋势。据此优化工艺参数,制备了高质量的铁-铝阻抗匹配靶。对成靶的测试结果显示,其表面粗糙度小于100 nm、厚度一致性控制在100 nm以内、界面扩散层厚度约为200 nm,且未观测到显微缺陷,满足物理实验的具体要求。
铁;铝;铁铝薄膜;阻抗匹配靶;扩散连接
1 引 言
铁元素(Fe)作为惯性约束核聚变(ICF)研究中重要的目标材料,掌握其在高压条件下的物态方程对于天体物理、地球物理及ICF等领域的研究具有基础性意义[1-2]。在1~10几Tpa压力段,理论方法只能给出比较近似的描述,必须依赖实验测量获得的物态方程数据来建立恰当的物理模型,并对理论模拟或仿真计算结果进行检验[3]。将强激光加载于阻抗匹配微靶(由标准材料及待测材料构成)以产生冲击波,测量并对比其在两种材料中的传播速度而获得待测材料的物态方程数据是目前最重要的实验方法之一,已普遍运用于Cu、Au等材料的研究中[4-5]。阻抗匹配靶是该方法的物质基础,由一体式的标准材料台阶(通常为纯Al)与待测材料薄膜连接形成双台阶结构,其制备精度对整个实验数据的准确性具有重大影响[6-8]。相应的对微靶参数有极为严格的要求,具体为表面粗糙度小于100 nm、厚度一致性小于100 nm、连接界面过渡层宽度控制在100 nm量级。实现两种材料薄膜的精密连接是微靶制备的关键环节,对于Cu、Au等软材料采用无胶黏接的方法可以满足要求,但Fe硬度高、应力大,通过传统方法很难使其与Al基底精密连接。热复合(扩散连接)通过加热加压条件下原子热扩散实现材料界面复合,尺寸精度高、界面基本可控[9],具有实现薄膜精密连接的潜在优势。目前国内外已有文献报道Fe-Al热扩散连接相关研究,但大多在于提高块体材料的连接强度、降低扩散生成的脆性中间相对接头质量的不利影响[10-11]。对表面粗糙度、厚度一致性等阻抗匹配靶关键参数并未涉及,实验得到的扩散层厚度一般大于10 μm,对其厚度控制技术也未进行足够深入的研究,与物理实验要求之间存在相当大的差距,研究结果不足以指导微靶精密制备工作。需要开展细致的实验研究才能掌握阻抗匹配靶精密连接的具体工艺,进而制备出合格的实验靶件。
2 实验方法
在热复合过程中,样品薄膜处于高温加压环境中,会产生组织及形貌变化,相应的对表面粗糙度、厚度一致性及界面结构产生影响。根据阻抗匹配靶的实际构型,针对样品所处的工艺环境,开展分解实验以考察单项工艺条件对样品参数的影响,进而根据物理实验的具体要求优化工艺参数。实验包括:在加压条件下改变温度,考察其对Al、Fe表面粗糙度的影响;考察加热加压条件下,对Al、Fe薄膜厚度一致性的影响;热压条件对Fe薄膜晶体结构及残余应力的影响;加压条件下改变温度,考察其对连接界面的影响;以上实验均在高真空环境(真空度10-4Pa)下进行。实验原料为纯Al、纯Fe薄膜,其中Al薄膜采用单点金刚石车床超精密车削加工,其厚度为60 μm左右,Fe薄膜采用冷轧方法制备,厚度为14.5 μm左右。
采用白光干涉共焦显微镜测量薄膜样品表面形貌[12]、统计表面粗糙度(Sq);膜厚测量仪测量样品厚度;X射线衍射仪(XRD)分析结晶性能及残余应力;扫描电镜(SEM)分析连接后界面微观形貌及缺陷;能谱仪(EDS)分析薄膜成分。
3 实验结果与分析
3.1 不同温度下真空热压后Al薄膜表面形貌变化
图1所示为不同温度下热压后Al薄膜表面形貌,所有样品表面均存在规律的周期性条纹,这是加工过程中刀具步进所留下的切削痕迹,原料样品表面粗糙度统一控制在10 nm左右[13]。
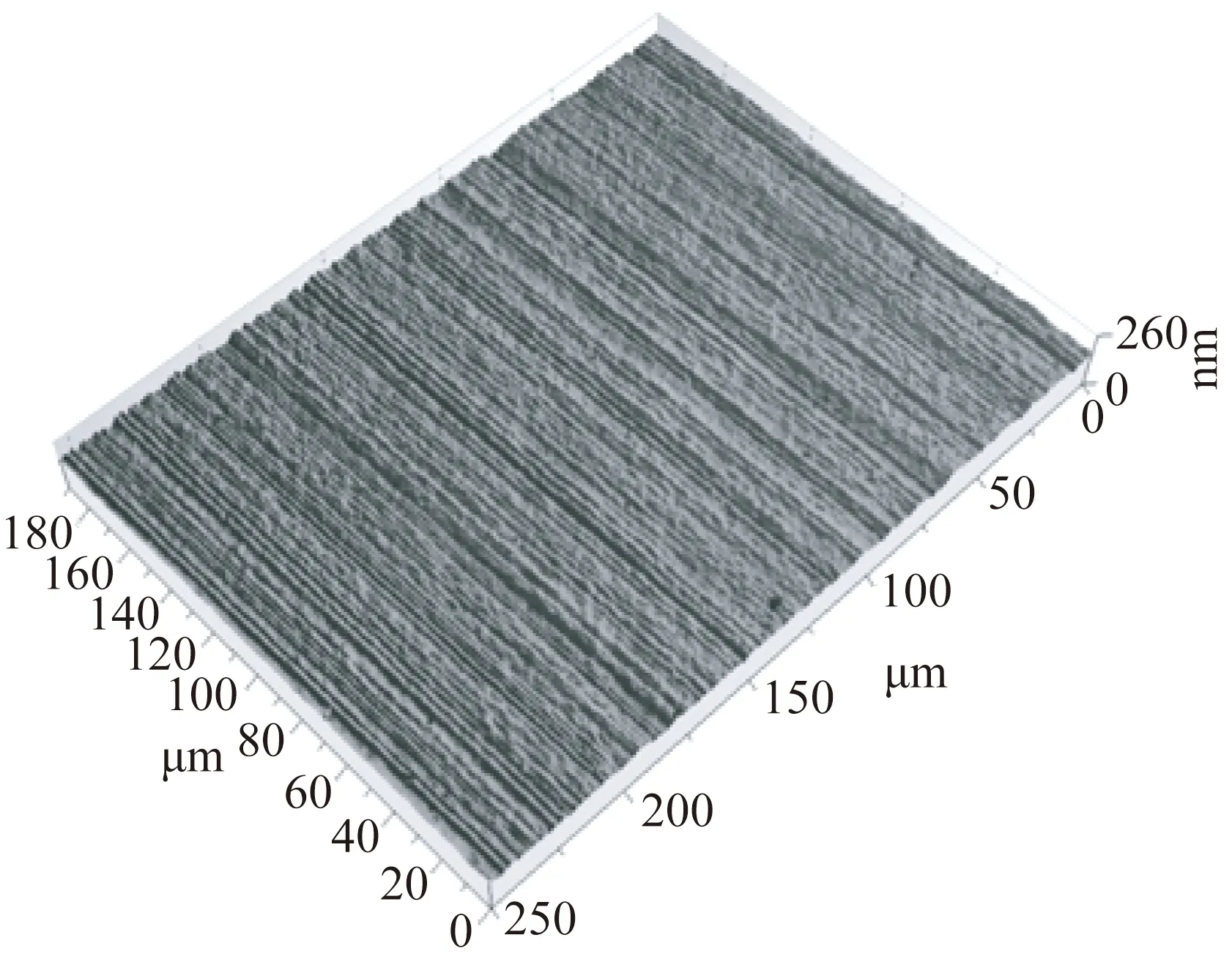
(a)原料Al薄膜(a)Origin sample
(b)350 ℃热压(b)Pressed at 350℃

