Q245R+S30408不锈钢复合板的焊接
2016-12-13刘天德
刘天德
(甘肃酒钢集团西部重工股份有限公司,甘肃 嘉峪关 735100)
Q245R+S30408不锈钢复合板的焊接
刘天德
(甘肃酒钢集团西部重工股份有限公司,甘肃 嘉峪关 735100)
主要从焊接方法、焊接材料、焊接坡口、焊接错边量的控制、焊后无损检测的选择及焊接工艺评定等几方面对Q245R+S30408不锈复合钢板的焊接工艺进行探讨。确定了合适的焊接工艺,并有效的应用于焊接生产。
不锈钢复合板;焊接性;晶间腐蚀;稀释率
煤分制项目中的脱硫塔和洗剂塔的主体材质为不锈钢复合板。脱硫塔其规格为Φ6000mm,高位36500mm.总重量为128.7t,设计压力为0.03MPa。工作介质为煤气,脱硫液。由于工作介质具有腐蚀性,要求焊接接头的晶间腐蚀性能必须符合标准。所以主体材质采用复合钢板 S30408/Q245R RII级(GB/ T8165)(复合板选用济钢生产的热轧复合板,覆层有效耐腐蚀层厚度不小于2mm)制造。Q245R,其中S30408的材质为06Cr19Ni10。制造要求高,对此产品专门制定了符合实际的焊接工艺和措施,并取得了一定的成效。
1 材料的焊接性
对于复合板的焊接,焊接的工序较为复杂,既存在同种材质的焊接,也存在异种材质的焊接。根据每一条焊缝根据接头形式的不同,所用的焊接材料的种类有最少两种以上。同时,根据不同的位置,选用的焊接方式也不尽相同。采用正确的合理的焊接顺序,明确焊接工艺要求,是复合板焊接的重要环节。复合板的力学性能和化学成分见表1、表2:

表1 复合钢板的力学性能

表2 复合钢板的化学成分(%)
2 焊接性分析
不锈钢复合板Q245R+S30408,复层S30408是以钼为基础的奥氏体不锈钢,它与基层的Q245R的物理性能相差比较大,这就增加了焊接的难度。而对于不锈钢复合板的焊接一般分三层进行焊接,分别为基层、过渡层和复合层。并且三层所使用的焊接材料各不相同,从而导致各层的加热和冷却的不均匀,沿基层的厚度方向上产生很大的焊接残余应力,这种焊接残余应力在复层表面上形成拉应力,当复层焊接时表面容易产生裂纹。而且复层的奥氏体不锈钢焊接时容易产生热裂纹,究其原因是不锈钢凝固温度区特别宽,低熔点杂质易在晶界上富集,线膨胀系数大,因而冷却收缩应力大。另外基层和复合层的含碳量和合金成分也有很大的差别,因此,稀释作用强烈,使得焊缝中形成奥氏体元素减少,从而增加了焊缝中的含碳量,在焊接熔合区则可能出现马氏体组织,从而导致硬度和脆性的增加,增大了结晶裂纹的倾向,同时基层和复层的含铬量差别大,促使碳项符合层迁移扩散,而在其过
渡层的焊缝金属区域形成增碳层和脱碳层,加剧了熔合区的硬化和另一侧热影响区的软化,所以,焊接复合板时,减少焊接残余应力、减少焊缝成分的稀释、防止产生脆硬马氏体.是保证其力学性能和具有良好的耐腐蚀性能的必备条件,也是不锈复合钢板焊接时必须解决的关键问题。
3 焊接工艺制定
3.1 焊接方法的选择
1)基层焊接方法:因塔体简体的直径为6000mm.故确定基层的焊接都采用气体保护焊进行焊接,以提高焊接生产率。
2)过渡层焊接方法:过渡层的焊接质量的好坏直接影响整个不锈复合钢板的基层和复层的焊接质量问题,因此过渡层的焊接是整个复合钢板焊接的重点。首先是控制基层金属对过渡层焊缝金属的稀释。因此焊接时要尽量减少熔合比的方法来减低对焊缝金属的稀释作用。其次选用合理的焊接方法是影响母材的熔合比的最重要因素。经过对比使用焊条电弧焊的熔合比比较低,变化范围较小,因而焊缝成份比较稳定。所以采用焊条焊接是最佳的选择。
3)复层的焊接方法:复层为2mm的S30408是超低碳奥氏体不锈钢,通常是采用焊条电弧焊和钨极氩弧焊,从生产的经济性、适用性方面考虑,我们选用焊条电弧焊。
3.2 焊接材料的选择
1)基层焊接材料:采用等强度原则以及使用的状况,为了保证焊缝与Q245R有相近的抗拉强度。选择焊丝ER50-6。
2)过渡层和复层焊接材料:选择主要考虑到过渡层被基层的稀释,奥氏体不锈钢复合钢过渡层和复层的焊接材料一般都选择铬、镍当量高的奥氏体焊接材料。焊接电弧稳定、飞溅少且成形美观的钛钙型焊条。焊条A302和A102的化学成分见表3。

