实验快堆转换区组件焊接工艺
2016-12-12汪建红杨通高
汪建红,杨通高,沈 林,钟 毅
(中核建中核燃料元件有限公司,四川宜宾644000)
实验快堆转换区组件焊接工艺
汪建红,杨通高,沈 林,钟 毅
(中核建中核燃料元件有限公司,四川宜宾644000)
快堆是世界上第四代核能系统的主力堆型,它能充分利用铀资源来开发核能。快堆组件是反应堆中不可缺少的重要部件,其焊接质量直接影响组件的使用寿命和反应堆的安全运行。介绍快堆转换区组件的结构特点,重点分析组件研制过程中燃料棒的绕丝点焊、栅板框架与外套管的压力电阻点焊、过渡头与外套管组装与焊接等工艺难点,并提出解决方法。通过组件焊接检验结果表明,CJNF在实验快堆组件制造中所采用的焊接工艺可行,焊接质量满足技术条件的要求。该项目的成功实施使我国首次掌握了实验快堆组件的焊接制造工艺,并初步形成快堆组件生产能力。
实验快堆;转换区组件;焊接工艺
0前言
快堆是“快中子反应堆”的简称,是指由快中子来引起裂变链式反应的反应堆。作为一种研究堆型,实验快堆燃料元件使用的材料、零部件的结构、组装方式等均区别于目前国内制造的压水堆燃料元件。中核建中核燃料元件有限公司先后进行了大量的工艺试验,拟定出组件的制造工艺流程、攻克了各种焊接工艺难点,并成功制造出实验快堆组件。目前,实验快堆转换区组件已入堆进行考验,运行良好。
1实验快堆转换区组件的结构
1.1快堆转换区组件的组成
转换区组件由头部部件、外套管、棒束部件、管脚部件组成,其外形(局部剖视)如图1所示。
1.2快堆组件的材料
实验快堆转换区组件的零部件包括挤钠器、操作头、过渡头部件、管脚、栅板部件、外套管、燃料棒包壳管与端塞等,设计要求材料为国产316(Ti)S.S。

1—头部部件;2—外套管;3—棒束部件;4—管脚部件。图1 转换区组件外形示意
2实验快堆转换区组件焊接工艺[1-3]
2.1实验快堆转换区组件组装焊接工艺流程
根据转换区组件的结构、技术条件及图纸要求,结合公司多年燃料组件制造的经验,拟定了组件焊接制造工艺流程,如图2所示。
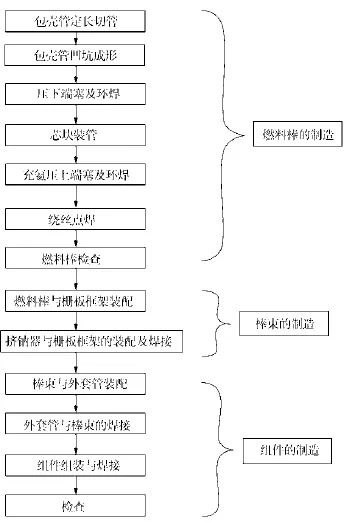
图2 转换区组件制造工艺流程
2.2焊接工艺难点及解决方法
实验快堆转换区组件是一种全新的组件,没有技术转让,也没有适用的焊接设备,所有的工艺都需从头开始试验。组件的焊接有:燃料棒绕丝点焊、燃料棒环焊、挤钠器与栅板框架部件的焊接、外套管与栅板框架点焊、外套管与过渡头的组装焊接工艺等。组件制造的主要焊接工艺难点如下。
2.2.1燃料棒绕丝点焊工艺
燃料棒绕丝点焊是将直径0.95 mm的不锈钢丝点焊在燃料棒的上、下端塞上。技术要求:点焊试样要求做拉断和剪切力检查,试样的拉力方向如图3、图4所示。在焊缝强度试验中,绕丝断裂不应发生在焊缝上,焊点尺寸应满足技术条件的要求。
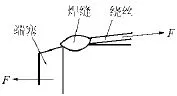
图3 剪切样件