(c)400 ℃热压(c)Pressed at 400℃
(d)450 ℃热压(d)Pressed at 450℃
当温度高于350 ℃后,样品表面开始出现块状突起,同时其粗糙度明显增大。随着温度的升高,这种块状突起愈发明显,相应的样品表面粗糙度增加值也越来越大,至450 ℃时,Sq已接近100 nm,如图2所示。

图2 不同温度下热压后Al薄膜表面粗糙度变化
Fig.2 Roughness change of Al films heated and pressed at different temperatures
说明在真空加热条件下,压力对Al薄膜表面形貌具有重大影响。利用白光干涉共焦显微镜、金相显微镜及扫描电镜的大倍率模式对450 ℃热压后样品表面进行局部观察,如图3所示。上述块状突起多呈六角形(图3(c)),密布于样品表面,除突起处外周期性刀纹连续、完整。在突起处两侧刀纹出现错位(图3(d))或高度差异(图3(e)),说明两侧组织发生了横向及Z向的相对移动。出现这种现象的原因有两点,首先,在退火过程中样品发生再结晶及晶粒长大,使得表面形貌也发生变化,图3(a)为原料样品的金相组织,图3(b)为450℃热压后的组织,可见晶粒明显长大。其次样品为薄膜状态,其厚度仅为60 μm 左右,而内部组织的晶粒大小与厚度在同一量级。因此,从横截面上看薄膜中每个晶粒主要受横向的相邻晶粒约束,且晶界接触面积较小。当加热至高温时晶界强度大大降低,为结构薄弱处。在压力作用下容易沿晶界发生滑动、翻转等,从而破坏了超精密加工所形成的光滑表面,使各晶粒表面出现高度差,因此表面形貌发生改变、粗糙度明显增大。且随着温度升高,晶界滑动与翻转愈加剧烈,从而使表面粗糙度快速增大。
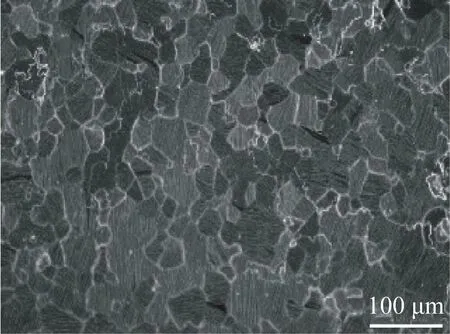
(a)原料样品金相组织(a)Origin sample(OM,200×)

(b)450 ℃热压后金相组织(b)Pressed at 450℃(OM,200×)

(c)450 ℃热压金相的局部特征(c)Iocal feature(OM,500×)

(d)三叉晶界(d)Triple junction(SEM,5 000×)