表3 A302和A102焊条的化学成分(质量分数,%)
塔体的直径大,其对接焊缝都可以采用单面焊,因此选用的坡口形式如图l所示。主要考虑了板厚、坡口的形式以及加工设备和焊接生产率等因素。

图1 坡口形式
3.4 焊接工艺评定
焊接工艺评定按NB47014-2000的要求进行。采用尺寸为600mmx600mm的Q245R+S30408复合钢板试件两块,按图l要求加工坡口。焊接前,用钢丝刷清除焊坡口两侧50mm范围内的铁锈和油污等,并在复层距坡口100mm范围内涂防飞溅涂料;组装时必须以复层为基准进行组对,控制对口错边量小于等于复层厚度的50%;采用ER50-6的焊丝在基层侧点固。焊接时。①先焊基层(气保焊)。先焊复层侧基层1~4层,焊缝的高度要略高于复合板的界面,并将焊缝磨平;背面碳弧气刨,打磨露出金属光泽后,再焊5道至要求,特别是注意在焊接过程中要控制层间温度的范围,层间温度要控制在150℃~250℃之间;焊后对焊缝进行外观检查和超声波检测,按照JB/T4730.3-2005要求,二张都是I级片。合格。②焊过渡层。清理复层侧基层焊缝及坡口周边的污物和铁锈等。采用焊条A322Φ3.2焊接过渡层一6道.控制层间温度<150℃,为了控制稀释率,采用小电流、快速焊、不摆动的焊接工艺,焊至高于复合界面0.5~1.5 mm;③最后焊复层。清理过渡层焊缝表面及坡口边缘,控制层间温度<100℃,采用A102 Φ3.2焊复层,如图2所示。
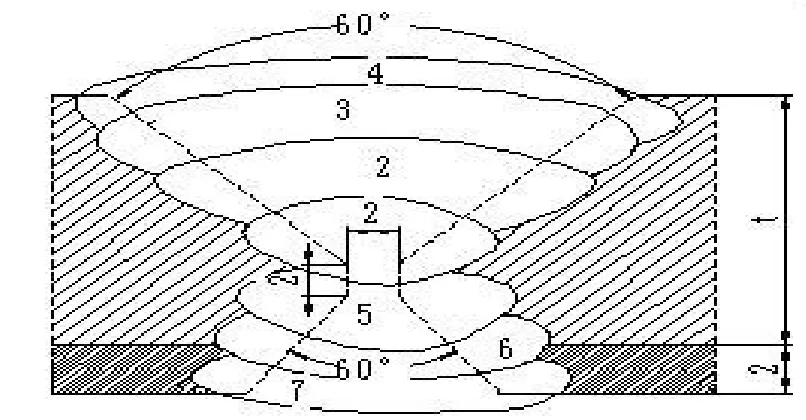
图2 焊缝焊接图
焊后超声波检测,按照JB/T4730.3-2005要求.都是I级,合格。对于基层、过渡层和复层的焊接方法以及焊接工艺参数见表4。