图4 拉断样件
(1)工艺难点。
燃料棒是端塞直径19.2 mm、长度超过20mm的柱状实心不锈钢,不锈钢绕丝直径0.95 mm,由于两者尺寸差距很大,其热容量差距较大,端塞形成熔池需要较大的热输入而绕丝熔入熔池只需极小的热量。若直接进行TIG焊接,可能在端塞上形成虚焊,甚至熔断绕丝,无法满足绕丝点焊的技术要求。
(2)解决方法。
经过实验,采用点焊前直接对绕丝头部进行熔球处理的方式,在绕丝的端头熔成约φ2 mm的金属球。不但增加了焊点金属量,也适当增加了绕丝头部的热容量,避免了点焊时形成虚焊或熔断的风险。根据前期实验结果和焊接经验,确定焊接参数,按照确定的工艺参数焊接的焊点经检验:焊点外观良好,焊缝抗拉强度高,绕丝断裂发生在焊缝以外的绕丝上或靠近焊缝区的母材上。焊点的外形尺寸完全满足技术条件要求。
2.2.2外套管与栅板框架点焊工艺
(1)工艺难点。
快堆转换区组件中外套管和栅板框架均为六边形,外套管和栅板框架壁厚均为1.2 mm,焊件壁厚较大。栅板框架与外套管之间进行压力电阻焊接时,焊枪的一极需要伸进外套管内,焊枪的另一极则在外套管外侧,须在距离外套管端面规定处施焊,见图5。目前公司没有满足技术要求的焊接设备。

1—栅板框架;2—焊点(12个);3—外套管。图5 棒束部件与外套管装配与焊接示意
(2)解决方法。
设计组装一台移动式多功能焊接设备,如图6所示。移动式多功能焊接设备由移动小车、X形气动焊枪、气源系统、平衡器和组装工作台等组成。X形气动焊枪是整个装置中最重要的组成部件,焊枪结构采用剪刀形状,上电极臂为活动臂,下电极臂为固定臂,焊枪夹持力最大可达1 500 N,方便焊接不同尺寸的焊接材料。
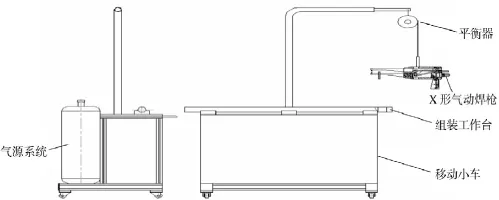
图6 移动式多功能焊接设备结构示意
由于栅板框架和外套管壁厚较厚,均为不锈钢材料,根据焊接经验与多次试验,选择焊接电流在1.3~2.1 kA范围内,焊点表面质量好,合格点焊样品外观见图7焊点A。当电流增加至2.2 kA后的焊点氧化色偏重,见图7焊点B。

图7 焊点外观
采用新设计的焊接设备对快堆组件外套管与栅板框架的压力电阻焊接工艺进行研究,选择实验确定的焊接参数进行栅板框架与外套管接触焊,试样的焊点强度、焊点位置符合图纸和技术文件要求。成功实现栅板框架与外套管的焊接。
2.2.3外套管与过渡头的组装焊接工艺
过渡头与外套管的局部结构及装配示意如图8所示。组装焊接技术要求如下:①过渡段与外套管组装时,保证间隙小于等于0.1 mm。②焊缝外观无氧化色,焊缝表面光滑、无裂纹、无焊瘤,不存在咬边及缩孔等缺陷,焊缝宽度满足规定要求。③金相检查无裂纹等焊接缺陷,熔深大于等于规定要求。④射线检查:在规定条件下没有气孔、裂缝、夹钨和夹杂物等。⑤无晶间腐蚀倾向。⑥组件的操作头外表面圆跳度不大于φ1.0 mm,管脚的圆柱外表面的圆跳度不大于φ0.5 mm。
(1)工艺难点。
①工件材料为国产316Ti不锈钢,其裂纹敏感性较高,热变形率也较高,焊接接头形状为封闭的六边形,焊接应力释放困难,焊接接头各部位热容量不同,焊接接头极易产生裂纹等缺陷,焊接人员对焊接速度把握不好,容易产生未焊透或烧穿等缺陷。从焊接试验结果看,焊接缺陷主要表现为裂纹、未焊透及烧穿等,分别如图9~图11所示,图中箭头所指方向为缺陷位置。
②焊接区域结构如图8所示,焊道各部分形状差异较大,热容量差别较大,要获得较为均匀的焊缝较为困难。
(2)解决方法。
①设计一台快堆组件组装焊接装旋转置。
快堆组件组装焊接旋转装置保证在装配过程中,头部部件、棒束部件及尾部部件在同一轴线上,
装置可以旋转,方便组件六面的对称焊接。