(e)三叉晶界形貌(e)Topography of butge at grain bounbary
3.2 不同温度下真空热压后Fe薄膜表面形貌变化
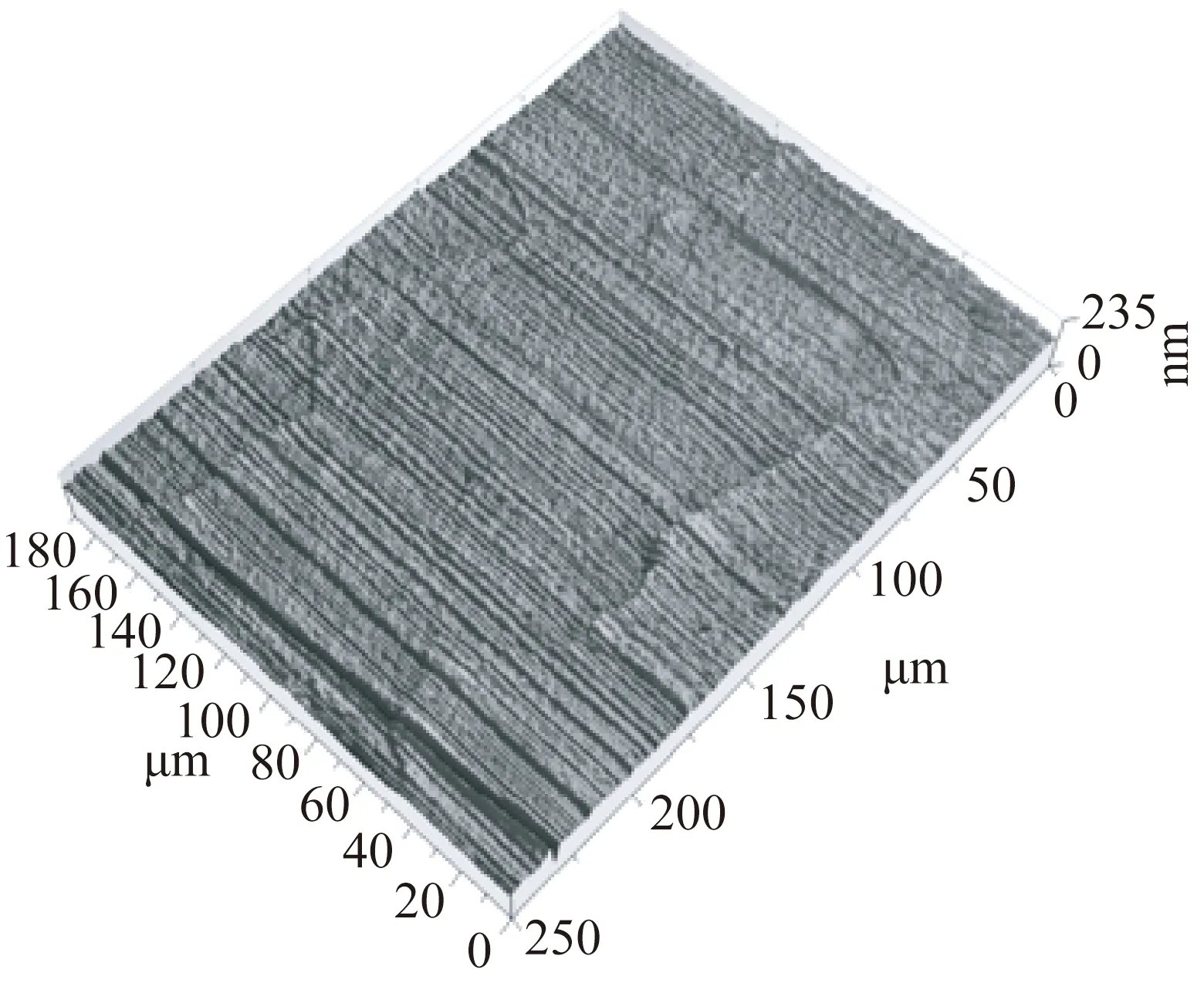
图4所示为不同温度下热压后的Fe薄膜表面形貌,表1所示为其表面粗糙度的变化情况。可见,样品表面存在加工条纹及局部翘曲,其粗糙度Sq<100 nm,仍满足物理实验要求。经热压处理后,随温度升高样品变得更为平整,同时其粗糙度有减小的趋势,但表面加工条纹仍无明显变化。出现这一现象的原因为原料薄膜由冷变形加工而成,存在残余内应力使其发生局部翘曲而影响粗糙度。在加热加压环境中,由于退火展平作用使样品内应力减小、消除了由其引发的局部起伏,因此表面粗糙度降低。但由于温度及压力相对较低,未消除薄膜表面的加工条纹。

(a)原料Fe薄膜(a)Origin sample

(b)350 ℃热压(b)Pressed at 350℃

(c)400 ℃热压(c)Pressed at 400℃

(d)450 ℃热压(d)Pressed at 450℃
3.3 不同温度下真空热压后Fe薄膜的结晶性能与残余应力
利用XRD对原料及不同温度热压后的Fe薄膜进行测量,获得衍射谱(如图5所示)。测试条件为,Cu靶Kα射线、扫描范围40~100°、扫描速度为2°/min、扫描步距为0.01°、探测器为NaI闪烁计数器。可见,相比于标准样品原料薄膜呈现明显的取向。其中,(110)面衍射峰几乎看不见,而(200)面衍射峰最强。这是由于原料薄膜由冷轧工艺制得,材料变形量大,加工过程中出现变形织构所致。350 ℃热压后,衍射谱与原料样品基本相同,说明在该温度下并未明显改变结晶取向。400 ℃及450 ℃热压处理后,(110)面明显可见,(200)面衍射峰强度也显著增加,说明在加热加压条件下,薄膜发生动态再结晶使晶粒取向发生改变。

