7055喷射成形高强铝合金激光焊接头组织及性能
2016-12-12乔及森王鹏建张阳羊赵文军陈剑虹
乔及森,王鹏建,张阳羊,赵文军,陈剑虹
(兰州理工大学省部共建有色金属先进加工与再利用国家重点实验室,甘肃兰州730050)
7055喷射成形高强铝合金激光焊接头组织及性能
乔及森,王鹏建,张阳羊,赵文军,陈剑虹
(兰州理工大学省部共建有色金属先进加工与再利用国家重点实验室,甘肃兰州730050)
采用激光焊接对2 mm厚喷射成形的7055-T76511铝合金进行焊接试验。通过显微硬度和拉伸试验测试焊接接头的力学性能,通过光学显微镜(OM)、扫描电镜(SEM)、背散射电子衍射技术(EBSD)以及X射线衍射(XRD)分析焊接接头的微观组织。结果表明,7055铝合金激光焊接头无明显的软化区,焊缝显微硬度最低,约为130~140 HV,接头的抗拉强度372 MPa,伸长率4.1%。焊缝组织有明显的三个区(热影响区、熔合区和焊缝区)。热影响区组织是产生了部分再结晶的等轴晶粒;熔合区由于非均匀形核形成了等轴非枝晶区(non-dendritic equiaxed grain zone,EQZ),晶粒尺寸3~8 μm;焊缝区靠近熔合线为柱状枝晶,中心为胞状枝晶。
7055铝合金;喷射成形;激光焊接;力学性能;显微组织
0前言
7000系铝合金因其良好的比强度、断裂韧度、耐腐蚀性和加工性能,被广泛应用于航空航天、轨道车辆、汽车和造船等领域[1-3]。7055是现有牌号中强度较高的铝合金[4]。采用普通的熔焊焊接热输入大,焊件变形大,接头软化明显,强度低;而搅拌摩擦焊缺乏相对的工艺柔性,难以焊接复杂焊缝,这些局限性制约了7055铝合金在大型轻量化结构件上的应用。激光焊接具有热效率高、接头变形小、焊缝深宽比大、热影响区小和接头质量好等特点,能够克服传统焊接方法的不足[5]。接头的力学性能影响着焊接结构的使用寿命和安全,而接头的力学性能由接头不同区域的微观组织决定,因此,国内外对焊接接头的微观组织与力学性能进行了大量的研究[6-10]。在此采用激光对喷射成形的7055铝合金挤压型材进行焊接试验,分析其接头组织和力学性能相关特性。
1试验
1.1试验材料
7055铝合金的名义成分如表1所示。该合金采用喷射成形工艺制备成铸锭,通过均匀化处理后经反向挤压加工成排材,再经T76511热处理(即固溶处理淬火后进行预拉伸处理)。最终机械加工成2 mm×40 mm×70 mm的焊接试板。

表1 7055铝合金化学成分Table 1Chemical composition of 7055 aluminum alloy%
1.2试验方法
采用快速轴流式CO2激光器对7055铝合金进行对接焊,添加熔敷金属以弥补锌元素烧损,化学成分为w(Zn)=75%、w(Al)=25%,焊接方向沿着材料挤压方向。焊接工艺参数如表2所示。焊前采用丙酮去除油脂,然后用砂纸和钢刷去除氧化膜,采用99.99%高纯度氦气作为保护气体。

表2 7055铝合金激光焊接工艺参数Table 2Laserweldingparametersof7055aluminumalloy
焊后室温放置30 d对接头进行金相制样,采用Keller试剂进行腐蚀后在光学显微镜中观察各区的金相显微组织。在FEI quanta 450扫描电子显微镜下观察焊接接头横向拉伸断口形貌,并利用其附件电子背散射衍射(EBSD)分析焊接接头不同区域内晶粒取向及组织演化。采用D8 ADVANCE X射线衍射仪分析接头析出相。根据GB/T 228-2010标准截取焊缝横向室温拉伸试样,在MTS-810拉伸机上进行测试,拉伸速度0.5 mm/min,结果取3组试样的平均值;硬度测试在HVS-15显微维氏硬度仪器上进行,硬度测点横向和纵向间距0.20 mm,加载力200 gf,持续时间15 s,每个点测3次,取其平均值,利用矩阵原理在Origin中画其硬度云图。
