埋弧堆焊低合金钢熔敷金属组织和性能研究
2016-12-16张俊宝
张俊宝,唐 识,梅 乐,余 燕
(1.上海核工程研究设计院,上海 200233;2.国核示范电站有限责任公司,山东 荣成264312)
埋弧堆焊低合金钢熔敷金属组织和性能研究
张俊宝1,唐 识2,梅 乐1,余 燕1
(1.上海核工程研究设计院,上海 200233;2.国核示范电站有限责任公司,山东 荣成264312)
CAP1000机组反应堆压力容器堆测接管管座采用低合金钢埋弧堆焊焊接成型。为了保证堆焊结构的组织和性能的各向同性,使用与CAP1000产品堆测接管管座完全相同的材料以及焊接工艺进行焊接模拟,并从堆焊结构的三个方向,即垂直于焊接方向、平行于焊接方向、堆焊结构的高度方向分别进行拉伸和冲击试验。试验结果表明,采用堆焊方法制作的堆测接管管座具有良好的组织性能,焊接工艺性能优良,未发现焊接缺陷;三个方向的拉伸性能和冲击性能基本相当。
CAP1000;堆测接管管座;埋弧焊;堆焊
CAP1000机组反应堆压力容器堆测接管管座采用堆焊的方式成型[1],堆焊后进行焊后热处理。堆测接管管座作为一回路的压力边界部件,对于设备的安全运行有着重要的影响。在核电的压力容器设计上,采用堆焊结构作为其中一个部件是不常见的[2-3]。因此,需要从堆焊结构的3个方向,即垂直于焊接方向、平行于焊接方向、堆焊结构的高度方向分别进行拉伸和冲击试验,研究各个方向的力学性能,从而满足堆焊结构的质量要求。
1 焊接材料及方法
本研究模拟件采用的焊接材料与CAP1000产品使用的完全相同,试件焊接所采用的焊接工艺(埋弧焊)、焊接设备、焊接规范、热处理制度与CAP1000产品堆测接管堆焊管座一致[4-5]。采用的焊接工艺按ASME标准评定合格,焊接材料和焊接规范见表1。
模拟件采用的母材为SA508 Gr.3 Cl.1,规格为60mm×600mm×300mm,焊接采用Φ4.0mm F9P4-EG-G焊丝。母材、焊丝和熔敷金属的化学成分见表2。
焊接接头形式如图1所示,隔离层采用手工电弧焊,当隔离层厚度为7mm时,采用埋弧自动焊进行堆焊,直至满足堆焊厚度的要求。焊接过程中严格控制道间温度,焊道搭接量在1/2~2/3,每层焊道厚度不大于4mm,焊丝干伸长量在30~35mm。