(a)原料薄膜(a)Origin sample

(b)350 ℃热压(b)Pressed at 350℃
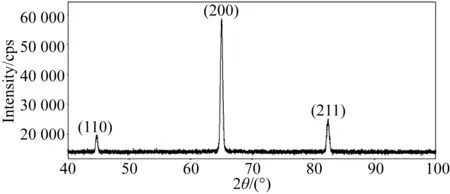
(c)400 ℃热压(c)Pressed at 400℃
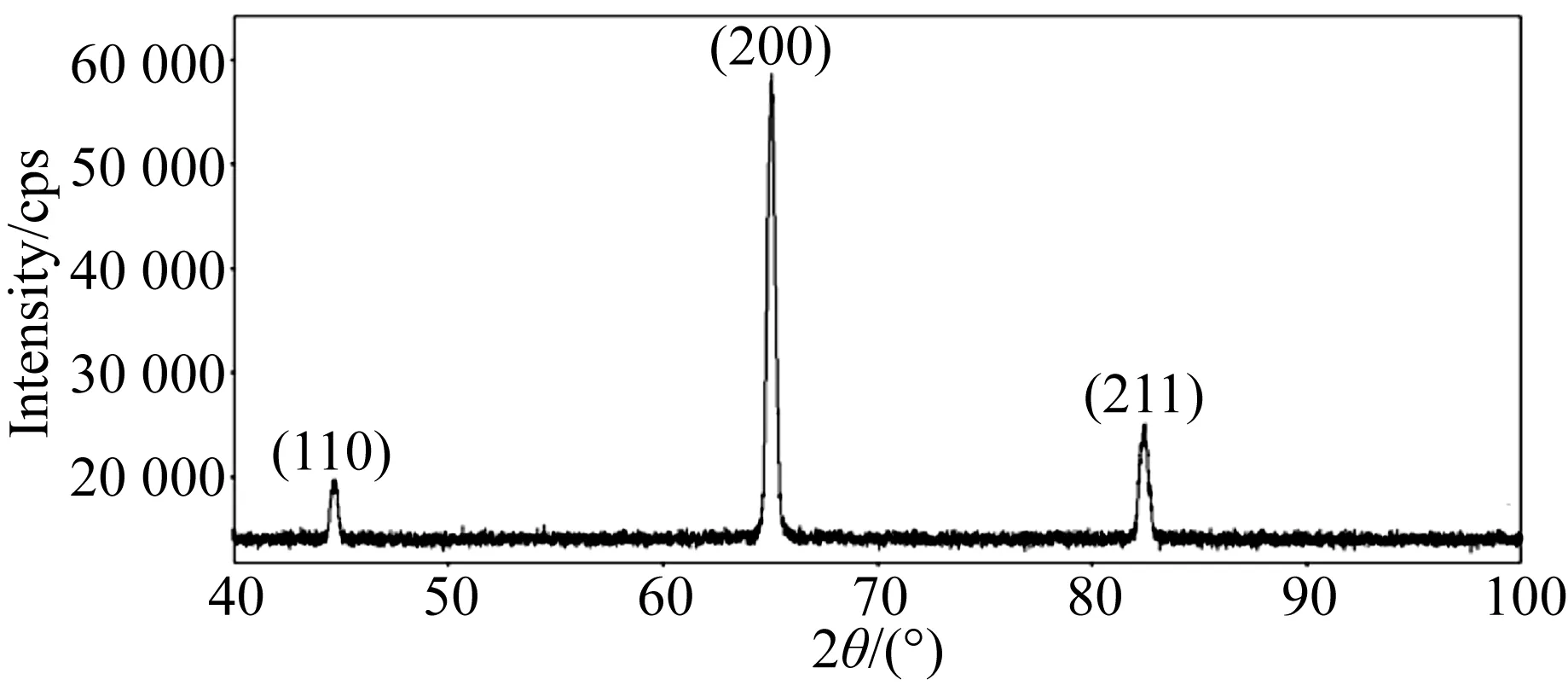
(d)450 ℃热压(d)Pressed at 450℃
通过XRD采用侧倾法对热压前后的Fe薄膜样品残余应力进行测量,结果如表2所示。可见初始样品存在较明显的残余压应力,经过真空热压后应力明显减小,且随着温度升高,应力值逐渐减小,至500 ℃后基本消除。由于样品经冷变形加工而成,内部存在大量的晶格缺陷而产生残余应力。在热压过程中,薄膜在加工阶段储存的变形能释放出来而发生动态回复、动态再结晶等形象,使内部的晶格缺陷大量消除、相应的残余应力减小。这与表面形貌的测量结果吻合,即残余应力是导致Fe薄膜面形翘曲的主要因素,通过真空热压能够有效消除应力、改善面形。