2结果和分析
2.1焊接接头显微硬度分布特征
7055铝合金焊接接头横截面的微观硬度云图如图1所示。焊接接头硬度云图以焊缝中心为对称轴,近似对称分布。焊缝中心距两侧约2 mm区域内为焊缝区,硬度值130~140 HV,有少量区域硬度呈同心圆从中心向四周升高。这是因为铝合金激光焊焊接时熔池凝固速度快,熔池中有少量未逸出的气孔,即图2中呈现黑色零解析的规则小圆盘。宽度较窄的熔合区(FZ)内有细小的等轴晶粒,距焊缝中心2.0~2.2 mm,硬度140~150 HV,随着距离焊缝中心的增大而快速升高。距焊缝中心2.2~2.8 mm为热影响区(HAZ),硬度165~180 HV,与母材(BM)的硬度接近,无明显软化现象,这是由于热影响区在焊后的自然时效过程中硬度值得到恢复。
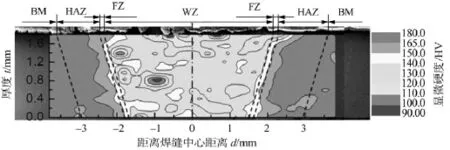
图17055 铝合金焊接接头的显微硬度云图Fig.1Microhardness maps of welded joint of 7055 alum-inum alloy
2.2焊接接头的显微组织
7055铝合金激光焊焊接接头不同区域的金相显微组织如图3所示。7055激光焊焊接接头由热影响区、熔合区和焊缝区组成。母材显微组织如图3a
所示,为典型的等轴变形组织。图3b为熔合线附近的显微组织,热影响区在焊接热的作用下出现部分再结晶晶粒,晶粒内部有片状析出相;熔合区靠近热影响区发现了等轴非枝晶(EQZ)组织,靠近熔合区的焊缝为状枝枝晶组织,生长方向与熔池散热方向相反。图3c为焊缝中心区呈典型胞状枝晶组织。

图27055 铝合金焊接接头EBSD像Fig.2EBSD images of welded joint of 7055 aluminum alloy

图37055 铝合金焊缝的微观组织Fig.3Microstructures of weld for 7055 aluminum alloy
2.3晶粒取向及形貌
焊接接头EBSD像如图2所示,与7055母材相比,7055铝合金激光焊焊接热影响区和焊缝区的晶粒形貌、尺寸及取向均发生了很大的变化。热影响组织从近焊缝到母材晶粒尺寸逐渐从20~30 μm减小到10~20 μm,部分晶粒发生了再结晶和长大,晶粒择优取向和母材相同,为<111>和<001>。熔合区形成的EQZ晶粒非常细小,大小为3~8 μm,晶粒取向随机分布,最宽处达150 μm。这是由于母材中含有少量的变质剂[w(Zr)=0.15%、w(Ti)=0.06%]与铝在晶内形成金属间化合物(Al3Zr、Al3Ti),在凝固过程中以这些未熔化的颗粒作为非均匀形核基底,大大提高了形核率;此外,非均匀形核在过冷度约为0.02Tm(Tm为金属熔点)时,形核率达到最大值[11],铝合金非均匀形核过冷度仅有13.2℃(Tm= 660℃),形核所需过冷度较低。根据熔池温度场分布特征,熔池边缘温度略高于母材熔点,存在一层运动速度很低的附面层[12],该附面层也可以作为非均匀形核基地,增加形核率和形核速度,即具备形成等轴晶粒的条件。熔合区附近EQZ区宽度从上表面到下表面依次增大,这是因为焊接时下部母材与金属夹具接触,散热速度快于上部母材,下部熔合区过冷度比上部高,形成了上窄下宽EQZ。EQZ组织对焊缝局部力学性能的影响有待进一步研究。随着晶粒向焊缝中心生长、结晶潜热的释放,EQZ区前沿液体过冷度降低,形核变得困难,只有以EQZ区中现有的晶体向液体中生长形成柱状晶区,晶粒直径20~40 μm,长度60~100 μm,无明显择优取向。