表4 基层、过渡层和复层的焊接工艺参数
按GB/T4334.5.2000《不锈钢硫酸.硫酸铜腐蚀试验方法》对焊缝复层制取试样进行试验,结果全都符合标准要求,见表5。

表5 焊接接头力学性能
3.5 控制错边量
通过对焊接工艺评定的试验来看,影响过渡层的焊接质量好坏直接的是如何控制不锈钢复合板的错边量,对不锈钢复合板错边量控制的要求要比普通碳钢或低合金钢严格多。
1)下料环节:在复合板下料时,严格计算简体下料展开长度尺寸,并保证实际下料尺寸准确,特别是对角线的长度的控制,对角线的长度之差控制在±1mm.
2)卷筒的环节:在卷板机上卷制筒体时,要注意复合板的方向,将钢板的复合层在辊子侧。卷筒时,采用多次卷弯,尽量避免一次成型,以防卷弯过度,控制好圆度。并且在筒节焊接之后必须找圆工作。
3)筒节的组对环节:组对时以坡口形式尺寸标注以复层为基准,并且环缝组对采用工装找圆,使筒体圆度在标准范围之内,保正组对质量。防止复层错边量超标。
4)封头与简体组对环节,首先保证各自的圆度,其次根据封头周长匹配简体周长的方法进行下料并卷型和焊接等工序,保证封头与简体的组对质量。
3.6 施焊焊工
复合板的焊接工作必须由从事压力容器焊接工作的焊工进行担任。焊工必须按图样、工艺文件和技术标准施焊。焊工应在规定部位打上焊工钢印,由于复合板的不锈钢板具有防腐要求,不得在防腐面采用硬印作为焊工的识别标志,而应将焊工标记打在复合板的基层上。
4 焊接要求
更好的保证不锈钢复合板的化学成分和机械性能,焊接时应对基层、过渡层和复层分别进行焊接。应注意以下几点:
1)严格按照图样、焊接工艺和有关标准施焊。
2)遵循先焊接基层,再焊接过渡层,最后焊接复层的焊接顺序。
3)坡口清理。施焊前需在不锈钢复合板坡口两侧处50mm范围角向磨光机去除锈、污物,并使之露出金属光泽,并在100 mm范围内刷涂防飞溅涂料。
4)定位焊。定位焊缝只允许在基层金属面上采用焊接基层金属的电焊条施焊。不能在过渡层和复层来焊接。
5)基层的焊接,焊接时应控制焊缝中的金属,不能将基层中焊缝熔化到不锈钢的过渡层甚至复层焊缝,减少熔合比,以免少量高铬、高镍的不锈钢成分稀释到碳素钢焊缝中形成马氏体组织而发生硬化,使复合板的性能产生影响。
6)焊接过渡层时,应尽可能采用小直径焊条,并采用小的焊接电流、焊接速度进行焊接。为了降低基层对过渡层焊缝的稀释,可以采用反极性进行直道焊接。
7)复层焊接时,为保证焊接质量,必须控制焊接热输入,使焊缝金属呈奥氏体和铁素体的双相组织,可以减少热裂纹。采用小电流、高焊速、多层多道快速不摆动焊法,限制熔池热输入,提高冷却速度,多层焊时,应待前一道焊道冷却后再焊,控制层温不超过100℃。从而保证焊缝金属具有良好的机械性能和抗晶间腐蚀能力。
[l]中国机械工程学会焊接学会.焊接手册第2卷[M].北京:机械工业出版社.2004.
[2]JB/T4709.2000,钢制压力容器焊接工艺规程[S].
[3]NB/T47014-2011,承压设备焊接工艺评定[S].
TG335.81