表2 Fe薄膜真空热压后的残余应力
3.4 微靶几何参数及界面结构
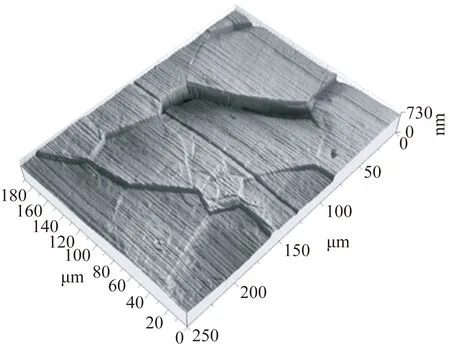
根据前述实验所得到的热处理条件下Al、Fe薄膜形貌变化趋势,优化工艺条件,实际连接Fe-Al阻抗匹配靶。如图6所示,微靶中台阶陡直、面形平整、厚度均匀。由于冲击波最终在台阶面卸载并被检测,成靶面形平整有利于冲击波速度的准确测量。

(a)Fe-Al阻抗匹配靶三维形貌(a)Thickness distribution of Fe-Al impedance match target

(b)厚度分布(b)Surface topography
图6 优化结果
Fig.6 Optimization results
激光加载过程中,首先烧蚀基底(Al材料)并产生冲击波,然后冲击波分别在Al、Fe台阶中传播。由于Al台阶为一体式结构,冲击波传输介质连续、均匀。而在Al-Fe连接界面处,界面结构会对冲击波的传输产生明显影响。当界面存在显微缺陷或厚度较大的中间相时,由于这些位置冲击阻抗与基体材料不一致,冲击波会在此发生复杂的卸载、反射、折射等现象,造成能量损失、破坏冲击波传输的稳定性,影响其速度的准确测量而最终降低状态方程数据的精度。因此要求连接界面无显微缺陷、中间层厚度控制在100 nm量级。