2.4接头XRD物相分析
在前期实验基础上,截取7055激光焊焊接接头焊缝区、热影响区和母材进行XRD物相分析,结果图4所示。热影响区和母材有少量MgZn2析出,焊缝区无明显的析出相,主要原因是MgZn2、Al3Zr和Al3Ti相尺寸较小或分布较为弥散,采用X射线衍射
无法观察到其衍射峰。
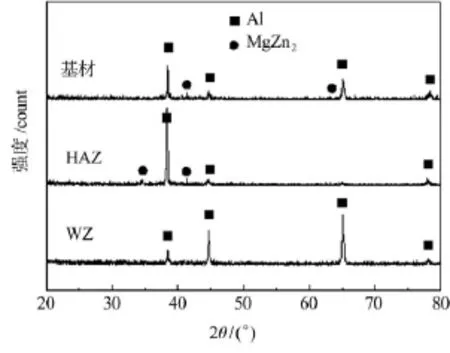
图47055 铝合金焊接接头XRD图谱Fig.4XRD patterns welded joint of 7055 aluminum alloy
2.5焊接接头力学性能和拉伸断口的SEM形貌
7055铝合金基材及焊接接头的常温拉伸试验结果如表3所示。母材的抗拉强度610 MPa,伸长率14.3%,而焊接试件的抗拉强度372 MPa,伸长率4.1%,相对于母材分别下降了39.0%和71.3%,拉伸试样均断裂于焊缝处。

表3 7055铝合金基材及焊接接头拉伸性能Table 3Mechanicalpropertiesof7055aluminumalloyand its welded joint
7055铝合金基材和焊接接头拉伸的SEM断口形貌如图5所示。由图5a可知,母材断口呈典型的等轴韧窝结构,韧窝尺寸大而深,部分韧窝底部发现未脱落的第二相颗粒,这些颗粒可能是母材中析出的强化相,是母材强度、韧性较高的原因之一。由图5b可知,在撕裂棱中间形成微孔聚合的小韧窝,焊接接头拉伸断口呈延性断口特征,且断口韧窝无明显析出相。与母材相比,焊缝强度、韧性较低。由图5c可知,焊接接头的拉伸断口部分区域还存在气孔缺陷,气孔直径为10~30 μm,这些气孔减小了接头有效承载面积,降低了焊缝强度。图5d接头断口形貌显示裂纹在气孔缺陷处萌生,并向四周扩散,使得焊缝区成为接头最薄弱的区域。综上所述,焊缝强度、韧性损失是由于焊缝无强化相析出、少量气孔缺陷所致。

图57055 铝合金基材和焊接试样断口的SEM形貌Fig.5SEM morphologies of base metal and tensile fracture of welded joint of 7055 aluminum alloy
3结论
(1)焊接接头硬度云图关于焊缝中心近似对称分布,焊缝和熔合区显微硬度分别约为130~140 HV和140~150 HV,热影响区无明显软化,母材硬度165~180 HV。
(2)7055铝合金焊接接头焊缝中心为胞状枝晶,靠近熔合区焊缝为柱状枝晶,熔合区生成了EQZ组织,晶粒尺寸3~8 μm,取向随机分布;热影响区为部分再结晶长大的等轴晶粒,晶粒择优取向与母材相同,为<111>和<001>;母材为等轴晶粒。
(3)7055铝合金激光焊接头抗拉强度372MPa,抗拉强度为母材的61.0%,伸长率4.1%,拉伸试样均断裂于焊缝。
(4)焊接接头呈延性断裂,断口无析出强化相且有少量气孔存在,焊缝区强度降低,成为焊接接头最薄弱的部分。
[1]Tolga Dursun,Costas Soutis.Recent developments in advanced aircraft aluminum alloys[J].Materials and Design,2014(56):862-871.