当试板堆焊层厚度T=150mm时进行中间消应力热处理,当试板堆焊层厚度t=300mm以上时进行最终消应力热处理,具体热处理要求详见表3和表4。

表1 焊接材料和焊接规范

表2 母材、焊丝和熔敷金属的化学成分
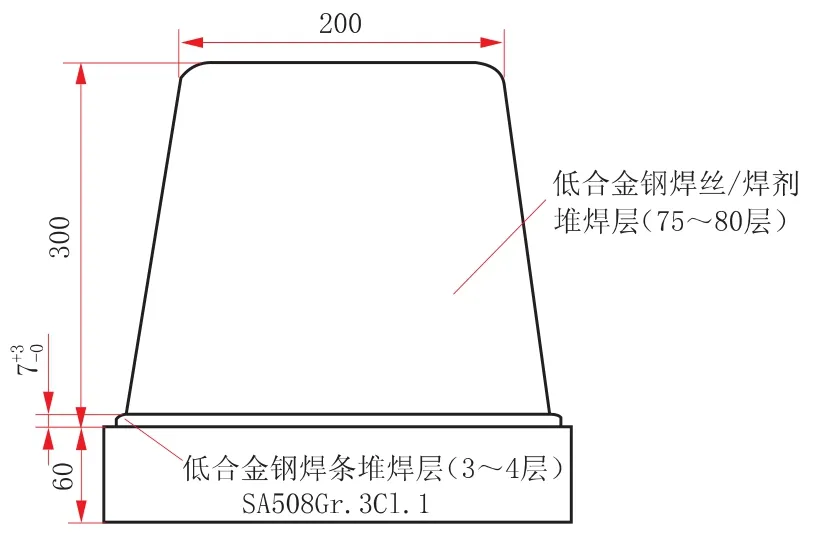
图1 焊接接头形式

表3 中间消应力热处理工艺参数

表4 最终焊后热处理工艺参数
2 焊接接头显微组织
沿试验件的全厚度方向加工1件垂直于焊接方向的低倍试样,试样尺寸为10mm×300mm×300mm,进行宏观检测,宏观照片如图2所示。在堆焊层和母材结合截面处取一个微观金相试样,试样尺寸为20mm×20mm×20mm,进行微观检验(放大倍数200倍),试样金相组织如图3所示。经10倍放大观察,试样未发现焊接缺陷。通过4%硝酸酒精溶液+10%铬酸电解腐蚀液浸蚀,观察母材、热影响区、堆焊层的微观组织均为粒状贝氏体,未发现焊接缺陷。

图2 宏观低倍照片
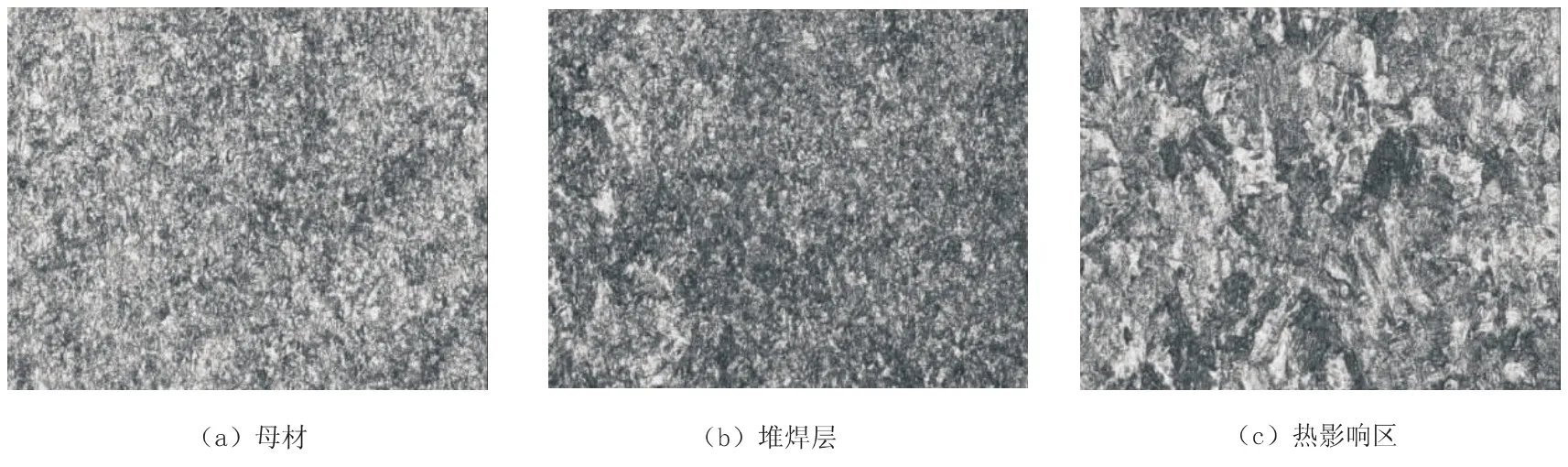
图3 试样金相组织照片 200×
3 力学性能试验结果
3.1 拉伸试验
在试验件的平行堆焊方向、垂直堆焊方向、堆焊高度方向分别各取2个试样进行室温拉伸试验以及350℃高温拉伸试验,试样直径12.5mm。试验按标准ASTM A370进行,试验结果如图4所示。
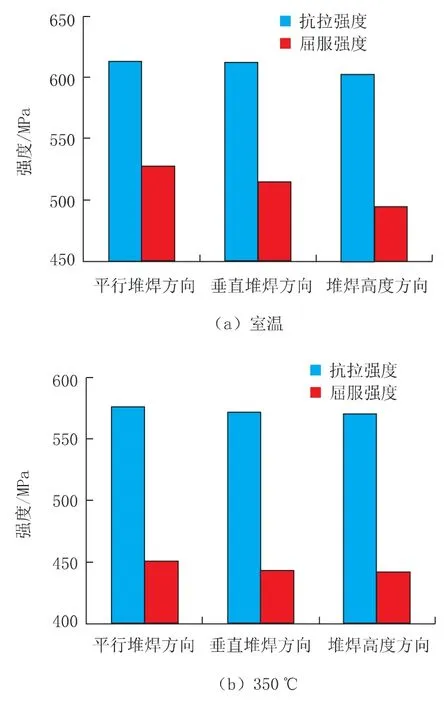
图4 试样各方向室温及高温拉伸试验结果
从图4可以看出,室温和高温的抗拉强度和屈服强度按平行堆焊方向、垂直堆焊方向、堆焊高度方向逐渐降低,但变化不大,说明熔敷金属的结晶方向对材料的强度影响不大。
3.2 冲击试验
在试验件的平行堆焊方向、垂直堆焊方向、堆焊高度方向各取24个试样进行夏比冲击试验,试样尺寸为10mm×10mm×55mm,试样缺口为V形。试验按标准ASTM A370进行,结果如图5所示。
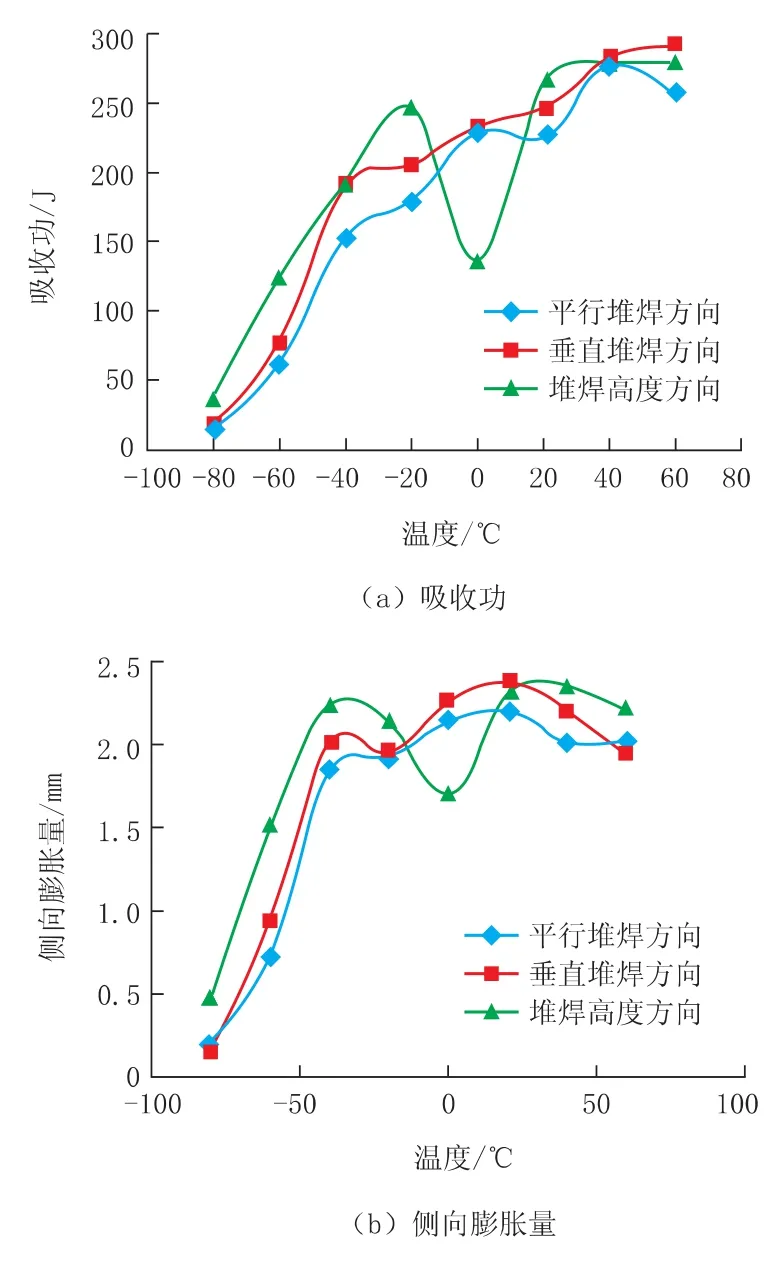
图5 夏比冲击试验结果
从图5夏比冲击转变曲线可以看出,平行堆焊方向、垂直堆焊方向、堆焊高度方向的冲击性能基本是一致的。
4 试验结果讨论