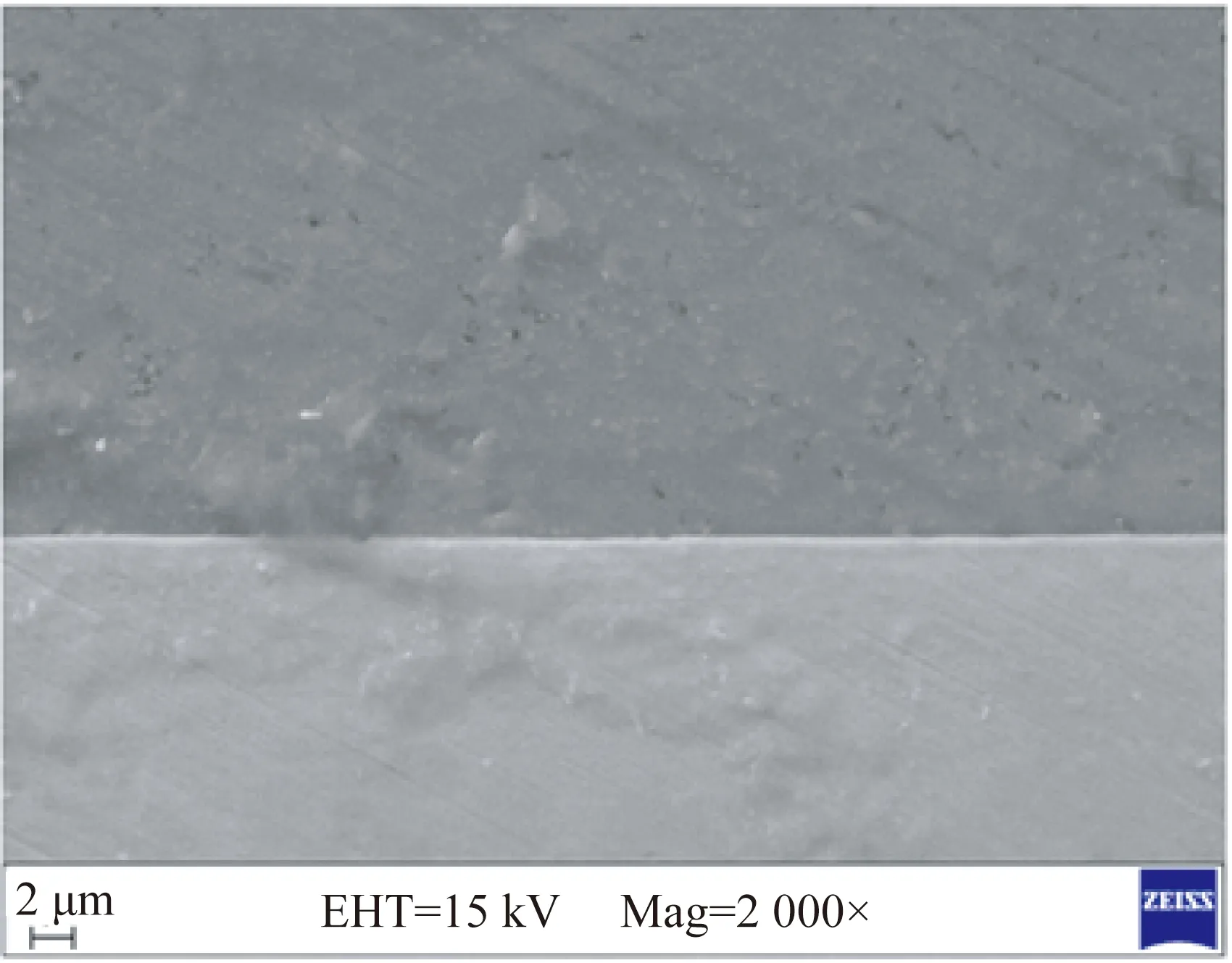
将微台阶用树脂镶嵌、对截面研磨抛光并进行离子清洗以显露出内部组织,用SEM分析其连接界面形貌,如图7所示。其中,图7(a)所示为Fe-Al薄膜连接界面全貌(低倍观测),其余3幅图片是对3个位置(图7(a)中数字序号1、2、3所示)放大后的局部形貌。整个界面平直清晰、连接致密,在3个位置上均未检测到微观缺陷,也未发现有微米量级厚度的中间相存在。在SEM高倍(50 000×)下观测界面并用EDS进行线扫描,检测扩散层成分分布,如图8所示。界面连续、未观测到纳米量级的孔洞或缝隙等缺陷,而Al、Fe已发生明显地相互扩散,其中Al在Fe中的扩散深度大于Fe在Al中的扩散深度,这与其互扩散系数的大小有关。同时,Al、Fe的扩散成分均随基体深度增加而降低,未检测到稳定连续的中间相产物,说明界面层以扩散形成的固溶体为主,扩散层总厚度控制在数百nm。
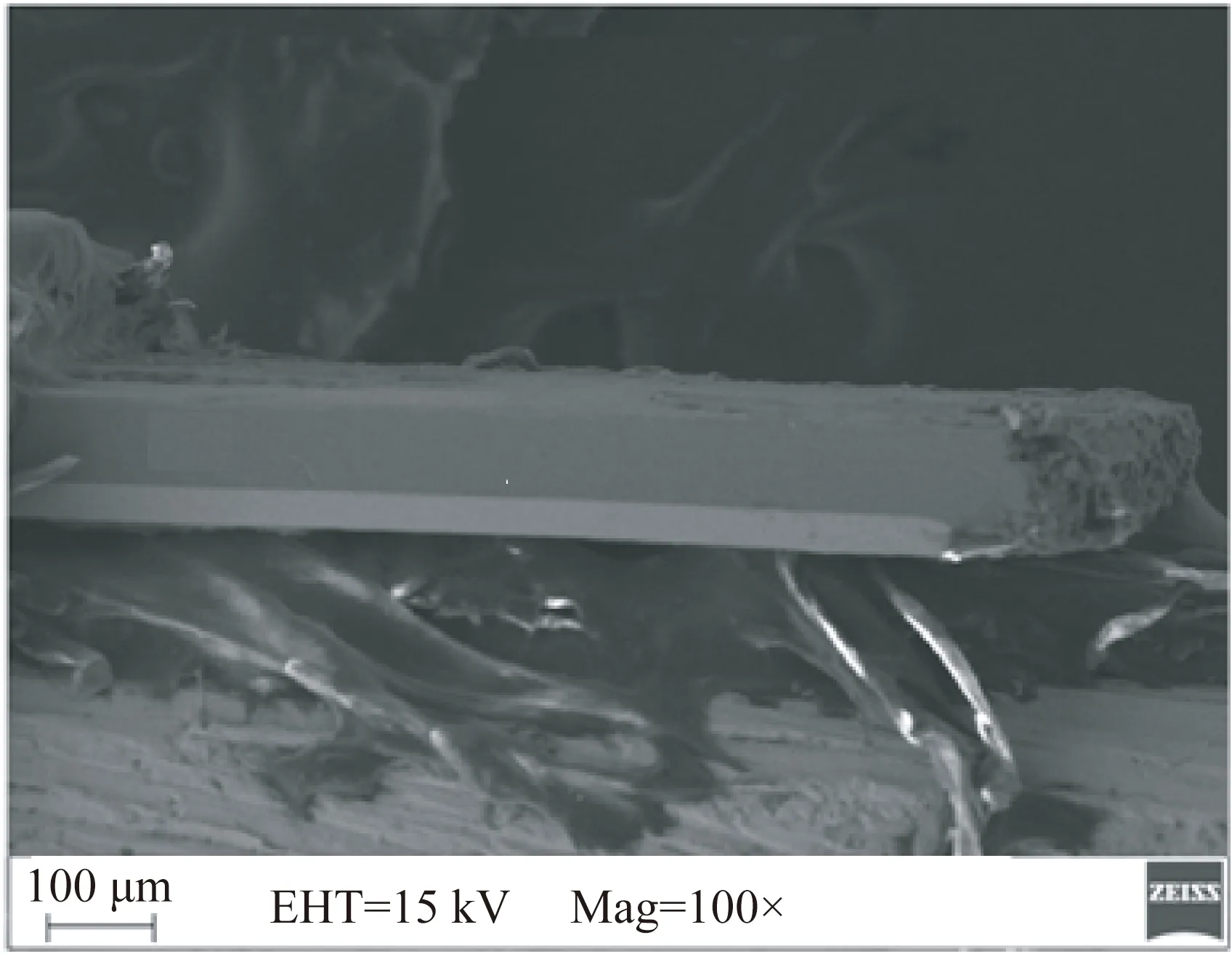
(a)Morphology of whole interface