[2]Vakhromov R O,Antipov V V,Tkachenko E A,et al.Research and development of high-strength of Al-Zn-Mg-Cu alloys[C].13th InternationalConferenceonAluminumAlloys,USA:arnegie Mellon University,2012:03-07.
[3]乔及森,杨敏杰,夏浩,等.喷射成形7055铝合金的应力腐蚀性能研究[J].材料导报,2014,28(5):93-96.
[4]李先聚,杨杰,张豪,等.喷射成形7055铝合金的显微组织和力学性能[J].中国有色金属学报,2007,17(12):1987-1992.
[5]李小宇,王小朋,雷振,等.高速列车6N01侧墙激光复合焊接头软化行为分析[J].焊接学报,2015,36(6):95-98.
[6]左玉婷,王锋,熊柏青,等.喷射成形Al-Zn-Mg-Cu合金电子束焊接接头组织研究[J].稀有金属与工程,2013,42(1):104-108.
[7]Zhao Yong,Zhao Qing,Wang Huabin,et al.Microstructure and mechanical properties of spray formed 7055 aluminum alloy by underwater friction stir welding[J].Materials and Design,2014(56):725-730.
[8]梁志敏,李亚博,汪殿龙,等.17N01铝合金脉冲MIG焊接接头组织与力学性能分析[J].电焊机,2015,45(2):35-38.
[9]车洪艳,朱亮,陈剑虹,等.6061铝合金平板对接焊接接头拉伸性能研究[J].兰州理工大学学报,2008,34(2):27-30.
[10]金玉花,王希靖,李常锋,等.7050铝合金搅拌摩擦焊接头的热稳定性[J].兰州理工大学学报,2010,36(2):18-20. [11]胡庚详,蔡珣.材料科学基础[M].上海:上海交通大学出版社,2009:236.
[12]Molian P A,Srivatsan T S.Weldability of aluminium lithium alloy 2090 using laser welding[J].Materials Letters,1990,25(7):3347-3358.
Microstructures and mechanical properties of laser welded joint of spray formed 7055 high strength aluminum alloy
QIAO Jisen,WANG Pengjian,ZHANG Yangyang,ZHAO Wenjun,CHEN Jianhong
(State Key Laboratory of Advanced Processing and Recycling of Non-ferrous Metals,Lanzhou University of Technology,Lanzhou 730050,China)
Laser welding was employed in the welding experiment of spray formed 7055-T76511 aluminum alloy plate with thickness of 2 mm.The mechanical properties of the welded joint were tested by microhardness test and tensile test.In addition,the microstructure of the welded joint were analyzed by OM,SEM,EBSD and XRD.The results show that the welded joint hasn't obvious soften zone,and the microhardness of the weld zone is the lowest,which is about 130~140 HV.The welded joint consist of three zones(the heat affected zone,the fusion zone and the weld zone).The heat affected zone is characterized by equiaxed recrystallized grains,due to heterogeneous nucleation of the fusion zone formed non-dendritic equiaxed grain zone(EQZ)and an average grain size of 3~8 μm,weld area near the fusion line is columnar dendrite,and the center is cellular dendrite.
7055 aluminum alloy;spray formed;laser weld;mechanical property;microstructure
TG456.7
A
1001-2303(2016)11-0021-05
10.7512/j.issn.1001-2303.2016.11.03
献
乔及森,王鹏建,张阳羊,等.7055喷射成形高强铝合金激光焊接头组织及性能[J].电焊机,2016,46(11):21-25.
2016-01-13;
2016-06-16
甘肃省国际科技合作专项(144WCGA164)
乔及森(1973—),男,甘肃兰州人,教授,博士,主要从事激光焊接及焊接结构优化设计等科研和教学工作。