图8 过渡头与外套管焊接形状装配示意

图9 焊缝未焊透金相
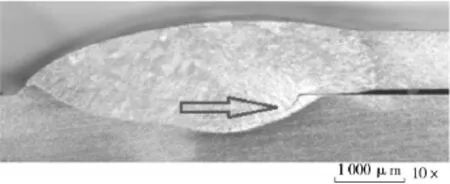
图10 焊缝裂纹金相

图11 焊缝烧穿金相
②选择焊接方式。
采用手工TIG焊接方式,先对称点焊,对外套管和栅板框架进行点焊固定,再进行每次两面对称焊接,最后加快冷却接近常温以控制焊接变形和焊接裂纹。焊接电流70 A,每面焊缝焊接速度控制为“慢速-快速-较慢”,每面焊接时间20~25 s。按此参数焊接的试样均合格,合格的焊缝横截面金相如图12所示,无缺陷的焊缝纵截面金相如图13所示。
经检验焊缝外观尺寸、金相、X光、腐蚀均满足技术条件的要求。焊接完成后组件的圆跳度完全满足技术要求,成功实现了过渡头与外套管的焊接。

图12 焊缝横截面金相

图13 焊缝纵截面金相
3结论
(1)点焊前直接对绕丝头部进行熔球处理,选择适当的焊接参数,焊点质量满足技术条件要求。
(2)设计研制出移动式多功能焊接设备,解决了栅板框架与外套管焊接工艺难点,点焊的外观尺寸和强度满足工艺要求。
(3)设计研制出组件组装焊接旋转装置,选用合适的焊接参数和焊接方式,解决了过渡头与外套管焊接工艺难点,缝焊质量满足工艺要求,控制了组件的焊接变形,组件跳动量满足工艺要求。
该项目的成功实施使我国首次掌握了实验快堆转换区组件的焊接工艺,并初步具备实验快堆组件的生产能力。
[1]谢光善,张汝娴.快中子堆燃料元件[M].北京:化学工业出版社,2007.
[2]吴毅雄.焊接手册[M].北京:机械工业出版社,2013.
[3]梁启涵.焊接检验[M].北京:机械工业出版社,1998.
Technology research on welding CEFR blanket region FA
WANG Jianhong,YANG Tonggao,SHEN Lin,ZHONG Yi
(CNNC Jianzhong Nuclear Fuel Co.,Ltd.,Yibin 644000,China)
Fast reactor is a principal type of generation 4 nuclear power system in the world,which uses uranium resource to exploit nuclear power.Fuel assembly is an indispensable component to the fast reactor,in which the Welded quality has a direct influence on the service life of fuel assembly and the safe operation of reactor.This article presents the structural features of the blanket region FA,highlights discussing the difficulties during the development such as wire spot welding of fuel rod,pressure resistance welding of grid frame to bushing,as well as assembling and welding of transition head and bushing,and proposes the solutions which have been demonstrated by tests.The inspection results of FAs show that the process adopted by CJNF in welding the CEFR FAs is feasible and welding quality meets the requirements of technical specification.The successful implementation of such project indicates it is first time for China to master the technology for manufacturing CEFR FAs,and generate a preliminary production capacity.
CEFR;blanket region FA;welding technology
TL351
B
1001-2303(2016)11-0123-04
10.7512/j.issn.1001-2303.2016.11.27
献
汪建红,杨通高,沈林,等.实验快堆转换区组件焊接工艺[J].电焊机,2016,46(11):123-126.
2016-05-29
汪建红(1971—),女,湖南安化人,研高,学士,主要从事燃料元件的组装、焊接、检验等制造工艺技术工作。