(b)Morphology of position No.1

(c)Morphology of position No.2
(d)Morphology of position No.3
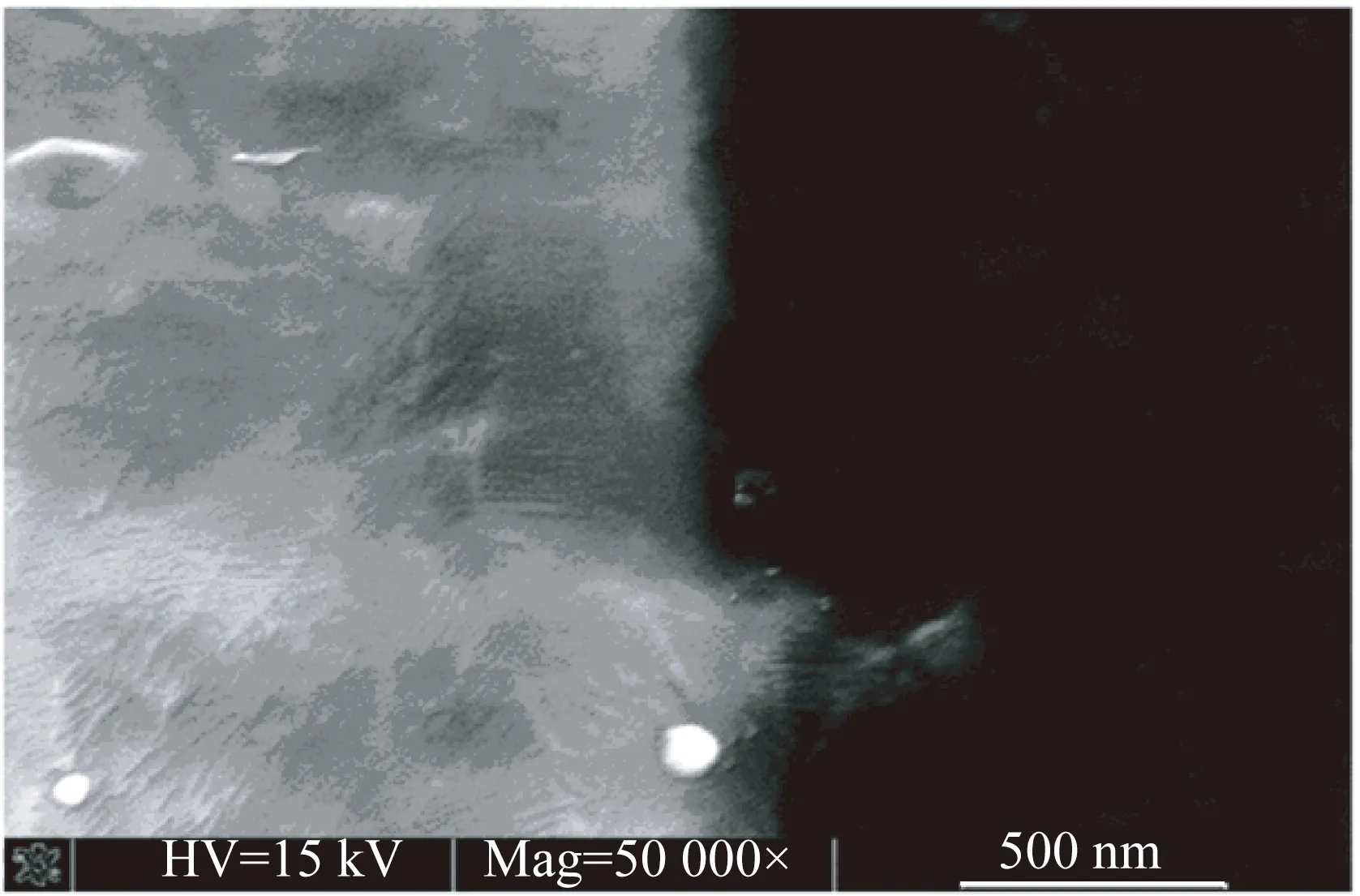
(a)连接界面高倍像(a)Morphology of jointe interface(SEM,50 000×)