通过以上的试验可以发现,堆焊结构具有良好的组织结构、高韧性及焊接性。增材制造的最原始形态就是堆焊,它作为一种“自上而下”的制造方法,能满足制造业对于零件的快速设计、制造与加工过程柔性化的需求,因此,近年来受到业界的广泛关注[6-9]。并且堆焊成型具有低成本下组织致密且力学性能好的特点,因此该技术有望发展成为大批量生产的增材制造技术[10]。
5 结 语
采用堆焊的方法制作的堆测接管管座,具有良好的组织性能,焊接工艺性能良好,未发现焊接缺陷。对堆焊结构进行三个方向的拉伸和冲击试验,试验结果表明,三个方向的力学性能基本相当,堆焊结构具有良好的强度和韧性。
[1]贺振宇,沈伟,姜述杰,等.AP1000机组反应堆压力容器堆测管焊接工艺的研究[J].热加工工艺,2015(21):172-174,177.
[2]周志军,侯淑芳.埋弧自动堆焊工艺参数的确定[J].南通航运职业技术学院学报,2006(4):86-90.
[3]刘铁军,刘贵强,袁广,等.埋弧堆焊技术在油缸生产中的应用研究[J].煤矿机械,2012(1):124-126.
[4]丛高伟,张忠海.几种压水堆反应堆压力容器结构的比较与研究[J].科技创新与应用,2015(20):123.
[5]周新华,陈富彬,陈中灼.AP1000反应堆压力容器的制造难点与监造应对措施[J].锅炉制造,2015(2):48-53.
[6]丁冬平,刘顺洪,周龙早.基于焊接的快速成形技术[J].电焊机,2004(6):30-35.
[7]杨国明.近净成形技术发展概况[J].材料导报,1993(2):6-7.
[8]张禹,王世龙,罗震,等.基于机器人堆焊增材制造工艺与方法研究[J].制造业自动化,2013(6):145-147.
[9] 关桥.焊接/连接与增材制造(3D 打印)[J].焊接,2014(5):1-8.
[10]耿海滨,熊江涛,黄丹,等.丝材电弧增材制造技术研究现状与趋势[J].焊接,2015(11):24-28,76.
Study on Microstructure&Properties of Submerged Arc Surfacing Welding Low-alloy Steel Weld Metal
ZHANG Junbao1,TANG Shi2,MEI Le1,YU Yan1
(1.Shanghai Nuclear Engineering Research&Design Institute,Shanghai 200233,China;2.State Nuclear Power Demonstration Plant Co.,Ltd.,Rongcheng 264312,Shandong,China)
CAP1000 reactor pressure vessel tube socket is made of low alloy steel by submerged arc surfacing welding,in order to ensure the isotropic of microstructure and property for surfacing structure,it used the same material and welding process with CAP1000 products pressure vessel tube socket to simulate welding,and to perform tensile and impact test from three directions,including perpendicular to welding direction,parallel to welding direction,and the welding structure height direction.Test results showed the pressure vessel tube socket made by surfacing welding is with good organization performance,good welding performance,found no weld defects;the tensile and impact properties from three directions are equivalent.
CAP1000;pressure vessel tube socket;submerged arc welding;surfacing welding
TG113
A
10.19291/j.cnki.1001-3938.2016.08.004
张俊宝(1976—),男,硕士,高级工程师,主要从事核电设备的焊接设计工作。
2016-05-18
黄蔚莉