(b)成分分布(b)Component distribution across joint interface
4 结 论
通过精密热复合技术成功制备出高质量的Fe-Al阻抗匹配靶,各项指标满足激光驱动状态方程实验要求。在热复合工艺条件下,超精密加工Al薄膜组织易沿晶界处发生滑移而使其表面粗糙度明显增大;由于热复合过程的退火展平作用,轧制态Fe薄膜残余应力随热压温度的升高而逐渐减小,相应的粗糙度呈下降趋势;Fe-Al薄膜连接界面主要为扩散形成的固溶体,厚度为数百nm。本文结果为铁铝阻抗匹配靶的研究提供了基础。
[1] BENUZZI-MOUNAIX A, KOENIG M, HUSER G,etal.. Absolute equation of state measurements of iron using laser driven shocks [J].PhysicsofPlasmas, 2002, 9(6): 2466-2469.
[2] 刘植凤, 李艳. 内地核物质的状态参数及其量子效应的研究[J]. 地球物理学进展, 2008, 23(2): 439-442. LIU ZH F, LI Y.Status parameters of the inner Earth’s core and it’s quantum effect [J].ProgressinGeophysics,2008, 23(2): 439-442. (in Chinese)
[3] 经福谦. 实验物态方程导引[M]. 北京: 科学出版社, 1986. JING F Q.IntroductiontoExperimentalEquationofStates[M]. Beijing: Science Press, 1986. (in Chinese)
[4] 经福谦, 陈俊祥. 动高压原理与技术[M]. 北京: 国防工业出版社, 2006. JING F Q, CHEN J X.PrinciplesandTechniquesofDynamicPressure[M]. Beijing: National Defence Industry Press, 2006. (in Chinese)
[5] 黄秀光, 傅思祖, 舒桦, 等. 利用高功率激光驱动冲击波进行金材料状态方程实验测量[J]. 中国激光, 2007, 34(6): 743-747. HUANG X G, FU S Z, SHU H,etal.. Experimental measurements on equation of state of gold by using high power laser driving shocks [J].ChineseJournalofLasers, 2007, 34(6): 743-747. (in Chinese)
[6] ROTHMAN S D, EVANS A M, HORSFIELD C J,etal.. Impedance match equation of state experiments using indirectly laser-driven multimegabar shocks [J].PhysicsofPlasmas, 2002, 9(5): 1721-1733.
[7] 黄秀光, 罗平庆, 傅思祖, 等. 利用高功率激光驱动冲击波进行金材料状态方程实验测量[J]. 强激光与粒子束, 2007, 19(11): 1832-1836. HUANG X G, LUO P Q, FU S Z,etal.. Shockwave propagation stability in Al-Au impedance matching target irradiated by high power laser [J].HighPowerLaserandParticleBeams,2007, 19(11): 1832-1836. (in Chinese)
[8] 叶君建, 周斌, 何钜华, 等. 阻抗匹配靶制备及靶参数精密测量[J]. 原子能科学技术, 2008, 42 (9): 825-828. YE J J, ZHOU B, HE J H,etal.. Fabrication and measurement of impedance match target [J].AtomicEnergyScienceandTechnology,2008, 42 (9): 825-828. (in Chinese)
[9] 钟金明, 伍晓宇, 徐斌, 等. 线切割与真空热扩散焊组合工艺制备微模具[J].光学 精密工程, 2015, 23(4): 988-995. ZHONG J M, WU X Y, XU B,etal.. Laminated fabrication of micro-mold based on WEDM and thermal diffusion welding [J].Opt.PrecisionEng., 2015, 23(4): 988-995. (in Chinese)
[10] 吴铭方, 司乃潮, 王敬, 等. 铁/铝扩散偶界面反应层生长机理分析[J]. 焊接学报, 2011, 32(5): 29-32. WU M F, SI N CH, WANG J,etal.. Analysis on growth mechanism on interfacial interlayer on Fe/Al couple [J].TransactionsoftheChinaWeldingInstitution,2011, 32(5): 29-32. (in Chinese)
[11] 王敬, 尹小燕, 杨帅. Fe/Al异种金属扩散界面区的显微组织[J]. 焊接技术, 2011, 40(12): 15-18. WANG J, YUN X Y, YANG SH.Microstructure in interface zone of diffusion-bonded joint of Fe/Al dissimilar materials [J].WeldingTechnology,2011, 40(12): 15-18. (in Chinese)
[12] 邹文栋, 黄长辉, 郑玱, 等. 用扫描白光干涉术检测合金韧窝断口微观三维形貌[J].光学 精密工程, 2011, 19(7):1612-1617. ZOU W D, HUANG CH H, ZHENG C,etal.. Measurement of microscopic surface topography of alloy dimple fractureby scanning white-light interferometry [J].Opt.PrecisionEng., 2011, 19(7): 1612-1617. (in Chinese)
[13] 毕果, 孙郅佶, 张剑锋, 等. 超精密切削加工表面粗糙度影响因素的实验[J].光学 精密工程, 2015, 23(10): 266-271. BI G, SUN ZH J, ZHANG J F,etal.. Experiment on main factors affecting surface roughness in ultra-precision fly cutting [J].Opt.PrecisionEng., 2015, 23(10): 266-271. (in Chinese)

杨蒙生(1973-),男,重庆巴县人,硕士,助理研究员,2007年于北京机械工业学院获得硕士学位,主要从事微靶制备及参数测量方面的研究。E-mail: yangmengsheng@126.com

邢丕峰(1963-),男,山东冠县人,博士,研究员,博士生导师,1987年于中国科学院青海盐湖研究所获得硕士学位,1996年于中国工程物理研究院研究生部获得博士学位,主要从事微靶制备方面的研究。E-mail: fascist000@yahoo.com.cn
(版权所有 未经许可 不得转载)
Precision diffusion bonding of iron-aluminum impedance match target
YANG Meng-sheng1, XING Pi-feng1*, WEI Cheng-fu2, TANG Jie2, LI Chao-yang1
(1.Research Center of Laser Fusion,ChinaAcademyofEngineeringPhysics,Mianyang621900,China;2.MianyangNormalUniversity,Mianyang621000,China)
To obtain the state equations of some materials at a high pressure, an iron-aluminum impedance match target for the experimental researches on the state equation of laser driving was prepared and the bonding technology of iron and aluminum films was studied. Both the cold rolled iron film and ultra-precision matching aluminum film were used as raw materials in this work, and the dependences of sample topography, thickness, crystallization properties and interfacial characteristics on process conditions were also researched. A white light interferometer, a scan electron microscope(SEM) and an X-ray diffractometer(XRD) were employed to further reveal the revolution rules of the above parameters and to hold the changing trend of these parameters. Based on the optimized processing conditions, a higher quality target without micro-defect was prepared successfully, and its roughness is less than 100 nm, thickness uniformity is lower than 100 nm and the diffusion layer thickness is about 200 nm. These excellent physical properties verify that the final target significantly meets the requirements of state equation of experiments.
iron; aluminum; iron-aluminum film; impedance match target; diffusion bonding
2016-02-05;
2016-04-10.
中国工程物理研究院超精密加工技术重点实验室开放基金资助项目(No. KF13003)
1004-924X(2016)11-2738-08
O484
A
10.3788/OPE.20162411.2738
*Correspondingauthor,E-mail:fascist000@yahoo.com.cn
